

6.2. Анализ теплофизических процессов
Прежде всего, рассмотрим рис.6.3, где представлена схема тепловой нагрузки холодильной камеры [5].
Основные потоки тепла направлены в камеру:
Q1 + Q2 + Q3 + Σq1 + Q4 + Q5 = Q6, (6.1)
где Q1 – поток, поступающий с продуктом через вход;
Q2 – поток поступающий через открытый выход, где выходят по транспортеру готовые к упаковке заготовки сырков;
Q3 – поток тепла получаемый за счет глазировки сырков при рабочей температуре Тр = +40 ºС;
Q4 – тепло поступающее вместе с входящей лентой транспортера и, наконец;
Q5 – поток «свежего» воздуха, подаваемого компрессором для заморозки;
Q6 – тепло отбираемое на морозильных панелях холодильником или тепловой поток уносимого тепла.
Σq1 – потоки тепла, поступающего в рабочую камеру через различные неплотности в стенке, а также через сами панели холодильной камеры.
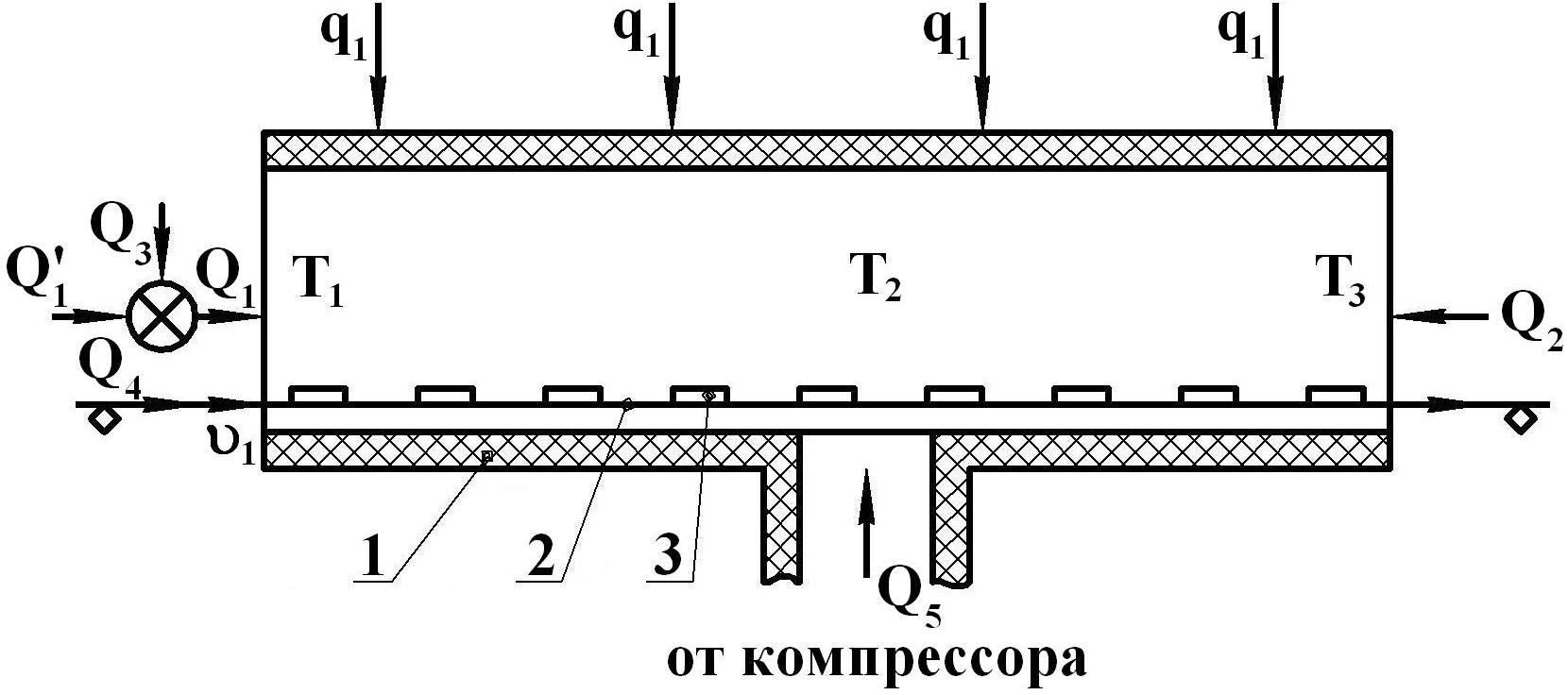
Рис.6.3. Схема для расчета тепловой нагрузки холодильной камеры «ЗИМА»: 1 – туннельная камера с теплоизолятором; 2 – транспортерная лента; 3 – продукт (сырки)

Рис.6.4. Распределение температуры в морозильной камере в рабочем состоянии
Поток тепла, поступающий с продуктом (слева по рис.6.4) можно записать в виде:
![]() ,
(6.2)
,
(6.2)
где
![]() – температура продукта перед входом в
холодильную камеру, т.е. после глазировки;
– температура продукта перед входом в
холодильную камеру, т.е. после глазировки;
Т1 – температура на входе, К;
m1 – масса продукта, поступающего в единицу времени (в минуту), кг;
с1 – удельная теплоемкость творога, Дж/(кг∙К).
Подставив
их значения
![]() ,
Т1
= +18 0С,
m1
= 6700 г, с1=
3266 Дж/(кг·К) без учета глазури из-за ее
малости, получим значение величины
тепла поступающего на вход в единицу
времени
,
Т1
= +18 0С,
m1
= 6700 г, с1=
3266 Дж/(кг·К) без учета глазури из-за ее
малости, получим значение величины
тепла поступающего на вход в единицу
времени
Q1=3266 · 6700 · (40–18) = 481498 Дж.
Далее учтем тепло вносимое транспортером в холодильную камеру.
Зная, что m2 – масса транспортной ленты на единицу длины составляет 2 кг; а удельная теплоемкость кордовой резины с2 = 3600 Дж/(кг∙К).
Поток тепла попадающего с лентой в единицу времени запишем по формуле
![]() .
(6.3)
.
(6.3)
Он будет составлять 144000 Дж.
Необходимо также учесть потоки тепла, поступающего в рабочую камеру через различные неплотности в стенке, и через сами панели холодильной камеры за счет их конечной теплопроводности. Величина теплового потока
![]() (6.4)
(6.4)
а удельный тепловой поток
![]() , (6.5)
, (6.5)
где λТ – коэффициент теплопроводности пенопласта, S – суммарная площадь холодильной камеры, м2.
Откуда получим
q1 = 10800 Дж.
Поток тепла, вносимый теплым воздухом компрессора Q5. При его производительности 26,9 м3/час, объем V подаваемого воздуха в камеру составляет 0,45 м3/минуту и средней рабочей температуре минус 26 °С
![]() , (6.5/)
, (6.5/)
Q5 = 197,37 Дж.
Подсчитаем суммарный поток тепла, который отбирается на рабочих панелях холодильника воздухом, для этого воспользуемся формулой Ньютона
![]() ,
(6.6)
,
(6.6)
где α – коэффициент теплопередачи соприкосновением;
Тр – температура воздуха, ºС;
Тст – температура стенки, ºС;
S – площадь стенки, м2;
τ – время, мин.
Откуда подставив значения параметров, получим значение тепла отбираемого на рабочих панелях
![]()
Таким образом, составленный тепловой баланс, с учетом проведенного анализа каждого из каналов теплопритока уравнениями (6.2–6.6) показал, что потерями Q2 и Q3 из-за их малости можно пренебречь, а сам баланс по величине суммарного теплового потока поступающего в камеру примерно равен уносимому количеству тепла. Теоретические расчеты и экспериментальные результаты совпали.
Мы рассмотрели установки разных типов (закрытого и туннельного). Первая из них относится к объектам с сосредоточенными параметрами, то вторая – к объектам регулирования с распределенными параметрами. Если во первых используется в качестве регулятора терморегулятор с двухпозиционным законом регулирования и он, как было показано, вполне оправдывает свое назначение по стоимости, точности поддержания температуры, надежности работы, то со вторым – холодильным агрегатом все значительно сложнее. Как следует из проведенного описания туннельной камеры для охлаждения объема 5 м3, длиной 4,4 м, с протянутым вдоль нее транспортером и обновляемым во времени объектом охлаждения с помощью рабочего тела, которым является воздух, нагнетаемый компрессором и охлаждаемый на специальных открытых панелях до –25 0С. необходимо использовать более сложные системы регулирования, которые будут представлены в других лекциях. Производительность автоматической линии расфасовки – упаковки сырков составляет 20000 шт./час, каждый из них весил 60 г, т.е. требовалось охлаждать творожную массу в количестве 1200 кг/час с +40 0С после глазировки до –16 0С на выходе из камеры перед их упаковкой, т.е. отводить тепло (как показано в расчетах) 645 кДж в минуту, а в час это уже составляет 38700 кДж. Холодильник другого типа не справился бы с такой задачей. Вспомните о длительности переходного процесса в нашем предыдущем примере (7 часов и это при объеме камеры всего 400 литров), а о транспортном запаздывании, которое исчисляется также часами и все это при охлаждении от +20 0С до –5 0С, т.е. диапазон температур охлаждения всего 25 0С против 56 0С в холодильнике туннельного типа с объемом камеры на порядок больше. Используемая динамика воздушного потока в камере с площадью стенок в 90 м2 в объекте с распределенными параметрами конечно требует не только других законов регулирования, но и самих процессов автоматического регулирования.