

Учебное пособие 800655
.pdf3.ВЫБОР ВАРИАНТА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА
ИЕГО ТЕХНИКО-ЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ
3.1.Приведенная годовая экономия (экономичесский эффект на программу N) определяется с учетом технологических себестоимостей сравниваемых операций С01 и С02 [2, с. 59-63]
ЭГ (С02 С01 ) N /100 к. |
(3.1) |
3.2. Технологическая себестоимость операции механической обработки учитывает штучное или штучно-калькуляционное время и коэффициент выполнения норм Кв=1,3 [2, с.63]
C0i |
(CП .З. Т Ш К ) /(60 КВ ) к. |
(3.2) |
|
3.3. Часовые приведенные затраты определяются по формуле |
|||
приведенной в источнике [2, с. 59]. |
|
|
|
СП .З. СЗ |
СЧ .З ЕН |
(КС КЗ ) к / ч. |
(3.3) |
3.4. Основная и дополнительная зарплата с начислениями |
|||
определяется по формуле источника [2, с.59]. |
|
||
СЗ |
(1,53 СТ .Ф. |
k) / M к/ч. |
(3.4) |
где Ст.ф. – часовая тарифная ставка сдельщика станочника, |
табл. 26. |
||
Средние разряды работ станочников приведены в табл. 29. k – коэффициент, учитывающий зарплату наладчика, если наладка станка в серийном производстве ведется без участия наладчика самим рабочим k = 1; в массовом производстве k = (1,1-1,5). М – количество станков, обслуживаемых одним рабочим, табл. 28.
3.5. Часовые затраты по эксплуатации рабочего места опре-
деляются [2, с.60] |
|
|
|
|
|
C |
СБ.П. |
К |
М-К |
к/ч, |
(3.5) |
Ч .З. |
Ч .З. |
|
|
|
где СЧБ..ЗП. . – практически скорректированные затраты на базовом рабочем месте. Для двухсменного производства массового и крупносе-
рийного СБ.П. |
= 44,6 к/ч, для серийного |
СБ.П. |
= 36,3 к/ч, |
Ч .З. |
|
Ч .З. |
|
Км-к – машино-коэффициент приводится в табл. 27. Для станков, неуказанных в табл. 27, Км-к находится по формулам и таблицам, приведенным в источнике [2, с. 60-61, 382-384].
3.6. Величина часовых затрат по эксплуатации рабочего места при пониженной загрузке станков (коэффициент загрузки станка
20
З |
60% ), корректируется поправочным коэффициентом , с уче- |
|
том удельного веса постоянных затрат , табл. 27. При отсутствии табличных данных 0,3-0,5. Для серийного производства коэф-
фициент З = 0,8; для массового - равен фактической загрузке стан-
ка и учитывает штучное время Тшт, такт выпуска tв и применяемое число станков на операции mn [2, с. 65]
ЗТШТ /(tВ mn ) .
3.7.Скорректированная величина часовых затрат определя-
ется [2, с.61]
CК . |
(С |
) /1,14 |
(3.6) |
Ч .З. |
Ч .З. |
|
|
1 |
(1 |
З ) / З |
(3.7) |
3.8. Нормативный коэффициент экономической эффективно- |
|||
сти капитальных вложений для машиностроения |
Ен = 0,15 [2, |
||
с. 59]. |
|
|
|
3.9. Капитальные вложения в станок Кс |
и здание Кз опреде- |
||
ляются [1, с.44]: для серийного производства, к/ч. |
|||
KC =(Ц 100)/3200 к/ч, |
(3.8) |
||
Кз = F 75 100 / 3200 к/ч, |
(3.9) |
||
где Цопт – балансовая стоимость станка, определяемая как сумма оптовой цены станка [1, с.179-238] и затрат на транспортирование и монтаж, Кт.м., составляющих 10-15 % от оптовой цены станка, р. (Кт.м. = 1,1 1,5); F – производственная площадь, занимаемая станком с учетом проходов, является произведением площади занимаемой станком f (м2) и коэффициента дополнительной площади на проходы, проезды и др. Кf, приведенного в табл. 30. Если f<6 м2, то принимается F=6 м2.
(3.12)
3.10. Если, кроме стоимости механической обработки, в вариантах изготовления деталей изменяются и другие статьи затрат, как, например, расходы на специальную оснастку, материалы, заготовки, эти изменения следует учитывать при расчете экономического эффекта. В этом случае общий экономический эффект определя-
21
ется с учетом экономии или перерасхода по другим статьям |
Э |
|
|
|
|
[2, с. 63]. |
|
|
Э ЭГ |
Э |
(3.13) |
3.11.Сравниваются два варианта технологического маршрута изготовления детали (рис.1), заготовкой, для которой в первом варианте служит штамповка, а во втором прокат. Технологический маршрут механической обработки детали из проката отличается от маршрута обработки детали из штампованной заготовки, наличием операции отрезания заготовки от проката по длине (рис. 10) и проектированием переходов на токарно-револьверной операции (рис. 11), а следовательно, и штучно-калькуляционным временем на эти операции.
3.12.Операция 000. Отрезание заготовки по длине. Основное время определяется по формуле (28), табл. 4, в которой диаметр заготовки равен длине резания, а штучно-калькуляционное время учи-
тывает коэффициент |
K , табл. 3. |
|
|
TО.ОТР. 0, 007 120 0,84 |
мин; |
||
|
TШК .ОТР. |
ТО.ОТР. К ; |
|
ТШК .ОТР. |
0,84(1,84 |
1,51) / 2 1, 407 мин; |
|
3.13. Операция 005. Токарно-револьверная состоит из переходов (рис. 11), в каждом из которых учитывается, как расчетное, наибольшее время резания по формулам, приведенным в табл. 4.
3.13.1. Переход 1. Подрезания двух торцов двумя резцами одновременно определяется по формуле (4), табл. 4
Т 0, 000037 (1002 |
662 ) 0, 2088 мин расчетное; |
1 |
|
Т2 0, 000037 (1102 1002 ) 0, 0777 мин.
3.13.2.Переход 2. Время сверления отверстия первым свер-
лом 20 мм [3, с.12] определяется по формуле (12), табл. 4.
T3 0, 00052 20 50 0,52 мин расчетное.
3.13.3. Переход 3. Время одновременной обточки черновой двух наружных цилиндрических поверхностей и рассверливания, и зенкерования отверстия определяется по формулам (1,13,14) табл.4
T4 = 0,00017  110
110  5 = 0,2805 мин;
5 = 0,2805 мин;
22
T5 = 0,00017  100
100  20 = 0,34 мин;
20 = 0,34 мин;
T6 = 0,00021 66 20 = 0,2772 мин;
T7 = 0,00031  56
56  30 = 0,5208 мин – расчетное.
30 = 0,5208 мин – расчетное.
3.13.4. Переход 4. Время одновременной чистовой обточки наружной цилиндрической поверхности и получистового зенкерования отверстия определяется по формулам (3,14) табл.4
T8 |
= 0,00017 |
100 |
20 |
= 0,34 мин; |
T9 |
= 0,00021 |
60 |
30 |
= 0,378 мин – расчетное. |
3.13.5. Переход 5. Время одновременной чистовой подрезки фаски и расточки кольцевой канавки определяется по формулам
(5,7), табл.4
T10 |
= 0,00052 |
(702 – 662) = 0,0283 мин; |
Т11 |
= 0,00063 |
(702 – 602) = 0,819 мин – расчетное. |
3.13.6. Переход 6. Время чернового развертывания определя- |
||
ется по формуле (15), табл.4 |
||
T12 |
= 0,00043 |
60 30 = 0,774 мин - расчетное. |
3.13.7. Переход 7. Время чистового развертывания определя- |
||
ется по формуле (16), табл.4 |
||
T13 = 0,00086 |
60 30 = 1,548 мин – расчетное. |
|
3.13.8.Основное время на токарно-револьверную операцию.
T0 = 0,2088 + 0,52 + 0,5208 + 0,378 + 0,819 + 0,774 + 1,548 =
=4,769 мин.
3.13.9.Штучно-калькуляционное время.
TШК = T0 k; |
TШК = 4,769 1,665 = 7,94 мин. |
3.14. По изложенной выше (пп.3.1 –3.10) методике определяется стоимость механической обработки на отличающихся в рассматриваемых вариантах операциях.
3.14.1. Первый вариант. Загонка – штамповка. Станок токар- но-револьверный 1П365 (рис.5).
Разряд работы- 3, табл.29; CТ.Ф. = 60,6 к., табл.26; k = 1, п.3.4; |
|
M = 1, табл. 28; СБ.П. . = 36,3 к/ч, п.3.5; KM-K = 0,9 табл.27; = 0,46, |
|
Ч .З. |
|
табл.27; з = 0,8, п.3.6; EH = 0,15, п.3.8.; |
ЦОПТ = 3800 р. табл. 34; |
23
KТ.М. =1,1, п.3.9; f = (3,32 |
1,53) = |
= 5,0796 м2, п.3.9; Кf` = 3, |
|||
табл.30; ТШК Т-Р = 6,88 мин п.1.3.1.; Kв =1,3, п.3.2. |
|||||
С3 = ( |
Ст.ф. k) / M; |
С3 = (1,53 60,6 |
1) |
/ 1 = 92,718 к/ч; |
|
CЧ.3. = СБ.П. |
KM-K; CЧ.3. = 36,3 |
0,9 |
= 32,67к/ч; |
||
|
Ч .З. |
|
|
|
|
= 1 + |
(1 - 3) / |
3; |
k = 1 + 0,46 (1 – 0,8) / 0,8 = 1,115; |
||
CkЧ.3. |
= (CЧ.3. |
) / 1,14; CkЧ.3. = (32,67 1,115) / 1,14 = |
|||
|
= 31,954 к/ч; |
Ц = Цопт. KT.M.; |
Ц = 3800 1,1 = 4180 р.; |
Kc = (Ц 100) / 3200; |
Kc = (4180 100) / 3200 = 130,625 k/ч; |
F = f Kf ; |
F = 5,0796 3 = 15,2388 м2; |
KЗ. = (F 75 100) / 3200; KЗ. = (15,2388 75 100) / 3200 = |
|
|
= 35,716 k/ч; |
CП.З. = С.3 |
+ CЧ.3. + EН (KC + KЗ); |
CП.З. = 92,718 + 31,954 + 0,15(130,625 + 35,716) = 149,623 k/ч;
CI0 I. = (CП.З. |
TШ - К. Т - Р.) / (60 Kв); |
CI0 I. = (149,623 |
6,88) / (60 1,3) = 13,20 к. |
3.14.2.Второй вариант. Заготовка из проката. Станок токарно
–револьверный 1П365 (рис.11).
Все исходные данные, за исключением TШ - К. Т - Р. = 7,94 мин. (п.3.13.9), повторяются и расчет сводится к определению технологической себестоимости операции, т.к. часовые приведенные затраты CП.З. = 149,623 к/ч известны из п.3.14.1.
CI0 2. = (CП.З. |
TШ - К. Т - Р.) / (60 Kв); |
CI0 2. = (149,625 |
7,94) / (60 1,3) = 15,23 к. |
Станок отрезной 8А641 для отрезания заготовки от проката дисковой пилой (рис.10).
Разряд работы – 2, табл.29; CТ.Ф. = 54,8 к., табл.26; к = 1,
п.3.4.; М = 4, табл.28; CБ.П.Ч.3. = 36,3 к/ч, п.3.5.; КМ - К. = 1,5, табл. 27;
= 0,29, табл.27; 3 = 0,8, п.3.6; ЕН = 0,15, п.3.8; |
Цопт. = 3680 р., |
[1,с.223]; KТ.М. = 1,1 п.3.9; f = (2,1 1,1) = 2,31 м2 |
п. 3.9; Kf = 3,5, |
табл.30; TШ К. = 1,407 мин, п.3.12; Kв = 1,3, п.3.2. |
|
24
СЗ. = ( |
СТ.Р. |
k) / M; |
CЗ. = (1,53 |
54,8 1) / 4 = 20,961 к/ч; |
||||
CЧ.З. = CБ.П.Ч.3. |
КМ - К.; |
CЧ.З. = 36,3 1,5 = 54,45 к/ч; |
||||||
= 1 + |
(1 - |
3) / |
3; |
k = 1 + 0,29 |
(1 – 0,8) / 0,8 = 1,0725; |
|||
|
|
|
|
CkЧ.3. = (CЧ.3. |
) / 1,14; |
|||
|
CkЧ.3. = (54,45 1,0725) / 1,14 = 51,226 к/ч; |
|||||||
Ц = Цопт. |
КТ.М. |
М; |
|
Ц = 3860 1,1 4 = 16984 р.; |
||||
КС. = (Ц |
100) / 3200; |
КС. = (16984 |
100) / 3200 = 530,75 к/ч; |
|||||
F = f |
Kf |
M; |
|
F = 2,31 |
3,5 4 = 32,34 м2; |
|||
|
|
|
K3 = (F |
75 100) / 3200; |
||||
|
K3 = (32,34 |
75 |
100) / 3200 = 75,797 к/ч; |
|||||
|
|
|
CП.3 = CЗ. + CК.Ч.3. + EH(KC + KЗ); |
|||||
CП.3 = 20,961 + 51,226 + 0,15 (530,75 + 75,797) = 163,169 к/ч; |
||||||||
|
|
CI I0 2. = (CП.З |
TШК.ОБР. ) / (60 KB); |
|||||
|
CI I0 2. = (163,169 |
1,407) / (60 |
1,3) = 2,94 к. |
|||||
80
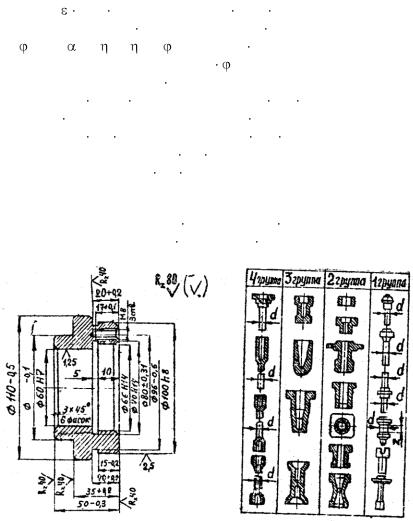
Рис.1. Деталь - втулка |
Рис.2. Классификация поковок, |
|
штампуемых на горизонтально – |
|
ковочных машинах по группам |
|
сложности [1, с. 28] |
|
25 |
3.15. Результаты расчетов технологической себестоимости при различных методах получения заготовки сведены в табл. 31. Применение первого варианта, заготовкой в котором служит штамповка, дает экономический эффект в сумме 2433,6 р. и экономит сталь.
Э= (C0 2. - C0 1.)N / 100;
Э= (89,17 – 84,10)  48000 / 100 = 2433,6 р.
48000 / 100 = 2433,6 р.
Первый вариант следует принимать к дальнейшей подробной разработке.
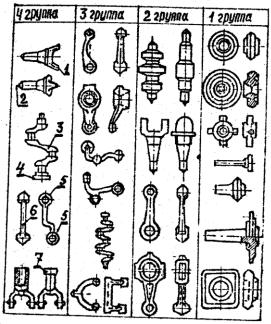
Рис. 3. Классификация поковок, штампуемых на молотах и горячештамповочных прессах: 1 - разъем на прессе; 2 - разъем на молоте; 3 - штамповка на прессе; 4 - фланец штампуется на горизонтальноковочной машине; 5 - головки после штамповки на горизонтальноковочной машине штампованы на прессе; 6 - стержень согнут на го-
26
ризонтально-ковочной машине; штамповка на молоте или прессе, высадка на горизонтально-ковочной машине. [1, с. 29]
118,8 |
|
|
|
51,2 |
|
|
|
|
|
|
|
73,3
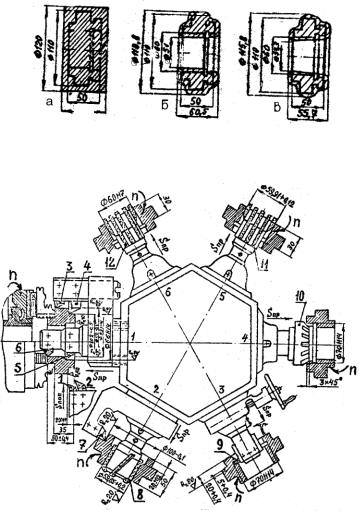
Рис. 4. а - прокат, б - отливка, в - штамповка.
Рис.5. Операция токарно-револьверная (первый вариант)
27
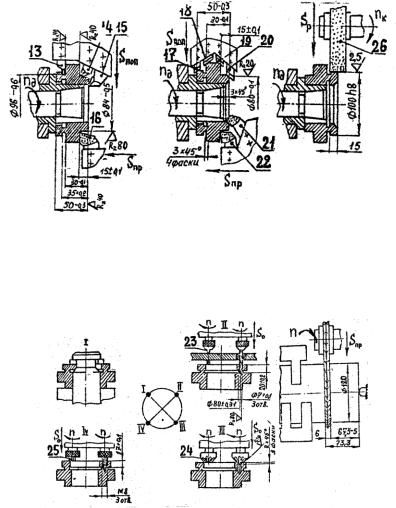
Рис.6. Операция |
Рис.7. Операция |
Рис.8. Операция |
автоматно-токарная |
автоматно-токарная |
круглошлифовальная |
черновая |
чистовая |
|
Рис.10. Операция отрезная (второй
вариант)
Рис.9. Операция агрегатно-сверлильная
28
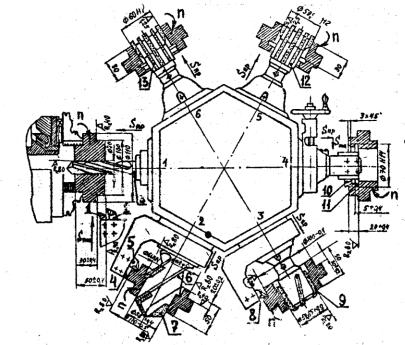
Рис. 11. Операция токарно-револьверная (второй вариант)
29