

Учебное пособие 800655
.pdfТаблица 38 Размеры и допускаемые отклонения, мм. Сталь
горячекатаная, круглая обычной точности /В/ [4, с. 43].
|
Допускаемые |
|
|
Диаметр |
отклонения |
Допуск |
|
|
+ |
- |
|
5; 5,5; 6; от 7 до 19 через 1 мм |
0,3 |
0,5 |
0,80 |
20; 21; 22; 23; 24; 25 |
0,4 |
0,5 |
0,90 |
от 26 до 40 через 1 мм; 42; 44; 48 |
0,4 |
0,75 |
1,15 |
50; 52; 54; 55; 56; 58 |
0,4 |
1,0 |
1,40 |
60; 62; 65; 68; 70; 72; 75; 78 |
0,5 |
1,1 |
1,60 |
80; 85; 90; 95 |
0,5 |
1,3 |
1,80 |
100; 110; 115 |
0,6 |
1,7 |
2,30 |
120; 125; 130; 140; 150 |
0,8 |
2,0 |
2,80 |
Таблица 39 Припуски на механическую обработку чугунных отливок, мм
[4, с. 152-153]
Наибольший |
1 класс точности |
2 класс точности |
3 класс |
|||||||||
точности |
||||||||||||
габаритный |
|
|
|
|
|
|
|
|
||||
|
|
Номинальный размер, мм |
|
|
||||||||
размер дета- |
|
|
|
|
||||||||
До |
50- |
120- |
260- |
До |
50- |
120- |
260- |
120- |
260- |
500- |
||
ли, мм |
50 |
120 |
260 |
500 |
50 |
120 |
260 |
500 |
260 |
500 |
800 |
|
|
||||||||||||
До 120 |
2,5 |
2,5 |
- |
- |
3,5 |
4,0 |
- |
- |
4,5 |
- |
- |
|
2,0 |
2,0 |
- |
- |
2,5 |
3,0 |
- |
- |
3,5 |
- |
- |
||
|
||||||||||||
121-260 |
2,5 |
3,0 |
3,0 |
- |
4,0 |
4,5 |
5,0 |
- |
5,0 |
5,5 |
- |
|
2,0 |
2,5 |
2,5 |
- |
3,0 |
3,5 |
4,0 |
- |
4,0 |
4,5 |
- |
||
|
||||||||||||
261-500 |
3,5 |
3,5 |
4,0 |
4,5 |
4,5 |
5,0 |
6,0 |
6,5 |
6,0 |
7,0 |
7,0 |
|
2,5 |
3,0 |
3,5 |
3,5 |
3,5 |
4,0 |
4,5 |
5,0 |
4,5 |
5,0 |
6,0 |
||
|
||||||||||||
501-800 |
4,5 |
4,5 |
5,0 |
5,5 |
5,0 |
6,0 |
6,5 |
7,0 |
7,0 |
7,0 |
8,0 |
|
3,5 |
3,5 |
4,0 |
4,5 |
4,0 |
4,5 |
4,5 |
5,0 |
5,0 |
5,0 |
6,0 |
||
|
||||||||||||
800-1250 |
5,0 |
5,0 |
6,0 |
6,5 |
6,0 |
7,0 |
7,0 |
7,5 |
7,0 |
8,0 |
8,0 |
|
3,5 |
4,0 |
4,5 |
4,5 |
4,0 |
5,0 |
5,5 |
5,5 |
5,5 |
6,0 |
7,0 |
||
|
||||||||||||
150
Значения припусков в числителе указаны для поверхности, расположенной при заливке сверху, в знаменателе - для поверхности, расположенной при заливке снизу или сбоку.
Таблица 40 Припуски на механическую обработку стальных отливок, мм
[4, с. 154]
Наибольший |
1 класс |
2 класс |
3 класс |
|||||||
точности |
точности |
точности |
||||||||
габаритный |
||||||||||
|
|
Номинальный размер, мм |
|
|
||||||
размер детали, |
|
|
|
|
||||||
До |
121- |
261- |
До |
121- |
261- |
До |
121- |
261- |
||
мм |
120 |
260 |
500 |
120 |
260 |
500 |
120 |
260 |
500 |
|
|
||||||||||
До 120 |
3,5 |
- |
- |
4,0 |
- |
- |
5,0 |
- |
- |
|
3,0 |
- |
- |
4,0 |
- |
- |
4,0 |
- |
- |
||
|
||||||||||
121-260 |
4,0 |
5,0 |
- |
5,0 |
6,0 |
- |
5,0 |
6,0 |
- |
|
3,0 |
3,5 |
- |
4,0 |
4,0 |
- |
4,0 |
5,0 |
- |
||
|
||||||||||
261-500 |
5,0 |
5,0 |
6,0 |
6,0 |
7,0 |
7,0 |
6,0 |
8,0 |
9,0 |
|
3,0 |
4,0 |
4,0 |
5,0 |
5,0 |
6,0 |
5,0 |
6,0 |
6,0 |
||
|
||||||||||
501-800 |
5,0 |
6,0 |
7,0 |
7,0 |
8,0 |
9,0 |
7,0 |
8,0 |
10,0 |
|
4,0 |
4,5 |
5,0 |
5,0 |
6,0 |
6,0 |
5,0 |
6,0 |
7,0 |
||
|
||||||||||
800-1250 |
7,0 |
7,0 |
8,0 |
8,0 |
9,0 |
10,0 |
9,0 |
10,0 |
11,0 |
|
5,0 |
5,0 |
6,0 |
6,0 |
7,0 |
7,0 |
6,0 |
7,0 |
8,0 |
||
|
||||||||||
Значения припусков в числителе указаны для поверхности, расположенной при заливке сверху, в знаменателе - для поверхности, расположенной при заливке снизу или сбоку.
151

Таблица 41 Допускаемые отклонения ( ) на размеры чугунных и стальных
отливок [3, с. 105]
Наи- |
|
Номинальный размер, мм |
|
||||
больший |
|
|
|
|
|
|
|
габарит- |
|
|
|
|
|
|
|
ный |
До 50 |
50-120 |
120-260 |
260-500 |
500-800 |
800-1250 |
|
размер |
|||||||
|
|
|
|
|
|
||
отливки, |
|
|
|
|
|
|
|
мм |
|
|
|
|
|
|
|
|
1 класс точности (массовое производство) |
|
|||||
До 120 |
0,2 |
0,30 |
- |
- |
- |
- |
|
120-260 |
0,3 |
0,4 |
0,6 |
- |
- |
- |
|
260-500 |
0,4 |
0,6 |
0,8 |
1,0 |
- |
- |
|
500-1250 |
0,6 |
0,8 |
1,0 |
1,2 |
1,4 |
1,6 |
|
|
2 класс точности (серийное производство) |
|
|||||
До 260 |
0,5 |
0,8 |
1,0 |
- |
- |
- |
|
260-500 |
0,8 |
1,0 |
1,2 |
1,5 |
- |
- |
|
500-1250 |
1,0 |
1,2 |
1,5 |
2,0 |
2,5 |
3,0 |
|
|
3 класс точности (единичное производство) |
|
|||||
До 500 |
1,0 |
1,5 |
2,0 |
2,5 |
- |
- |
|
500-1250 |
1,2 |
1,8 |
2,2 |
3,0 |
4,0 |
5,0 |
|
152
Таблица 42 Припуски на механическую обработку валов
(наружные поверхности вращения) [3, с. 185-187]. Размеры в мм.
Номи- |
|
Припуск на диаметр при длине вала |
||||||
наль- |
Способ обработ- |
|
|
|
|
|
|
|
ный |
До |
120- |
260- |
500- |
800- |
1250- |
||
ки поверхности |
||||||||
диа- |
120 |
260 |
500 |
800 |
1250 |
2000 |
||
|
||||||||
метр |
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
Точение штампованных заготовок |
|
|
|||||
|
Черновое |
1,5 |
1,9 |
— |
— |
— |
— |
|
|
и однократное |
1,4 |
— |
— |
— |
— |
— |
|
До 18 |
Чистовое |
0,25 |
0,30 |
— |
— |
— |
— |
|
0,25 |
— |
— |
— |
— |
— |
|||
|
|
|||||||
|
Тонкое |
0,14 |
0,15 |
— |
— |
— |
— |
|
|
0,14 |
— |
— |
— |
— |
— |
||
|
|
|||||||
|
Черновое |
1,6 |
2,0 |
2,3 |
— |
— |
— |
|
|
и однократное |
1,5 |
1,8 |
— |
— |
— |
— |
|
18 - 30 |
Чистовое |
0,25 |
0,30 |
0,30 |
— |
— |
— |
|
0,25 |
0,25 |
— |
— |
— |
— |
|||
|
|
|||||||
|
Тонкое |
0,14 |
0,15 |
0,16 |
— |
— |
— |
|
|
0,14 |
0,14 |
— |
— |
— |
— |
||
|
|
|||||||
|
Черновое |
1,8 |
2,3 |
3,0 |
3,5 |
— |
— |
|
|
и однократное |
1,7 |
2,0 |
2,7 |
— |
— |
— |
|
30 - 50 |
Чистовое |
0,30 |
0,30 |
0,30 |
0,35 |
— |
— |
|
0,25 |
0,30 |
0,30 |
— |
— |
— |
|||
|
|
|||||||
|
Тонкое |
0,15 |
0,16 |
0,19 |
0,21 |
— |
— |
|
|
0,15 |
0,15 |
0,17 |
— |
— |
— |
||
|
|
|||||||
153
Продолжение табл. 42
1 |
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|||
|
|
Черновое |
2,2 |
2,9 |
3,4 |
4,2 |
5,0 |
— |
|||
|
|
и однократное |
2,0 |
2,6 |
2,9 |
3,6 |
— |
— |
|||
50 - 80 |
|
Чистовое |
0,30 |
0,30 |
0,35 |
0,40 |
0,45 |
— |
|||
|
0,30 |
0,30 |
0,30 |
0,35 |
— |
— |
|||||
|
|
|
|||||||||
|
|
Тонкое |
0,16 |
0,18 |
0,20 |
0,22 |
0,26 |
— |
|||
|
|
0,16 |
0,17 |
0,18 |
0,20 |
— |
— |
||||
|
|
|
|||||||||
|
|
Черновое |
2,6 |
3,3 |
4,3 |
5,2 |
6,3 |
8,2 |
|||
|
|
и однократное |
2,3 |
3,0 |
3,8 |
4,5 |
5,2 |
— |
|||
80-120 |
|
Чистовое |
0,30 |
0,30 |
0,40 |
0,45 |
0,50 |
0,60 |
|||
|
0,30 |
0,30 |
0,35 |
0,40 |
0,45 |
— |
|||||
|
|
|
|||||||||
|
|
Тонкое |
0,17 |
0,19 |
0,23 |
0,26 |
0,30 |
0,38 |
|||
|
|
0,17 |
0,18 |
0,21 |
0,24 |
0,26 |
— |
||||
|
|
|
|||||||||
|
|
Черновое |
3,2 |
4,6 |
5,0 |
6,2 |
7,5 |
— |
|||
|
|
и однократное |
2,8 |
4,2 |
4,5 |
5,6 |
6,7 |
— |
|||
120-180 |
Чистовое |
0,35 |
0,40 |
0,45 |
0,50 |
0,60 |
— |
||||
0,30 |
0,30 |
0,40 |
0,45 |
0,55 |
— |
||||||
|
|
|
|||||||||
|
|
Тонкое |
0,20 |
0,24 |
0,25 |
0,30 |
0,35 |
— |
|||
|
|
0,20 |
0,22 |
0,23 |
0,27 |
0,32 |
— |
||||
|
|
|
|||||||||
|
|
Шлифование заготовок |
|
|
|
||||||
|
|
Предварительное |
|
|
|
|
|
|
|
|
|
|
|
после термообра- |
0,30 |
|
0,60 |
|
— |
— |
— |
— |
|
|
|
ботки |
|
|
|
|
|
|
|
|
|
|
|
Предварительное |
|
|
|
|
|
|
|
|
|
До 30 |
после чистового |
0,10 |
|
0,10 |
|
— |
— |
— |
— |
||
|
|
точения |
|
|
|
|
|
|
|
|
|
|
|
Чистовое после |
|
|
|
|
|
|
|
|
|
|
предварительного |
0,06 |
|
0,06 |
|
— |
— |
— |
— |
||
|
|
шлифования |
|
|
|
|
|
|
|
|
|
154
Продолжение табл. 42
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Предварительное |
|
|
|
|
|
|
|
после термооб- |
0,25 |
0,50 |
0,85 |
— |
— |
— |
|
работки |
|
|
|
|
|
|
|
Предварительное |
|
|
|
|
|
|
30-50 |
после чистового |
0,10 |
0,10 |
0,10 |
— |
— |
— |
точения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое после |
|
|
|
|
|
|
|
предвари- |
0,06 |
0,06 |
0,06 |
— |
— |
— |
|
тельного шлифо- |
||||||
|
вания |
|
|
|
|
|
|
|
Предварительное |
|
|
|
|
|
|
|
после термооб- |
0,25 |
0,40 |
0,75 |
1,20 |
— |
— |
|
работки |
|
|
|
|
|
|
|
Предварительное |
|
|
|
|
|
|
50-80 |
после чистового |
0,10 |
0,10 |
0,10 |
0,10 |
— |
— |
точения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое после |
|
|
|
|
|
|
|
предвари- |
0,06 |
0,06 |
0,06 |
0,06 |
— |
— |
|
тельного шлифо- |
||||||
|
вания |
|
|
|
|
|
|
|
Предварительное |
|
|
|
|
|
|
|
после термооб- |
0,20 |
0,35 |
0,65 |
1,00 |
1,55 |
— |
|
работки |
|
|
|
|
|
|
|
Предварительное |
|
|
|
|
|
|
80-120 |
после чистового |
0,10 |
0,10 |
0,10 |
0,10 |
0,10 |
— |
точения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое после |
|
|
|
|
|
|
|
предвари- |
0,06 |
0,06 |
0,06 |
0,06 |
0,06 |
— |
|
тельного шлифо- |
||||||
|
вания |
|
|
|
|
|
|
155

Окончание табл. 42
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
Предварительное |
|
|
|
|
|
|
|
после термооб- |
0,17 |
0,30 |
0,55 |
0,85 |
1,30 |
2,10 |
|
работки |
|
|
|
|
|
|
|
Предварительное |
|
|
|
|
|
|
120-180 |
после чистового |
0,10 |
0,10 |
0,10 |
0,10 |
0,10 |
0,10 |
точения |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чистовое после |
|
|
|
|
|
|
|
предвари- |
0,06 |
0,06 |
0,06 |
0,06 |
0,06 |
0,06 |
|
тельного шлифо- |
||||||
|
вания |
|
|
|
|
|
|
Примечания: 1. Припуски при точении в числителе указаны при установке заготовки в центрах, в знаменателе — в патроне. 2. Если величина припуска при шлифовании не может быть снята за один проход, то 70 % его удаляют на первом и 30 % на втором проходах. 3. Величины припусков на обработку конических поверхностей принимать те же, что и на обработку цилиндрических поверхностей, устанавливая их по наибольшему диаметру.
|
|
|
|
|
|
Таблица 43 |
||
Припуски на обработку торцов [1, с. 189]. Размеры в мм |
||||||||
|
|
Чистовая подрезка после |
Шлифование после |
|||||
Длина |
|
черновой |
|
черновой подрезки |
||||
Припуски при наибольшем размере торца |
||||||||
детали |
||||||||
до 30 |
св. 30 до |
св. 120 |
до 120 |
|
св. 120 |
|||
|
|
|
||||||
|
|
120 |
до 260 |
|
до 260 |
|||
|
|
|
|
|
||||
До 10 |
0,5 |
0,6 |
1,0 |
0,2 |
|
0,3 |
||
10 |
- 18 |
0,5 |
0,7 |
1,0 |
0,2 |
|
0,3 |
|
18 |
- 50 |
0,6 |
1,0 |
1,2 |
0,2 |
|
0,3 |
|
50 |
- 80 |
0,7 |
1,0 |
1,3 |
0,3 |
|
0,4 |
|
80 - 120 |
1,0 |
1,0 |
1,3 |
0,3 |
|
0,5 |
||
120 |
- 260 |
1,0 |
1,3 |
1,5 |
0,3 |
|
0,5 |
|
156

Таблица 43
Варианты заданий
Расчет припусков производится согласно номера варианта на поверхность детали, имеющую обозначение шероховатости обработанной поверхности и размер с допуском.
Рис. 12. Вал |
|
Рис. 13. Обойма |
|
Рис. 14. Диск |
|
|
|
|
|
Рис. 16. Плита
Рис. 15. Корпус
157
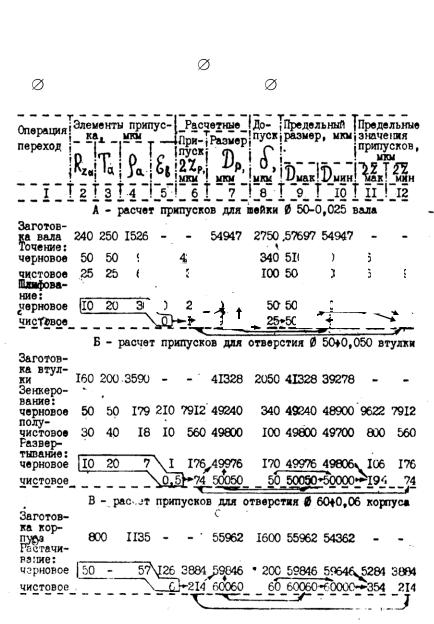
Таблица 44 Припуски и предельные размеры по технологическим операциям и переходам на обработку цилиндрических поверхно-
стей деталей: А - шейки 50-0,025 вала, Б - отверстия 50+0,050 втулки, В - отверстия 60+0,060 корпуса
2712 |
|
57389 |
|
5450 |
|
62839 |
|
57389 |
|
|
|
|
|
|
|
|
|
163 |
6404 |
50985 |
51325 |
50985 |
11514 6404 |
|
108 |
526 |
50459 |
50559 |
50459 |
766 |
526 |
54 |
316 |
50143 |
50193 50143 |
366 |
316 |
|
|
168 |
49975 |
50000 |
49975 |
193 |
168 |
158
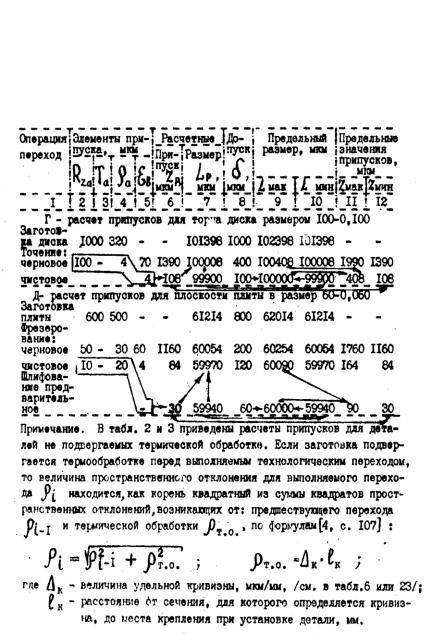
Таблица 45 Припуски и предельные размеры по технологическим операциям и переходам на обработку плоских поверхностей дета-
лей: Г - торца диска до размера 100-0,100 мм, Д - плоскости плиты до размера 60-0,060 мм.
159