

Учебное пособие 800655
.pdfТаблица 46 Пространственные отклонения [1. с. 68-70]
160
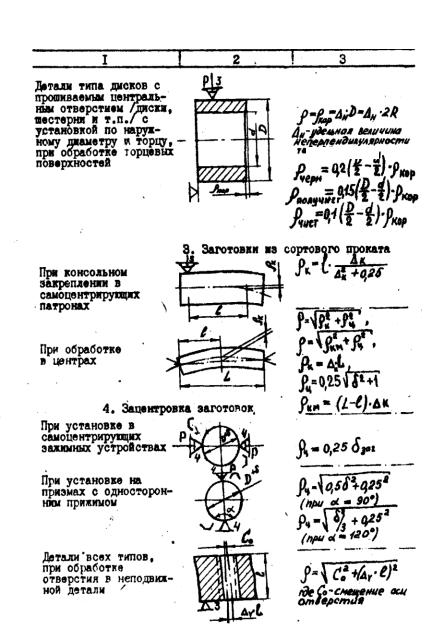
Продолжение табл. 46
табл. 50,59
[3, с. 171]
161

Таблица 47 Кривизна (коробление) заготовок [3, с. 178]
Таблица 48 Пространственные погрешности проката [3, с. 166]
162
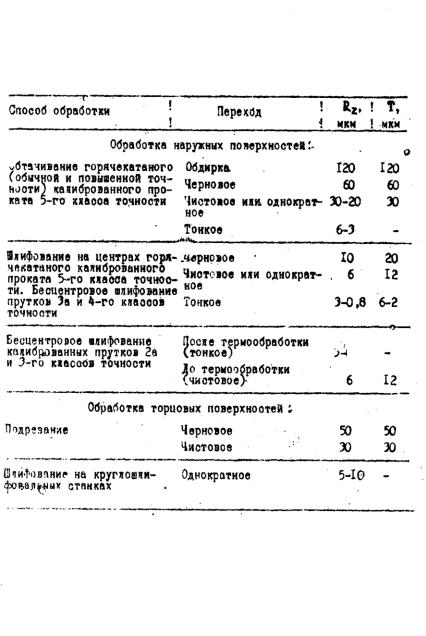
Таблица 49 Точность и качество поверхности заготовок из проката после
механической обработки [3, с. 167-168]
3-0,8
163

|
Таблица 50 |
|
Удельное коробление отливок к [3, с. 174] |
||
|
|
|
Детали |
к , мкм, на 1 мм длины |
|
Корпусные |
0,7-1 |
|
Плиты |
2-3 |
|
Таблица 51 Качество наружной поверхности проката [1, с. 166]
60
150
164

Таблица 52 Точность и качество поверхности заготовок,
получаемых литьем [3, с. 174]
Таблица 53 Пространственные погрешности отверстий, полученных
сверлением [3 с. 176]
|
Величина погрешности при |
||||
Погрешность |
диаметре отверстия, мм |
||||
|
3-6 |
6-10 |
10-18 |
18-30 |
30-50 |
Удельное значение увода, Y, мкм, на 1 мм |
|
|
|
|
|
длины при сверлении: |
|
|
|
|
|
спиральными сверлами |
2,1 |
1,7 |
1,3 |
0,9 |
0,7 |
специальными сверлами |
1,6 |
1,3 |
1,0 |
0,7 |
- |
Смещение оси отверстия Со, мкм |
10 |
15 |
20 |
25 |
30 |
165
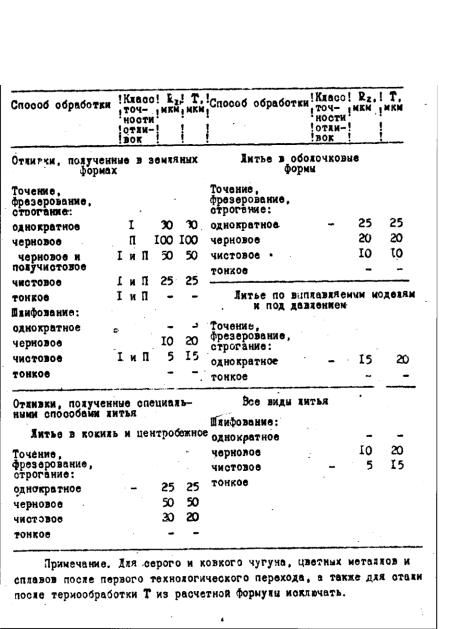
Таблица 54 Точность и качество поверхности после механической
обработки отливок [3, с. 175]
166
Таблица 55 Качество поверхностей отверстий после механической
обработки [3, с. 176]
Способ обработки |
Диаметр |
Rz, |
Та, |
|
|
отверстия |
мкм |
мкм |
|
|
d, мм |
|
|
|
Сверление: |
|
|
|
|
|
3-6 |
20 |
40 |
|
Обычное сверление спиральными свер- |
6-10 |
30 |
50 |
|
лами |
10-18 |
40 |
60 |
|
|
18-50 |
50 |
70 |
|
Глубокое сверление спиральными |
3-10 |
15 |
25 |
|
10-18 |
20 |
30 |
||
сверлами |
||||
18-30 |
30 |
40 |
||
|
||||
Зенкерование: |
|
|
|
|
Черновое |
18-30 |
50 |
40 |
|
30-80 |
50 |
50 |
||
|
||||
Однократное |
До 80 |
30 |
40 |
|
Чистовое |
До 30 |
30 |
30 |
|
30-80 |
30 |
40 |
||
|
||||
Растачивание: |
|
|
|
|
Черновое |
50-260 |
50 |
50 |
|
Чистовое |
50-260 |
20 |
25 |
|
Развертывание: |
|
|
|
|
Нормальное |
|
10 |
20 |
|
Точное |
6-80 |
5 |
10 |
|
Тонкое |
|
3 |
- |
|
Отделочные методы: |
|
|
||
Шлифование |
До 80 |
- |
- |
|
Протягивание |
10-80 |
4 |
6 |
|
Калибрование шариком или оправкой |
6-8 |
0,6 |
- |
|
Притирочное шлифование |
До 80 |
- |
- |
|
(хонингование) |
||||
|
|
|
||
167

Таблица 56 Элементы допусков по недоштамповке Нед и износу штампов
Иш, определяемые по весу штампованных заготовок, мм
[1, с. 83]
Таблица 57 Качество поверхностей заготовок, полученных штамповкой [3, c. 169]
Таблица 58 Значения коэффициента уточнения Ку [3, c. 181; 1, с. 74-75]
|
|
0,05 |
|
|
|
0,02 |
|
|
|
0,06 |
|
|
|
0,04 |
|
|
|
|
|
|
|
0,06 |
|
|
|
0,05 |
|
|
|
0,04 |
|
|
|
|
|
После обработки отверстия: черновой |
|
|
|
0,05 |
|
||
получистовой |
|
0,005 |
|
чистовой |
|
0,002 |
|
|
|
|
|
168

Таблица 59 Пространственные погрешности штампованных поковок
[3, с. 169-170]
0,50
169