

Исследование шероховатости поверхности деталей после обработки многопомпонентными рабочими средами
А.В. Кузовкин, Э.А. Азаренков, А.А. Савин
В работе приведены данные по исследованию шероховатости поверхности деталей при локальной обработке с использованием дискретных токопроводящих рабочих сред
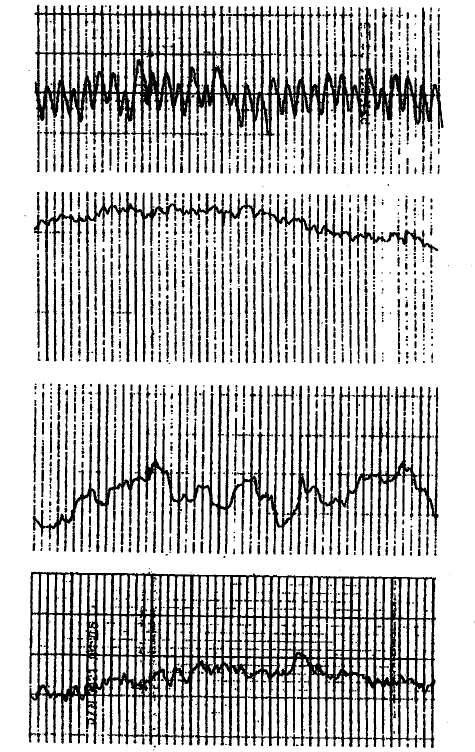
Немаловажным параметром качества поверхностного слоя детали, влияющим на ее эксплуатационные свойства, является его шероховатость. На образцах, подвергавшихся обработке с помощью комбинированной обработки с применением дискретных токопроводящих рабочих сред, производилось определение параметра шероховатости поверхности для различных вариантов обработки. Результаты этих экспериментов в виде профилограмм поверхности и их сравнение с расчетными значениями, полученными по эмпирическим зависимостям, представлены на рис. 1 и в табл. 1. Было установлено, что шероховатость образцов из стали 38Х2МЮА, обработанных на "мягких" режимах находится в диапазоне Ra 0,32 - 0,43 мкм, что соответствует 8-9 классам шероховатости поверхности, при этом базовая длина l составляла 0,25 - 0,80 мм (исходная величина шероховатости образца Ra = 1,6 - 3,2 мкм). Образцы из стали 40ХН2МА, обработанные на максимальных с кинетической точки зрения режимах, имеют шероховатость поверхности Ra 0,65 - 0,70 мкм (7-й класс шероховатости поверхности при базовой длине l = 0,80 мм). Исходная поверхность образца была получена фрезерованием с шероховатостью поверхности Ra = 7,26 - 8,86 мкм (4-й класс, базовая длина l = 2,50 мм).
Полученные результаты и их сходимость с расчетными значениями носят удовлетворительный характер. Расхождения между ними не превышают 10 — 15 %, что позволяет говорить о корректности той части математической модели, которая описывает процесс образования величины шероховатости поверхности при комбинированной обработке с наполнителем
а
б
в
г
Рис. 6. Профилограммы образцов: а, б - сталь 38Х2МЮЛ до (увеличение в 2000 раз, горизонтальное увеличение в 50 раз, скорость 300 мм/мин) и после обработки (увеличение в 2000 раз, горизонтальное увеличение в 50 раз, скорость 300 мм/мин); в, г - сталь 40ХН2МА до (увеличение в 1000 раз, горизонтальное увеличение в 50 раз, скорость 300 мм/мин) и после обработки (увеличение в 5000 раз, горизонтальное увеличение в 50 раз, скорость 300 мм/мин).
Таблица 1
Расчетные и экспериментальные показатели шероховатости поверхности детали (материал наполнителя сталь 45)
Схема обработки |
Материал детали |
Показатель шероховатости Ra, мкм |
Исходная шероховатость Ra, мкм |
||
Эксперимент |
Расчет |
Величина расхождения ∆, % |
|||
Обработка с наложением электрического тока |
|||||
Неподвижная дискретная рабочая среда |
Сталь 45 |
1,6 |
1,67 |
4,40 |
3,2 |
38Х2МЮА |
1,6 |
1,62 |
1,25 |
3,2 |
|
40ХН2МА |
7,2 |
7,0 |
2,78 |
8,86 |
|
Скорость рабочей среды 5…10 м/с |
Сталь 45 |
0,38 |
0,4 |
6,25 |
1,6 |
38Х2МЮА |
0,43 |
0,32 |
11,16 |
1,6 |
|
40ХН2МА |
3,64 |
3,2 |
1,21 |
7,26 |
|
Скорость рабочей среды 10…15 м/с |
Сталь 45 |
0,3 |
0,28 |
6,67 |
1,6 |
38Х2МЮА |
0,65 |
0,6 |
7,7 |
1,6 |
|
40ХН2МА |
2,8 |
3,0 |
7,14 |
7,26 |
|
Обработка без наложения электрического тока |
|||||
Скорость рабочей среды 5…10 м/с |
Сталь 45 |
0,64 |
0,68 |
6,25 |
1,6 |
38Х2МЮА |
0,81 |
0,79 |
2,47 |
1,6 |
|
40ХН2МА |
4,6 |
4,21 |
8,48 |
7,26 |
|
Скорость рабочей среды 10…15 м/с |
Сталь 45 |
0,52 |
0,45 |
13,46 |
1,6 |
38Х2МЮА |
0,69 |
0,73 |
5,80 |
1,6 |
|
40ХН2МА |
3,87 |
3,54 |
8,53 |
7,26 |
|
Воронежский государственный технический университет
УДК 621.09