

12.5.Методы изготовления зубчатых колес
Различают два основных метода: без снятия стружки и со снятием стружки.
12.5.1.Изготовление зубчатых колес без снятия стружки
метод порошковой металлургии заключается в том, что зубчатое колесо вместе с зубьями спекается из металлических порошковых смесей в закрытых штампах, которые изготовлены из стали твердого сплава. Процесс происходит при температуре ковки и при усилии 50-60 т. Эти колеса имеют более низкую прочность, чем штампованные и невысокую твердость. Последующей термообработкой твердость повышается до HRC 60-65. Зубчатые колеса, полученные таким способом, хорошо работают на высоких скоростях при передаче небольших нагрузок. Имеют высокую износостойкость. Изготавливаются диаметром от 30-200 мм.
горячая штамповка конических колес с прямыми зубьями внедрена на ГАЗе, ЗИЛе, Минском тракторном и др. заводах. Заготовку изготавливают до 1200 С ТВЧ и в три перехода на ковочных прессах в штампах получают заготовку колеса с предварительно оформленными зубьями. Горячая штамповка заменяет черновое нарезание зубьев.
горячее накатывание зубьев цилиндрических з.к. применяется для накатывания прямозубых, косозубых и шевронных колес. Накатывание производится на специальных накатных станах различными методами: осевым или радиальным. Заготовка механически обрабатывается нагревается на Т.В.Ч. до t = 8000-10000 C и проталкивается между двумя синхронно вращающимися зубчатыми накатниками. Накатываются з.к. m ≤ 7 мм и d = 200 мм. После накатывания, зубья подвергаются чистому нарезанию.
холодная накатка зубьев применяется взамен зубошевингования.
12.5.2.Изготовление зубчатых колес путем снятия стружки.
метод копирования. В этом случае профиль зуба инструмента представляет точную копию впадины между зубьями нарезаемого колеса. В процессе резания профиль инструмента совпадает всеми точками с профилем колеса. Таким методом работает дисковая и пальцевая модульные фрезы.
метод центроидного огибания. В этом случае центроиды (начальные окружности) перекатываются в процессе работы друг по другу без скольжения: центроида нарезаемого колеса и инструмента. Так работают червячные фрезы, долбяки, зуборезные гребенки.
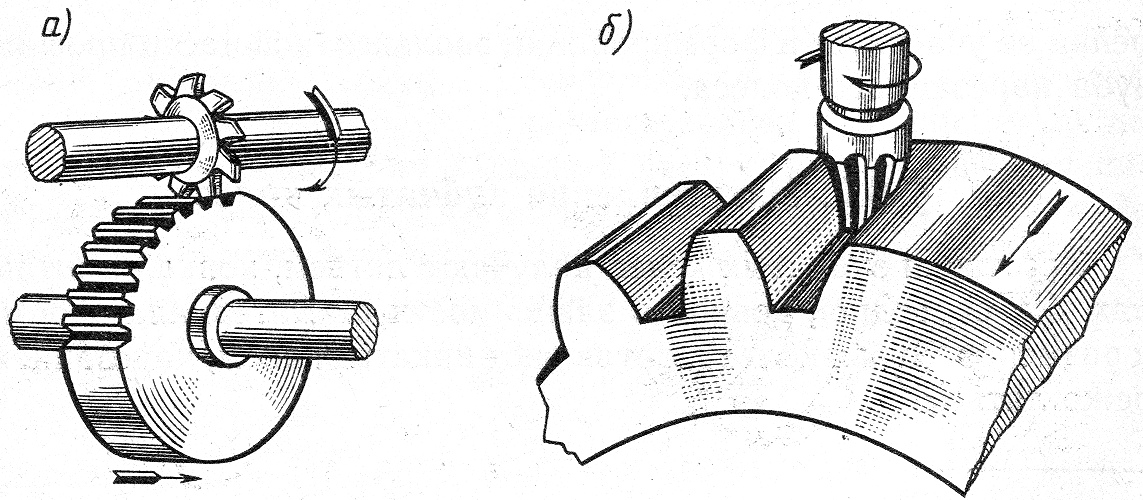
Рис. 12.70. Обработка зубчатых колес методом копирования: а) дисковая фреза; б) пальцевой фрезой
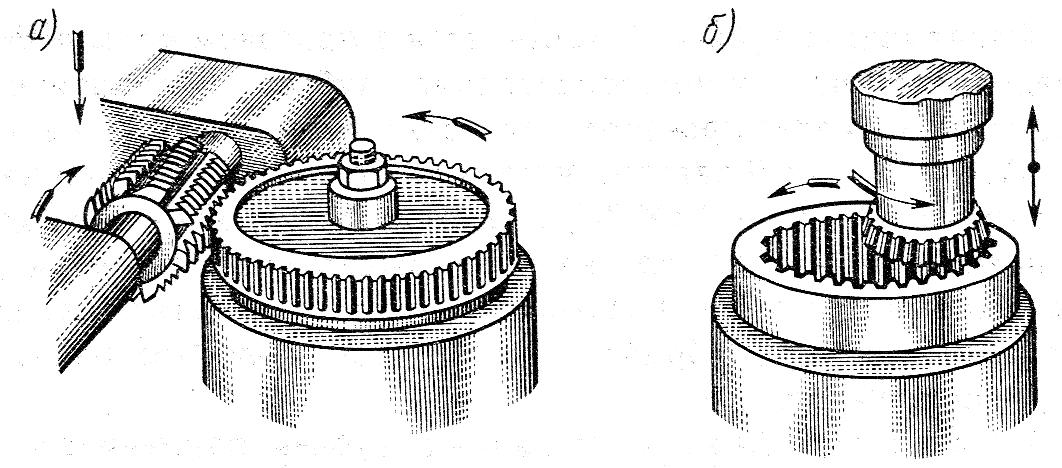
Рис. 12.71. Нарезание зубьев методом обкатки: а) червячной фрезой; б) долбяком
метод бесцентоидного огибания. При этом профиль нарезаемых зубьев также получается как огибающая различных положения режущих кромок инструмента. Но в процессе нарезания центроиды отсутствуют как на инструменте, так и на изделии. Таким методом работают и пальцевая и дисковая модульные фрезы при нарезании косозубых и шевронных колес.
13.Виды разрушения зубьев. Критерии работоспособности и расчета
13.1.Виды разрушения зубьев
При работе зубчатой передачи между зубьями сопряженных зубчатых колес возникает сила давления «F», направленная по линии зацепления (рис. 13.1). Возникающая сила трения Fтр = Ff невелика и ее значение в расчет не принимают. На работоспособность решающее влияние оказывает напряжение изгиба σu, возникающее в поперечных сечениях зубьев и контактные напряжения σн, возникающие в поверхностных слоях зубьев. Напряжение изгиба является причиной поломок σu зубьев, а контактные напряжения σн, вызывают усталостное выкрашивание поверхностных слоев зубьев.
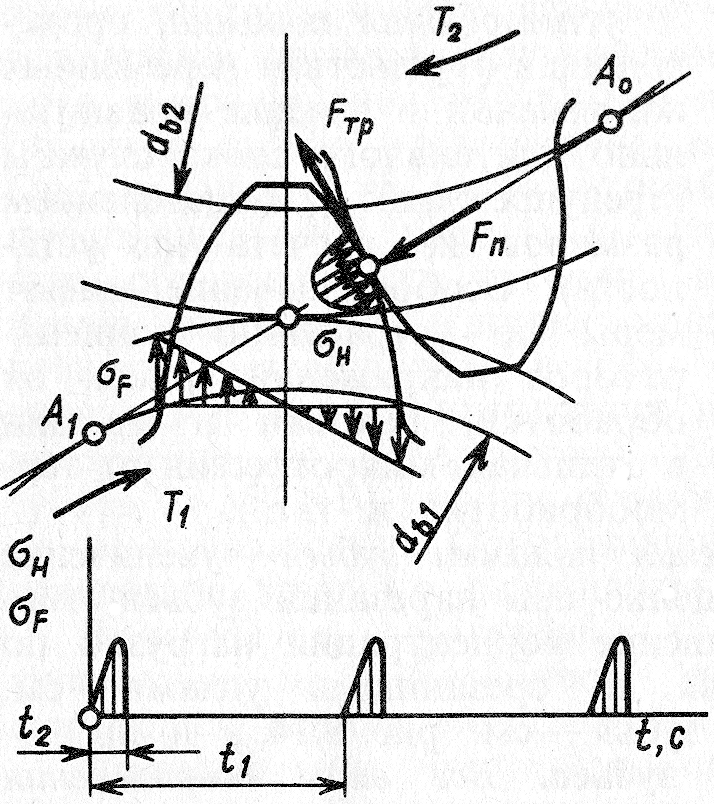
Рис. 13.72. Изгибающие и контактные напряжения
Поломка зубьев (рис. 13.2, а) является наиболее опасным видом их разрушения. Поломка возникает в результате больших нагрузок, особенно ударного воздействия многократно повторяющихся нагрузок. Эти вызывают усталость материала зубьев. Для предотвращения поломки зубьев, их рассчитывают на изгиб.
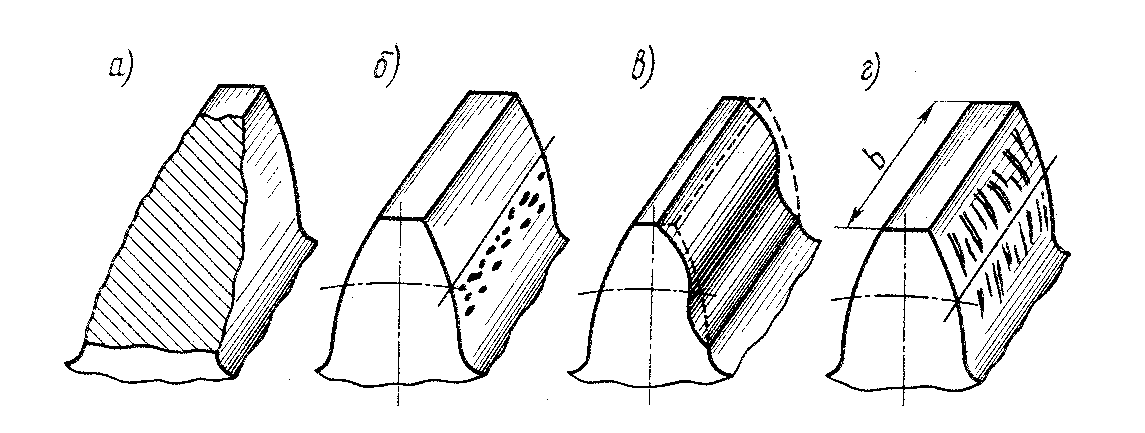
Рис. 13.73. Виды износа зубьев: а) излом зуба по косому сечению; б) усталостное выкрашивание; в) уменьшение ширины зуба; г) заедание
Усталостное выкрашивание (рис. 13.2, б) поверхностных слоев зубьев является самым распространенным и опасным видом разрушений рабочих поверхностей зубьев. Этот вид разрушений заключается в том, что при больших контактных напряжениях на рабочей поверхности зубьев (на ножках, вблизи полюсной линии) появляются усталостные трещины. Это приводит к выкрашиванию мелких частиц материала зубьев и образованию небольших осповидных углублений. Под влиянием давления масла, вдавливаемого с большой силой сопряженным зубом в эти углубления и трещины, они растут и превращаются в раковины. Для предотвращения выкрашивания зубьев их рассчитывают на контактную прочность.
Уменьшение ширины зуба (рис. 13.2, в) – наиболее характерная причина выхода из строя открытых передач или закрытых передач с плохими уплотнителями, работающих в абразивной среде.
Заедание зубьев (рис. 13.2, г) характеризуется в местном молекулярном сцеплении материала поверхностей контакта при отсутствии между ними смазочной плёнки.
Поломка и выкрашивание являются основными видами разрушений. А контактная прочность и прочность на изгиб зубьев в свою очередь являются главными критериями работоспособности зубчатой передачи.
Закрытые передачи рассчитывают на изгиб и на контактную прочность зубьев. При этом основным является расчет на контактную прочность, т.к. величина контактных напряжений σн не зависит от модуля. Величина напряжений изгиба σu может быть уменьшена путем увеличения модуля “m”.
Зубья открытых передач рассчитывают только на изгиб.