

3.7. Газовая сварка
При газовой сварке плавление металла происходит за счет, теплоты, получаемой сжиганием ацетилена, пропан-бутана, при-родного газа, бензина, керосина в кислороде. Кислород доставляется
к месту сварки в стальных баллонах (голубого цвета) давлением 15 МПа или в жидком виде. Ацетилен получают воздействием воды на карбид кальция в генераторах, станциях, установках серий УАС, УСН, АСК, АСВ, АНВ, стационарных и переносных. Для начала и прекращения подачи газа на газовых баллонах имеются вентили. Газы к сварочным горелкам подаются по резинотканевым рукавам (шлангам), присоединяемым к баллонам через редукторы, понижающие давление и поддерживающие его и расход газа постоянным независимо от давления в баллоне. Наиболее распространены инжекторные горелки, например Г2-05 (рис. 3.4). Они позволяют работать уже при давлении ацетилена 0,5КПа. При открывании кислородного вентиля 1 кислород род под давлением 0,4 МПа проходит в конус инжектора 3 и в камеру смешения 5, создает разрежение в камере инжектора 4 и тем самым засасывает (инжектирует) горючий газ (при открывании ацетиленового вентиля 2) в камеру смешения 5, откуда смесь по трубке наконечника б и по каналу мундштука 7 выходит из горелки.
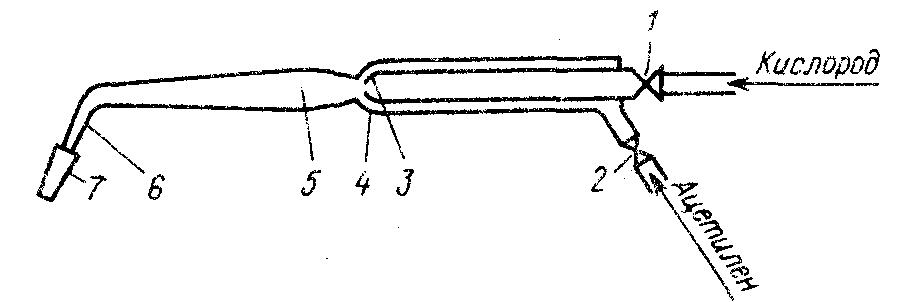
Рис. 3.4. Инжекторная горелка
Универсальная горелка состоит из ствола (включающего рукоятку, вентили, присоединительные ниппели и трубки) и набора наконечников (включающих инжектор, смесительную камеру, трубку наконечника и мундштук). Чем больше толщина свариваемого металла, тем больше должен быть номер наконечника.
Недостатком инжекторных горелок является необходимость корректировать состав смеси ацетиленовым вентилем, поскольку состав смеси в процессе работы меняется.
Газовая сварка экономически эффективна для малых толщин. Газовое пламя - наименее концентрированный источник сварочной теплоты, позволяющий избежать прожогов при сварке тонких листов. Качество газовой сварки несколько уступает дуговой сварке качественными электродами. Газовая сварка применяется для цветных металлов, инструментальных сталей и других сплавов, требующих медленного нагрева, для чугуна и других сплавов, требующих подогрева, для пайки, наплавки и в ремонтном деле.
3.8. Плазменная сварка
Плазма значительно ионизированный и нагретый до 6000 - 30000°С газ, смесь нейтральных молекул, электронов и ионов с высокой электропроводностью. Под действием магнитных полей плазма образует поток, которым производится сварка, резка, напыление, термическая обработка металла, стекла, керамики и др. Плазма получается нагревом плазмообразующего газа в дуговом разряде или нагревом в индукторе. Мощность плазмотронов может достигать тысячи киловатт, что превышает потребности. При плазменной дуговой сварке (рис. 3.5) дуга 2 горит между неплавящимся электродом 1 горелки и изделием 5. Канал 4 сопла 3 охлаждается водой. Плазменная струя 6 образуется за счет подаваемого в горелку газа: аргона или его, смеси с водородом или гелием, азота, воздуха. При сварке плазменной струёй дуга горит между вольфрамовым электродом и соплом горелки.

Рис. 3.5. Плазменная горелка
Сварка плазменной дугой применяется для коррозионно-стойкой стали, титана, никелевых сплавов, молибдена, вольфрама и других материалов и по проплавляющему действию стоит между аргонодуговой и электронно-лучевой сваркой. Возможность стабилизировать проплавление (поскольку этот процесс менее чувствителен к изменению длины дуги, чем аргонодуговая сварка) позволяет применять плазменную дугу для сварки тонких листов. Плазменная дуга может обеспечить сварку встык без разделки и присадочного материала листов толщиной до 9,5 мм, а иногда и больше, требует меньше присадочного материала, обладает высокой производительностью. Для сварки материалов толщиной 0,025-0,8 мм применяют микроплазменную дугу (сила тока 0,1 -10 А).
Для плазменной сварки применяются те же автоматы, что и для дуговой с заменой горелки, для микроплазменной - аппараты серий МПИ и МПУ. Для ручной плазменной и аргонодуговой сварки выпускается установка УПС-301.