

4.11. Многоцелевые станки
Многоцелевые станки (МЦ) — станки с числовым программным управлением и автоматической сменой инструмента для выполнения нескольких различных видов обработки резанием. Кроме МЦ существуют и другие станки с ЧПУ с автоматической сменой режущих инструментов, которые не называют многоцелевыми. В чем же различие между ними?
Многоцелевые станки отличаются особо высокой концентрацией обработки. На них производят черновую, получистовую и чистовую обработку сложных корпусных заготовок, содержащих десятки обрабатываемых поверхностей, выполняют самые разнообразные технологические переходы: фрезерование плоскостей, уступов, канавок, окон, колодцев; сверление, зенкерование, развертывание, растачивание гладких и ступенчатых отверстий; растачивание отверстий инструмента с тонким регулированием на размер; обработку наружных и внутренних поверхностей и др.
Для осуществления этих операций на станке необходимо иметь большой запас металлорежущих инструментов. У станков с ЧПУ и автоматической сменой инструмента запас инструментов создается обычно в револьверных головках. Среди них фрезерные и сверлильные станки, предназначенные для изготовления главным образом таких корпусных и плоских деталей, для обработки которых достаточно иметь пять—десять различных инструментов. Многоцелевые станки имеют инструментальные магазины с запасом в 15—30, а при необходимости в 50—100 и более инструментов.
Еще одна важная особенность большинства многоцелевых станков — наличие стола или делительного приспособления с периодическим или непрерывным (по программе) делением. Это обязательное условие для обработки заготовки с нескольких сторон без переустановки. Станки новых конструкций оснащают дополнительными столами и устройствами для автоматической смены заготовок. Заготовки предварительно закрепляют на приспособлении-спутнике, и вместе с ним они попадают с дополнительного стола на основной. Установку заготовки в спутник и снятие обработанной детали производят во время работы станка. Таким образом, вспомогательное время, затрачиваемое на загрузку станка, сводится к минимуму.
Многоцелевые станки имеют чаще всего контурную систему управления, позволяющую обрабатывать разнообразные криволинейные поверхности, фрезеровать отверстия и т. д. Они отличаются широким диапазоном бесступенчатого регулирования частоты вращения шпинделя (заготовки) и подач, высокими (до 8—12 м/мин) скоростями быстрых (вспомогательных) ходов, особо высокой жесткостью и надежностью.
Многоцелевые станки для обработки корпусных деталей можно разделить на две группы, характеризуемые расположением оси шпинделя относительно рабочей поверхности стола: с перпендикулярным (вертикальным) расположением шпинделя к поверхности стола; с параллельным (горизонтальным) расположением шпинделя относительно стола (рис. 4.41).
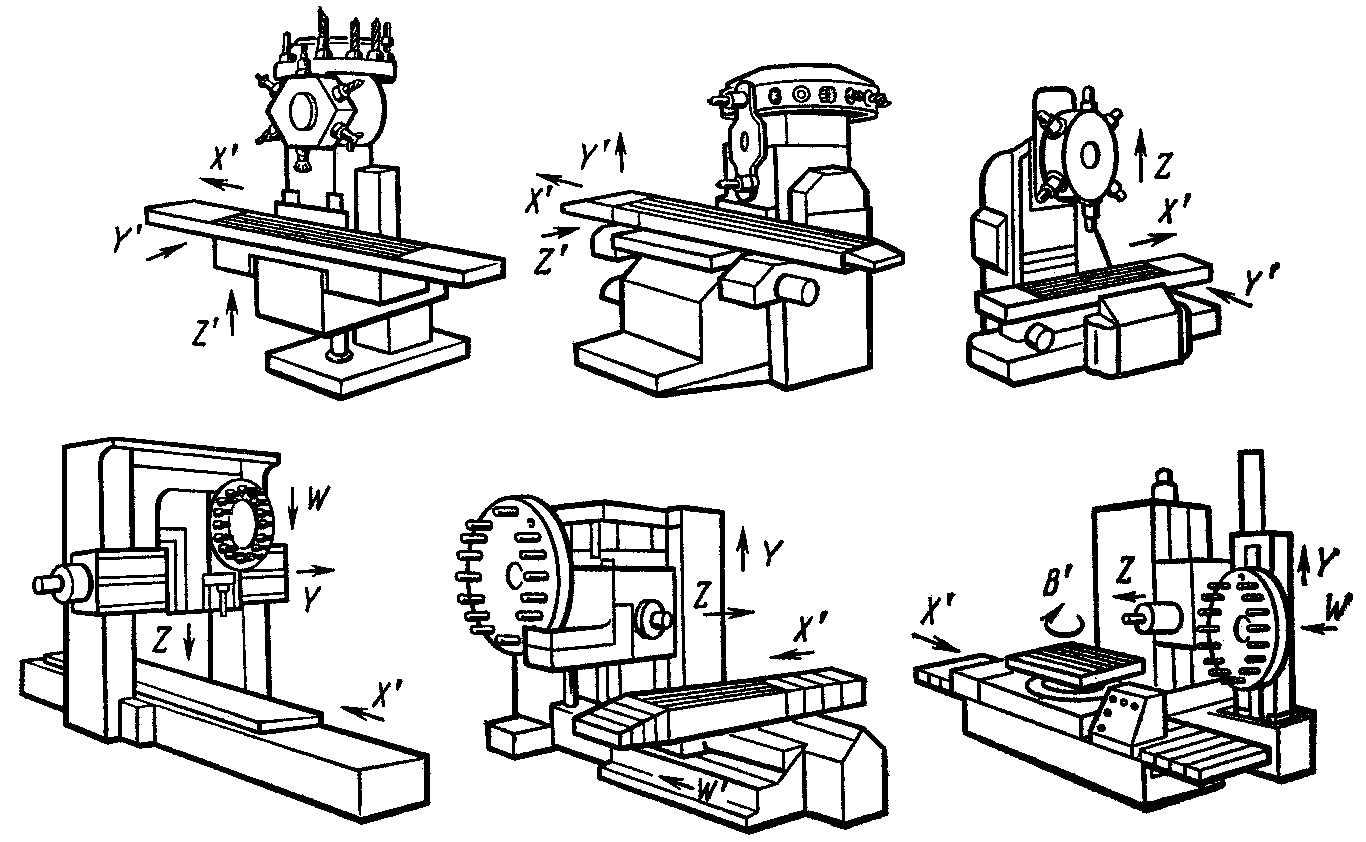
Рис. 4.41. Компоновки многоцелевых станков
Вертикальный шпиндель станков первой группы обеспечивает доступ инструментов к одной стороне заготовки. Такие станки выгодно применять для обработки деталей, у которых объем обработки с одной стороны превышает объемы обработки с других сторон. Можно успешно обрабатывать на них за одну операцию несколько сторон, используя переналаживаемые многопозиционные приспособления. Станки с горизонтальным расположением шпинделя чаще всего снабжают поворотным столом, который создает условия для обработки детали с разных сторон.
Многоцелевой станок ИР500МФ4 предназначен для сверления, зенкерования, развертывания, растачивания отверстий в корпусных деталях, фрезерования по контуру, нарезания резьб метчиками в условиях серийного производства. Помимо автоматической смены инструментов станок имеет автоматическую смену столов-спутников. Емкость магазина — 30 инструментов.
Станок имеет вертикально-подвижную шпиндельную бабку 3 (рис. 4.42), расположенную внутри подвижной стойки 4, и поворотный стол. На верхнем торце стойки расположен магазин 6 барабанного типа, а у бокового торца станины на отдельном основании 10 смонтирована поворотная (на 180 °) платформа 9 для двух столов-спутников 2 и 8. Поворот магазина осуществляется от высокомоментного двигателя 7. Номера гнезд магазина закодированы.
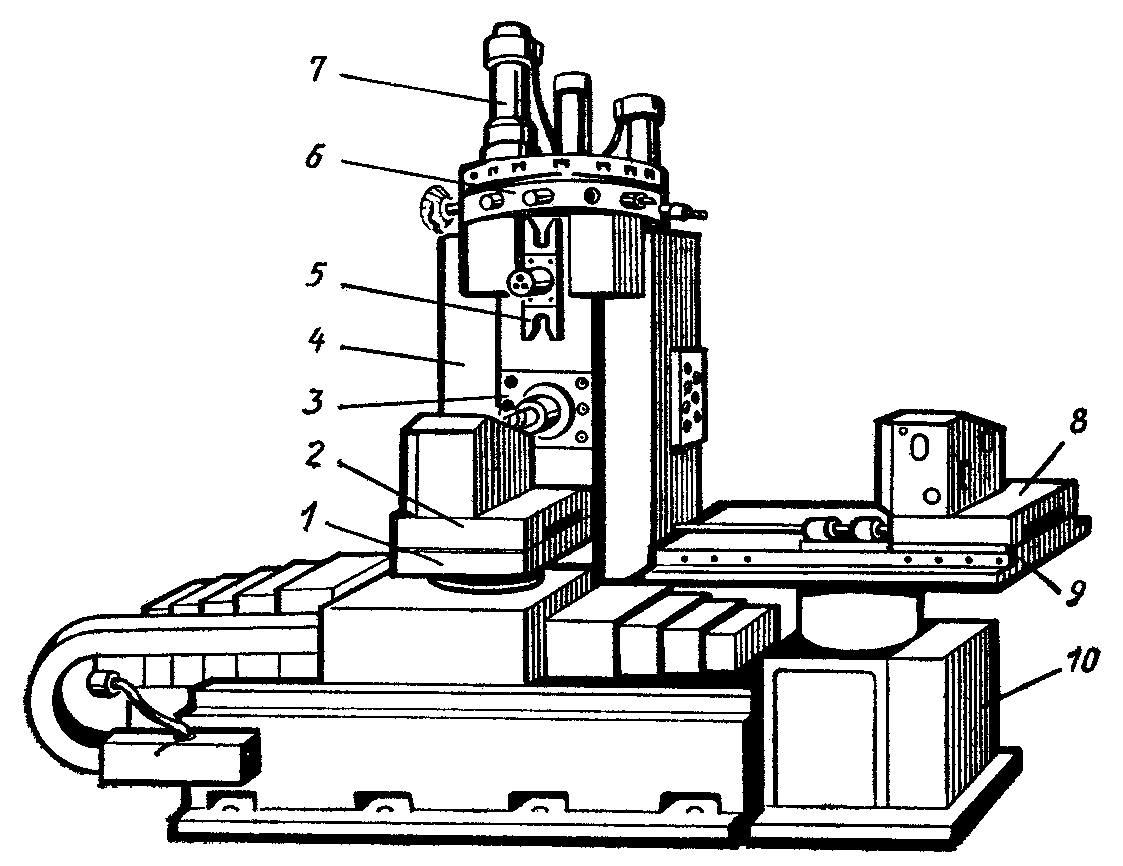
Рис. 4.42. Многоцелевой станок ИР500МФ4
На переднем торце стойки установлен манипулятор 5 (автоматическая двухзахватная рука), осуществляющий смену инструментов. Манипулятор имеет механизмы вертикального перемещения, поворота руки на 180 ° и выдвижения руки. Вертикальное перемещение позволяет обходиться без смещения шпиндельной бабки вверх в позицию смены. Захват инструментальных оправок выполняют губки, стянутые двумя цилиндрическими пружинами.