

Учебное пособие 800655
.pdfПродолжение табл. 59
н, мм, при штамповке
0,2
0,3
0,4
170
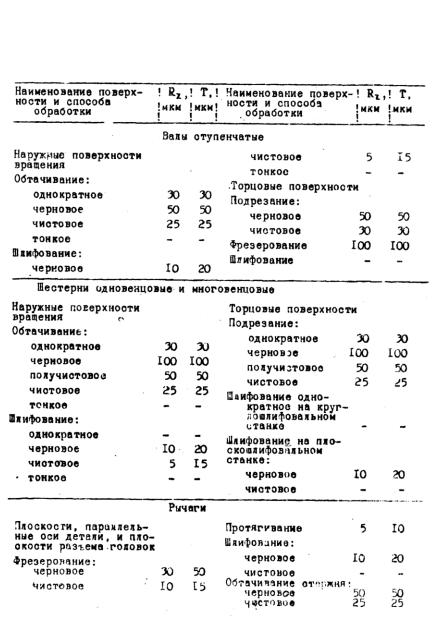
Таблица 60 Точность и качество поверхности поковок после
механической обработки [3, с. 173]
171
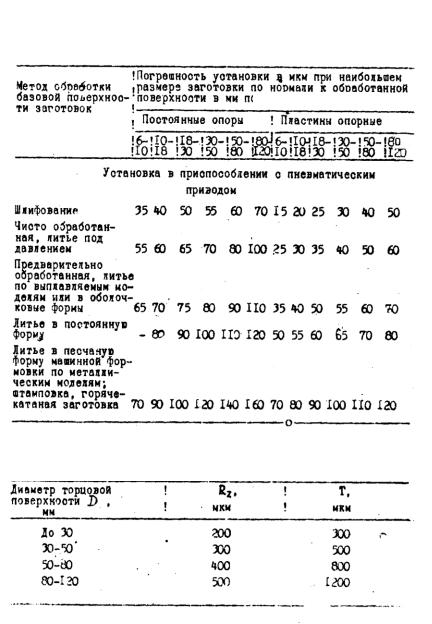
Таблица 61 Погрешность установки заготовок на постоянные опоры
[3, с. 28]
по типам опор
Таблица 62 Качество торцовой поверхности поковок после ковки [3, с. 172]
172
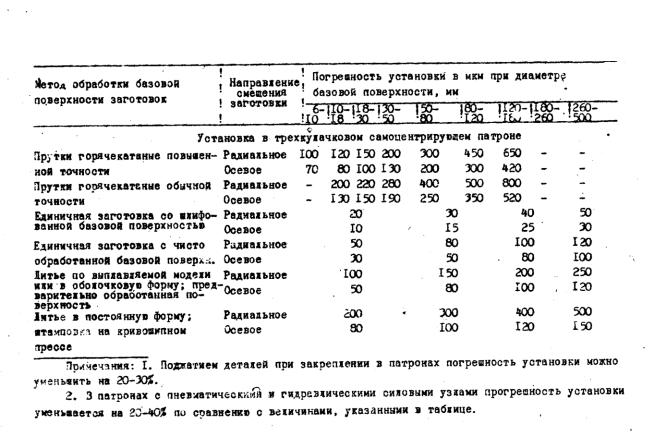
Таблица 63 Погрешности установки заготовок в цанговом и трехкулачковом патронах без выверки
[3, с. 26]
Таблица 64 Припуски на переход при обработке плоскостей [3, с. 187]
Размеры в мм
|
Припуск на сторону при наибольшем |
|||||||
Способ обработки |
размере обрабатываемой поверхности |
|||||||
плоскости |
До |
50- |
120- |
260- |
500- |
800- |
1250 |
2000- |
|
50 |
120 |
260 |
500 |
800 |
1250 |
2000 |
3150 |
Черновая и однократная |
|
|
|
|
|
|
|
|
обработка лезвийным ин- |
|
|
|
|
|
|
|
|
струментом после литья: |
|
|
|
|
|
|
|
|
в песчаную форму |
|
|
|
|
|
|
|
|
1 класс точности |
0,9 |
1,1 |
1,5 |
2,2 |
3,1 |
4,5 |
7,0 |
10,0 |
в песчаную форму |
|
|
|
|
|
|
|
|
2 класс точности |
1,0 |
1,2 |
1,6 |
2,3 |
3,2 |
4,6 |
7,1 |
11,0 |
в постоянную форму (в |
|
|
|
|
|
|
|
|
кокиль) |
0,7 |
0,8 |
1,0 |
1,6 |
2,2 |
3,1 |
4,6 |
7,0 |
в оболочковую форму |
0,5 |
0,6 |
0,8 |
1,4 |
2,0 |
2,9 |
— |
— |
по выплавляемой модели |
0,3 |
0,4 |
0,5 |
0,8 |
— |
— |
— |
— |
Получистовая обработка |
|
|
|
|
|
|
|
|
лезвийным инструментом |
|
|
|
|
|
|
|
|
после черновой |
0,25 |
0,25 |
0,30 |
0 ,30 |
0,35 |
0,40 |
0,50 |
0,65 |
Чистовая обработка лез- |
|
|
|
|
|
|
|
|
вийным инструментом |
|
|
|
|
|
|
|
|
после получистовой |
0,16 |
0,16 |
0,16 |
0,16 |
0,16 |
0,16 |
0,20 |
0,20 |
Предварительное и одно- |
|
|
|
|
|
|
|
|
кратное шлифование по- |
|
|
|
|
|
|
|
|
сле чистовой обработки |
|
|
|
|
|
|
|
|
лезвийным инструментом |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
0,08 |
0,08 |
Чистовое шлифование |
|
|
|
|
|
|
|
|
после предварительного |
0,03 |
0,03 |
0,03 |
0,03 |
0,03 |
0,03 |
0,05 |
0,05 |
174
|
|
|
|
|
|
|
|
|
Таблица 65 |
|||
Расчетные формулы для определения величины припуска |
||||||||||||
на обработку [1, с. 65] |
|
|
|
|
|
|
|
|
||||
Вид обработки |
|
Расчетная формула |
|
|
||||||||
Последовательная обработка |
|
|
|
|
|
|
|
|
|
|
|
|
противоположных или от- |
Zвmin |
|
|
Rza |
Ta |
|
ρa |
εв |
||||
дельно расположенных по- |
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
верхностей |
|
|
|
|
|
|
|
|
|
|
|
|
Параллельная обработка про- |
2 Zвmin |
|
2 Rza |
Ta |
ρa |
εв |
||||||
тивоположных плоскостей |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Обработка наружных или |
|
|
|
|
|
|
|
|
|
|
|
|
внутренних поверхностей |
2 Zв |
min |
2 R z |
a |
Ta |
|
|
ρa2 |
εв2 |
|||
|
|
|
|
|
|
|
|
|
|
|
||
вращения |
|
|
|
|
|
|
|
|
|
|
|
|
Обтачивание цилиндрической |
|
|
|
|
|
|
|
|
|
|
|
|
поверхности заготовки, уста- |
2 Zвmin |
|
2 Rza |
|
Ta |
ρa |
|
|
||||
новленной в центрах; бесцен- |
|
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
тровое шлифование |
|
|
|
|
|
|
|
|
|
|
|
|
Развертывание плавающей |
|
|
|
|
|
|
|
|
|
|
|
|
разверткой, протягивание от- |
|
2 Zв |
min |
2 Rz |
a |
Ta |
|
|
||||
верстий |
|
|
|
|
|
|
|
|
|
|
|
|
Суперфиниш, полирование и |
|
|
2 Zвmin |
2 Rza |
|
|
|
|||||
раскатка (обкатка) |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
Обкатка лезвийным или абра- |
|
|
|
|
|
|
|
|
|
|
|
|
зивным инструментом без вы- |
2 Zвmin |
|
2Rza |
Ta |
0, 25 δ |
|||||||
держивания размера (как чис- |
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
то) черной поверхности |
|
|
|
|
|
|
|
|
|
|
|
|
Шлифование после термообработки |
|
|
|
|
|
|||||||
а) при наличии εв |
|
Zвmin |
Rza |
ρa |
εв |
|
|
|||||
|
2 Zвmin |
|
2 Rza |
|
ρa |
εв |
|
|
||||
б) при отсутствии εв |
|
|
Zвmin Rza |
|
ρa |
|
|
|
||||
|
|
2Zвmin |
2 Rza |
|
|
a |
|
|
||||
Примечание: |
|
|
|
|
|
|
|
|
|
|
|
|
175


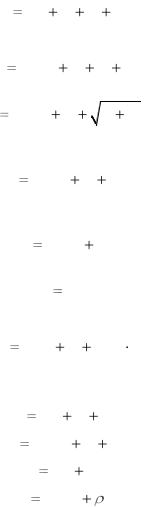
 ρa2 εв2 0, 96 ρa 0, 4 εв , при ρa εв ;
ρa2 εв2 0, 96 ρa 0, 4 εв , при ρa εв ;
ρa2 |
εв2 |
ρa , при ρa |
4 εв ; |
|
||
|
|
|
|
|
||
|
ρa2 |
εв2 |
0, 4 ρa 0, 96 εв , при ρa |
εв ; |
||
|
|
|
|
|
|
|
ρa2 |
εв2 |
εв , при ρa |
4 εв ; |
|
||
Zв |
min |
- минимальный |
припуск на |
сторону на выполняемый тех- |
||
нологический переход; 2 Zвmin - минимальный припуск на две сторо-
ны или на диаметр детали; Rza ,Ta , ρa - соответственно высота мик-
ронеровностей, глубина измененного слоя и суммарное значение пространственных отклонений для поверхности, полученной на
предшествующем переходе; εв - погрешность установки заготовки на выполняемом переходе.
Таблица 66 Квалитет точности КТ и шероховатость поверхности Rа при обра-
ботке наружных цилиндрических поверхностей [4, c. 134-135]
|
|
|
Допуск на обработку при номинальном |
диамет- |
|||||||
Метод обработки |
Ra, мкм |
КТ |
|
|
|
ре, мм |
|
|
|
||
|
КТ |
|
18-30 |
30-50 |
50-80 |
80-120 |
120- |
180-250 |
250- |
315- |
|
|
|
|
180 |
315 |
400 |
||||||
|
|
|
Обтачивание |
|
|
|
|
|
|||
Черновое |
50-25 |
14 |
0,52 |
0,62 |
0,74 |
0,87 |
1,00 |
1,15 |
1,30 |
1,40 |
|
|
12 |
0,21 |
0,23 |
0,30 |
0,35 |
0,40 |
0,46 |
0,52 |
0,57 |
||
|
|
||||||||||
Получистовое или |
12,5-3,2 |
12 |
0,21 |
0,23 |
0,30 |
0,35 |
0,40 |
0,46 |
0,52 |
0,57 |
|
однократное |
11 |
0,13 |
0,16 |
0,19 |
0,22 |
0,25 |
0,29 |
0,32 |
0,36 |
||
|
|||||||||||
Чистовое |
6,3-1,6 |
10 |
0,084 |
0,10 |
0,12 |
0,14 |
0,16 |
0,19 |
0,21 |
0,23 |
|
|
|
9 |
0,052 |
0,062 |
0,047 |
0,087 |
0,10 |
0,12 |
0,13 |
0,14 |
|
|
|
|
Шлифование |
|
|
|
|
|
|||
Обдирочное |
1,6-0,8 |
8 |
0,033 |
0,039 |
0,046 |
0,054 |
0,063 |
0,072 |
0,081 |
0,089 |
|
Чистовое |
0,8-0,4 |
7 |
0,021 |
0,025 |
0,030 |
0,035 |
0,040 |
0,046 |
0,052 |
0,057 |
|
Тонкое |
0,4-0,1 |
6 |
0,013 |
0,016 |
0,019 |
0,022 |
0,029 |
0,032 |
0,036 |
0,040 |
|
Притирка |
0,6-0,2 |
5 |
0,009 |
0,011 |
0,013 |
0,015 |
0,018 |
0,020 |
0,023 |
0,025 |
|
Суперфиниширование |
0,4-0,2 |
- |
0,006 |
0,007 |
0,008 |
0,010 |
0,012 |
0,014 |
0,016 |
0,018 |
|
Примечание. Допуски даны для стальных деталей. Для деталей из чугуна и цветных металлов допуски принимать на один квалитет точнее.
176

Таблица 67 Квалитет точности КТ и шероховатость поверхности Ra
при обработке плоскостей [4, с. 137]
|
|
|
Допуски на размер обработки до базовой поверх- |
||||||||
Метод |
Ra, |
КТ |
|
|
|
ности, мм |
|
|
|
||
обработки |
мкм |
|
До |
80- |
180- |
250- |
До |
80- |
180- |
250- |
|
|
|
|
80 |
180 |
250 |
500 |
80 |
180 |
250 |
500 |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
|
Фрезерование и |
|
|
При размере обрабатываемой поверхности, мм |
||||||||
строгание: |
|
|
|
До 160Х160 |
|
|
Св. 400Х400 |
|
|||
черновое |
12,5-6,3 |
11 |
- |
- |
- |
- |
0,220 |
0,250 |
0,320 |
0,360 |
|
10 |
0,120 |
0,160 |
0,185 |
0,250 |
0,120 |
0,180 |
0,210 |
0,250 |
|||
|
|
||||||||||
чистовое |
3,2-1,6 |
8 |
0,046 |
0,063 |
0,072 |
0,097 |
0,046 |
0,063 |
0,072 |
0,097 |
|
7 |
0,030 |
0,040 |
0,046 |
0,063 |
- |
- |
- |
- |
|||
|
|
||||||||||
Торцовое точе- |
|
14 |
- |
- |
- |
- |
740 |
1000 |
1150 |
1550 |
|
ние и подрезка: |
|
|
|
|
|
|
|
|
|
|
|
40-20 |
12 |
400 |
530 |
600 |
760 |
- |
- |
- |
- |
||
черновое |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
|
11 |
200 |
260 |
300 |
380 |
- |
- |
- |
- |
||
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
- |
- |
- |
- |
400 |
530 |
600 |
760 |
|
Чистовое или |
20-2,5 |
11 |
- |
- |
- |
- |
200 |
260 |
300 |
380 |
|
однократное |
10 |
120 |
160 |
185 |
250 |
- |
- |
- |
- |
||
|
|||||||||||
|
|
9-8 |
60 |
80 |
90 |
120 |
- |
- |
- |
- |
|
|
|
10 |
- |
- |
- |
- |
120 |
160 |
185 |
250 |
|
Тонкое |
2,5-0,63 |
9-8 |
- |
- |
- |
- |
60 |
80 |
90 |
120 |
|
|
|
7 |
25 |
40 |
47 |
62 |
- |
- |
- |
- |
|
Протягивание |
|
10 |
- |
- |
- |
- |
120 |
160 |
185 |
250 |
|
5-1,25 |
9-8 |
60 |
80 |
90 |
120 |
60 |
80 |
90 |
120 |
||
однократное |
|||||||||||
|
7 |
25 |
40 |
47 |
62 |
- |
- |
- |
- |
||
|
|
||||||||||
Шлифование: |
3,2 |
10 |
0,120 |
0,160 |
0,185 |
0,250 |
0,120 |
0,160 |
0,185 |
0,250 |
|
обдирочное |
8 |
0,046 |
0,063 |
0,072 |
0,097 |
0,046 |
0,063 |
0,072 |
0,097 |
||
|
|||||||||||
чистовое |
1,6-0,8 |
7 |
0,030 |
0,040 |
0,046 |
0,063 |
0,030 |
0,040 |
0,046 |
0,063 |
|
Притирка, тон- |
0,63-0,16 |
5 |
13 |
18 |
20 |
25 |
13 |
18 |
20 |
25 |
|
кое шабрение |
|||||||||||
|
|
|
|
|
|
|
|
|
|
||
Примечание. При назначении допусков использовать примечание к табл. 66
177

Таблица 68 Квалитет точности КТ и шероховатость поверхности Ra при обра-
ботке отверстий [4, с. 135-136]
|
|
|
Допуск на обработку при номинальном |
|||||||
Метод обработки |
Ra, мкм |
КТ |
|
|
диаметре, мм |
|
|
|||
6-10 |
10-18 |
18-3030-5050-80 |
80- |
120- |
||||||
|
|
|
||||||||
|
|
|
120 |
180 |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
Сверление, |
12,5-3,2 |
12 |
0,15 |
0,18 |
0,21 |
0,25 |
0,30 |
0,35 |
- |
|
рассверливание |
11 |
0,09 |
0,11 |
0,13 |
0,16 |
0,19 |
0,22 |
- |
||
Зенкерование: |
12,5-6,3 |
12 |
0,18 |
0,21 |
0,25 |
0,30 |
0,35 |
0,40 |
- |
|
черновое |
||||||||||
|
|
|
|
|
|
|
|
|
||
однократное |
6,3-3,2 |
11 |
0,11 |
0,13 |
0,16 |
0,19 |
0,22 |
0,25 |
- |
|
чистовое |
10 |
0,07 |
0,08 |
0,10 |
0,12 |
0,14 |
0,16 |
- |
||
Развертывание: |
1,6 |
11 |
0,09 |
0,11 |
0,13 |
0,16 |
0,19 |
0,22 |
- |
|
нормальное |
10 |
0,06 |
0,07 |
0,08 |
0,10 |
0,12 |
0,14 |
- |
||
|
||||||||||
точное |
0,8 |
8 |
0,022 |
0,027 |
0,033 |
0,039 |
0,040 |
0,054 |
- |
|
7 |
0,015 |
0,018 |
0,021 |
0,025 |
0,030 |
0,035 |
- |
|||
|
|
|||||||||
тонкое |
0,4 |
6 |
0,009 |
0,011 |
0,013 |
0,016 |
0,019 |
0,022 |
- |
|
5 |
0,006 |
0,008 |
0,009 |
0,011 |
0,013 |
0,015 |
- |
|||
|
|
|||||||||
Протягивание: |
1,6 |
11 |
- |
- |
0,130 |
0,160 |
0,190 |
0,220 |
- |
|
черновое |
10 |
- |
- |
0,084 |
0,100 |
0,120 |
0,140 |
- |
||
|
||||||||||
|
|
8 |
- |
- |
0,033 |
0,039 |
0,046 |
0,054 |
- |
|
чистовое |
0,8-0,4 |
7 |
- |
- |
0,021 |
0,025 |
0,030 |
0,035 |
- |
|
|
|
6 |
- |
- |
0,013 |
0,016 |
0,019 |
0,022 |
- |
|
Растачивание: |
12,5-6,3 |
12 |
- |
- |
0,210 |
0,250 |
0,300 |
0,350 |
0,400 |
|
черновое |
11 |
- |
- |
0,130 |
0,160 |
0,190 |
0,220 |
0,290 |
||
чистовое |
3,2-1,6 |
10 |
- |
- |
0,084 |
0,100 |
0,120 |
0,140 |
0,160 |
|
|
8 |
- |
- |
0,033 |
0,039 |
0,046 |
0,054 |
0,063 |
||
|
|
|||||||||
тонкое алмазное |
|
7 |
- |
- |
0,021 |
0,025 |
0,030 |
0,035 |
0,046 |
|
|
0,8-0,2 |
6 |
- |
- |
0,013 |
0,016 |
0,019 |
0,022 |
0,025 |
|
|
|
5 |
- |
- |
0,009 |
0,011 |
0,013 |
0,015 |
0,018 |
|
Шлифование: |
|
|
|
|
|
|
|
|
|
|
предварительное |
1,6 |
8 |
- |
0,027 |
0,033 |
0,039 |
0,046 |
0,054 |
0,063 |
|
чистовое |
0,8-0,4 |
7 |
- |
0,018 |
0,021 |
0,025 |
0,030 |
0,035 |
0,040 |
|
|
6 |
|
0,011 |
0,013 |
0,016 |
0,019 |
0,022 |
0,025 |
||
|
|
|
||||||||
178

Окончание табл. 68
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
тонкое |
0,4-0,1 |
5 |
- |
0,008 |
0,009 |
0,011 |
0,013 |
0,015 |
0,018 |
|
Притирка, хонингова- |
0,4- |
5 |
- |
0,008 |
0,009 |
0,011 |
0,013 |
0,015 |
0,018 |
|
ние |
0,025 |
|||||||||
|
|
|
|
|
|
|
|
|||
Раскатывание |
|
8 |
- |
- |
0,033 |
0,039 |
0,046 |
0,054 |
0,063 |
|
Калибровка |
0,4-0,05 |
7 |
- |
- |
0,021 |
0,025 |
0,030 |
0,035 |
0,040 |
|
Алмазное выглажива- |
5 |
- |
- |
0,009 |
0,011 |
0,013 |
0,015 |
0,018 |
||
|
||||||||||
ние |
|
|||||||||
|
|
|
|
|
|
|
|
|
Примечание: При назначении допусков использовать примечание к табл. 66.
Таблица 69 Рекомендуемый набор инструментов для обработки отверстий
[3, c. 10-13]
Номи- |
Квали- |
|
|
||
нальный |
тет |
|
Набор инструментов, позиция в таблице и |
||
диаметр |
точно- |
Заготовка |
квалитет точности последнего, форми- |
||
отверстия, |
сти от- |
|
рующего поверхность, инструмента |
||
мм |
верстия |
|
|
||
1 |
|
2 |
3 |
4 |
|
1,5 |
11 |
Н7 |
|
1-св. (поз. 1); 2-черн. разв. (поз. 2); 3- |
|
|
чист. разв. Н7 (поз.3) |
||||
|
|
|
В сп. ма- |
||
1,5 |
11 |
Н8-9 |
1-св. (поз. 1); 2-разв. Н9 (поз. 3) |
||
тер. |
|||||
1,5 |
11 |
Н11 |
1-св. (поз. 1); 2-разв. Н11 (поз. 3) |
||
|
|||||
1,5 |
11 |
Н12 |
|
1-св. Н12(поз.з) |
|
12 |
28 |
Н7 |
|
1-перв. св. (поз. 4); 2-п/ч зенк. (поз. 6); |
|
|
чист. разв. Н7 (поз. 7) |
||||
|
|
|
|
||
12 |
28 |
Н8-9 |
В сп. ма- |
1-перв. св. (поз. 4); 2-п/ч зенк. (поз. 5); 3- |
|
разв. Н9 (поз. 7) |
|||||
|
|
|
тер. |
||
12 |
28 |
Н11 |
1-перв. св. (поз. 4); 2-п/ч зенк. или разв. |
||
|
|||||
|
Н11 (поз. 7) |
||||
|
|
|
|
||
12 |
28 |
Н12 |
|
1-перв. св. Н12 (поз. 7) |
|
|
|
|
|
1-черн. зенк. (поз. 8); 2-п/ч зенк. (поз. 9); |
|
12 |
28 |
Н7 |
|
3-черн. разв. (поз. 10); 4-чист. разв. Н7 |
|
|
|
|
В лит. или |
(поз. 11) |
|
|
|
|
1-черн. зенк. (поз. 8); 2-п/ч зенк. (поз. 9); |
||
12 |
28 |
Н8-9 |
г/ш матер. |
||
3-разв. Н9 (поз. 11) |
|||||
|
|
|
|
||
12 |
28 |
Н11 |
|
1-черн. зенк. (поз. 8); 2-п/ч зенк. Н11 (поз. |
|
|
11) |
||||
|
|
|
|
||
179