

Учебное пособие 800655
.pdfРис. 40.
Рис. 41.
80

81
Рис. 42.

82
Рис. 43.

Рис. 44. |
Рис. 45. |
|
83
Рис. 46. |
Рис. 47. |

84
Рис. 48. |
Рис. 49. |

Рис. 52.
Рис. 51.
85

86
Рис. 52.

87
Рис. 53.

14. МЕТОДИКА РАСЧЕТА ИЗНОСОСТОЙКОСТИ НАЛАДКИ НА ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК
ПРИ МНОГОИНСТРУМЕНТАЛЬНЫХ РАБОТАХ
14.1. Исходные данные.
Деталь – втулка. Материал – сталь 45, в=590Мпа (60 кГс/мм2). Масса детали 1 кг. Оборудование – токарно-револьверный станок мод.1П365. приспособление: патрон быстропереналаживаемый клиновой (ПБК) с пневмоприводом. Партия деталей 200 штук.
14.2. Содержание операции. |
|
Обточить, после черновой обработки начисто (R2 = |
= 20 |
мкм) наружную цилиндрическую поверхность длиной |
10 мм до |
диаметра Dd = 60 – 0,12 мм и одновременно после чернового зенкерования, обработать получистовым зенкером (Rz = 20 мкм) отверстие длиной 20 мм до диаметра dd = 40 + + 0,12 мм (рис. 54). Измерительный инструмент: для измерения наружной цилиндрической поверхности – скоба односторонняя предельная, для измерения длины наружной цилиндрической поверхности - шаблон односторонний, для измерения отверстия – калибр – пробка гладкая двусторонняя.
14.3. Характеристика режущих инструментов.
Для обработки наружной цилиндрической поверхности применяется резец токарный проходной прямой правый, тип 2а [11, с. 164] из твердого сплава марки Т15К6 [11, с.149], сечение державки
В Н = 16 25 [11, с.164], значения углов = 600, |
1 = 150 [11, с. |
190]. Для обработки отверстия используется зенкер получистовой с
числом зубьев Z = 3 |
и параметрами: |
= 150, = 80, = 600, |
0 = 300, = 250 [11, |
с. 211]. |
|
88
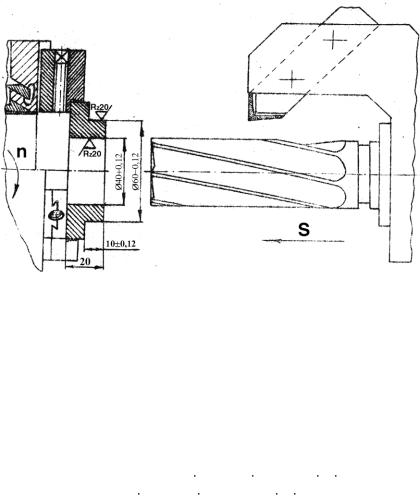
Рис. 54. Позиция токарно-револьверного станка
14.4. Глубина резания Глубина резания определяется как величина припуска на сто-
рону: для чистового обтачивания tp = Zв1 = 1,8 мм [10, с. 41-42], для зенкерования tз = Zв2 = 1,7 мм [10, с. 41-42].
14.5. Подача на оборот детали Подача на оборот детали для чистого точения стали, при высо-
те неровностей поверхности Rz = 20 мкм и радиусе при вершине рез-
ца r = 0,5 мм
Sp = - 0,06 + 0,0123 Rz + 0,08 r + 0,0013 Rz r;
Sp = - 0,06 + 0,0123 20 + 0,08 0,5 + 0,0013 20 0,5 = 0,24 мм/об.
Подача для зенкерования
Sз = Cзd0,6з;
Sз =0,14  400,6 = 1,28 мм/об.
400,6 = 1,28 мм/об.
Резец и зенкер работают одновременно и для получения требуемой шероховатости обработанной поверхности Rz = 20 мкм, как наружной цилиндрической, так и отверстия, необходимо
89