

1.5. Обеспечение качества в процессе жизненного цикла изделий
На рис. 1.2 приведена блочная схема жизненного цикла типового изделия [1].
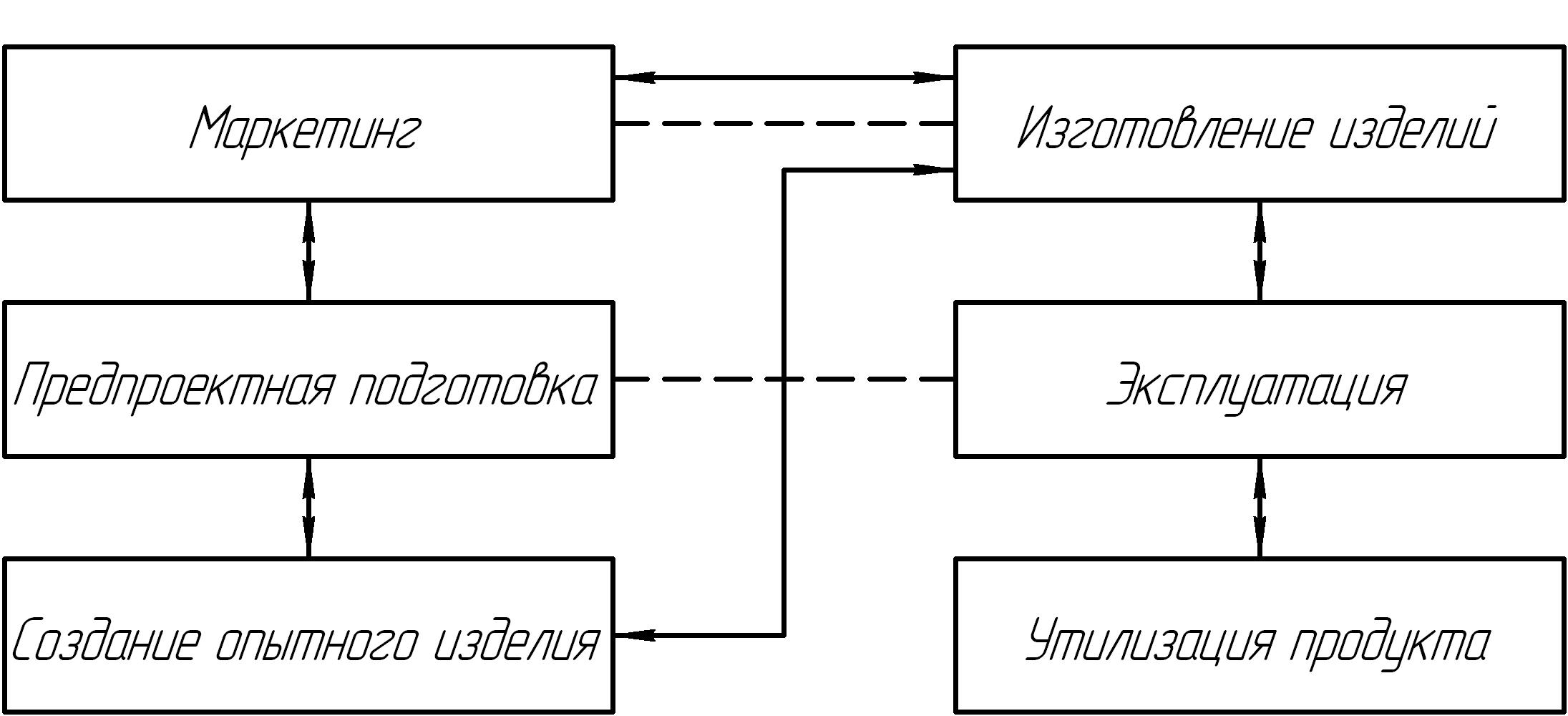
Рис. 1.2. Основные этапы жизненного цикла изделия
Этап маркетинга. Как известно, маркетинговые исследования требуют большой подготовительной работы и являются инструментом управления качеством изделий. Здесь должны учитываться не только технические характеристики и экономические показатели, но и организационные связи, преемственность продукции, стабильность заказов, возможность сопровождения изделий в эксплуатации, экологическая безопасность, возможность повторного использования и др.
На стадии маркетинга требуется участие квалифицированных экспертов, наличие достоверных методик экспертных исследований, объективный анализ собственного технического, финансового и организационного потенциала.
В результате маркетинговых исследований создается бизнес-план, включающий ожидаемую динамику поставок, финансирование проекта, состав основных исполнителей, укрупненные требования к обеспечению производства изделий (технологическое, организационное оснащение, штаты, соисполнители и др.), согласование принципиальных вопросов с заказчиком (способ доставки изделий, техническое сопровождение и др.).
Этап предпроектной подготовки. Объем и содержание предпроектной подготовки зависит от структуры предприятия, которое может быть ориентированно на изготовление изделий или проектирование, создание опытного образца и серийный выпуск продукции.
Проектное задание включает контрольные цифры о динамике поставок изделий после освоения его серийного выпуска. Такая информация формируется в процессе маркетинговых исследований. Решающее значение имеет уровень качества, заложенный в проектном задании, защищенность ожидаемых показателей охранными документами.
Качество изделий зависит от показателей продукции, поставляемой со стороны. К ней относится исходное сырье, материалы, средства технологического оснащения, заказываемые или приобретаемые на стороне.
Поддерживать достигнутый уровень качества созданного изделия возможно, если техническое обслуживание отвечает заданным требованиям. Особенно это относится к политике комплектования штатов исполнителей.
Этап создания опытного образца. Этапом жизненного цикла является проектирование изделия, изготовление опытного образца, доводка объекта до серийного уровня и обеспечение показателей качества, заложенных в техническом задании. При проектировании изделия выполняется реализация технических показателей, утвержденных в техническом задании.
Начало проектирования включает принципиальный подход к получению изделия требуемого качества, выбор варианта изделия, его принципиальной схемы, оценку возможности его изготовления в форме опытного образца, в серийном производстве. Результатом начальной стадии проектирования является эскизный проект изделия. На этом этапе должны анализироваться возможности серийного изготовления изделия, затраты в производстве, при эксплуатации и утилизации продукта.
В зависимости от состояния технической базы назначается объема и структура испытаний. Объем испытаний зависит от преемственности конструкции. После проведения конкретных испытаний проводится анализ результатов, намечаются пути повышения качества изделия, при необходимости корректируется техническое задание и создается основа корректировки технического проекта.
Качество изделия закладывается в технический проект путем оптимизации выбора комплектующих, материалов от поставщиков. После выполнения работ по увязке составляющих можно получить общие показатели качества изделия (обеспечение требуемых характеристик, ресурса, удобства эксплуатации и др.).
Качество создаваемого объекта контролируется в процессе отработки технологичности, которая выполняется для всего проекта в целом (при высоком уровне преемственности конструкции) или по ходу проектирования основных узлов.
Этап изготовления изделий. Обычно запуск разделяют на этапы, где в начале оснащают производство средствами технологического оснащения, достаточными для изготовления единичных изделий, далее осваивают средства автоматизации и другие виды оснащения, переходят на серийное производство продукции с минимальной доработкой конструкции, что дает возможность планомерно снижать себестоимость и наращивать прибыль при сохранении качества изделия.
При этом необходимо систематически повышать качество изделий (создание подразделений по управлению качеством, финансирование работ и др.), улучшать технологическую базу. Технологические процессы у изготовителя должны обеспечивать заложенные в конструкции показатели качества, а при реконструкции производства стимулировать рост качественных показателей технологическими методами.
При передаче изделия заказчику проводится контроль параметров, интересующих потребителя, и доставки ему объекта без нарушения показателей качества (при упаковке, хранении, транспортировке). Уровень качества документально подтверждается юридически (акты приемки, протоколы входного контроля и др.).
Этап эксплуатации. При управлении качеством устанавливаются деловые связи между эксплуатационником, изготовителем, разработчиком, а через изготовителя – с внешним поставщиком. Это создает базу для разработки планов повышения качества новых изделий. Одним из факторов управления является создание системы связи для передачи информации с соблюдением режимности.
В ряде случаев потребитель имеет возможность разработать пути использования изделий после выработки ресурса (при невозможности его продления). Это целесообразно делать для дорогостоящих изделий, способных выполнять новые функции (как правило, при меньших нагрузках).
Этап утилизации продукта. В ряде случаев требуется утилизация изделия или его элементов с соблюдением норм экологии, условий разборки или разделения, экономического обоснования средств и места утилизации продукции.
В зависимости от места расположения изделия утилизацию можно выполнять у потребителя. Иногда целесообразна ликвидация изделия на месте. Выбор способа утилизации обосновывается экономически с учетом последствий для окружающей среды.
Одним из путей вторичного применения изделий является создание тренажеров, макетов, наглядных пособий и др.
Обоснованный подход к управлению качеством на этапах жизненного цикла изделия позволяет повысить уровень востребованности продукции, прибыль, снизить негативные воздействия на природу и человека.
2. ОБЕСПЕЧЕНИЕ ЗАДАННЫХ СВОЙСТВ
МАШИНОСТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
2.1. Обеспечение качества стали и чугуна
2.1.1. Стали
Качество стали определяется технологией ее выплавки, дополнительной внепечной обработкой жидкой стали и переплавом слитков, а также содержанием вредных примесей, однородностью химического состава и структуры [4]. Вредными примесями являются, прежде всего, сера, фосфор, мышьяк, кислород, азот и водород.
Углеродистые стали общего назначения производятся в виде разнообразной горячекатаной продукции (листов, балок, прутков, труб, швеллеров и др.), а также в виде кованых и литых заготовок. Как наиболее дешевые эти стали выплавляются по нормам массовой технологии, и в них допускается наиболее высокое содержание вредных примесей. Однако необходимо иметь в виду, что неметаллические включения (оксиды, сульфиды и нитриды) оказываются опасными концентраторами напряжений и при знакопеременных нагрузках деталей уменьшают сопротивление усталости.
Высококачественные и качественные стали выпускаются только спокойными, а углеродистые стали с содержанием до 0,25 % углерода выплавляются спокойными, полуспокойными и кипящими (выделение пузырей СО создает впечатление кипения стали). В обозначениях марок стали добавляются соответственно буквы СП, ПС и КП. Кипящие стали дешевле спокойных, они являются более пластичными.
Стали повышенной обрабатываемости резанием по легкости обработки превосходят обычные углеродистые стали. Это свойство обеспечивается металлургическим средствами, а именно добавками небольших количеств элементов, которые сами или благодаря образованию соединений, уменьшают трение между стружкой и инструментом в зоне резания и, кроме того, уменьшают пластичность металла так, что стружка становится сыпучей и легко отделяется. Для улучшения обрабатываемости резанием в сталях, прежде всего, увеличивают содержание серы, а также дополнительно вводят селен, фосфор, свинец, кальций, теллур (автоматные стали А11, А12, А20, А30 и др.).
Для повышения качества стали применяют внепечную обработку жидкого металла, микролегирование и преплав слитков. Наиболее экономичны микролегирование и внепечная обработка. Переплав увеличивает стоимость стали на 40-50 %, его применяют при изготовлении наиболее ответственных и тяжело-нагруженных деталей массой до 50 т.
Внепечная обработка включает в себя следующие процессы: вакуумирование, обработку синтетическим шлаком, продувку инертным газом, обработку активными металлами (кальцием и редкоземельными металлами). Эти процессы имеют целью снизить содержание газов в стали, выравнить химический состав и температуру стали перед разливкой.
Микролегирование – это добавка в сталь активных легирующих элементов (Nb, V, Ti, Mo)в количествах до 0,1 % для повышения прочности.
Переплав сталей обеспечивает потребности машиностроения в особо чистом металле, отличающемся однородностью механических свойств.
Новым направлением повышения качества стальных изделий является производство слитков из армированной квазимонолитной стали (АКМ).
Повышение качества деталей машин при сокращении трудоемкости и отходов металла можно добиться при переходе на порошковую металлургию. Порошковые детали однородны по структуре и механическим свойствам, имеют такую же прочность, какую имеет обычный прокатанный металл. Однако горячая ковка деталей из порошков в штампах дает возможность получать детали с высокой плотностью и повышенными механическими свойствами.
Резервом повышения качества становится производство стали из металлизированных окатышей (губчатое железо), отличающееся чистотой от вредных примесей, а также более широкое использование термической обработки прокатанной стали для повышения прочности и хладостойкости.