

3.3. Сварка под слоем флюса
При этом способе дуга горит в среде расплавленного флюса в газовом пузыре, защищающем металл от вредного воздействия атмосферных газов. Флюс, состоящий из оксидов кремния, марганца, алюминия или щелочных металлов, производит металлургическую обработку (раскисление, легирование). При сварке под слоем флюса, препятствующего разбрызгиванию, сила тока может достигать 4000 А, что позволяет сваривать достаточно толстые листы и в 2 – 8 раз увеличивает производительность по сравнению с ручной дуговой сваркой. Световое излучение дуги не воздействует на окружающих. Отсутствие видимости места сварки относится к недостаткам способа. Схема сварки под флюсом показана на рис.3.1. Голая электродная проволока 3 подается механизмом 5 с катушки 6 в зону дуги, перед которой из бункера 4 на изделие 2 в зону стыка 1 подается флюс, нерасплавившийся остаток которого отсасывается в бункер по трубке 7. Расплавившийся флюс остается на шве 9 в виде затвердевшей корки 8.
Автоматическая сварочная установка для сварки под слоем флюса состоит из автоматической сварочной головки, обеспечивающей зажигание и поддержание дуги непрерывной подачей проволоки, механизма для перемещения дуги вдоль шва (или детали относительно головки), источника сварочного тока, флюсовой аппаратуры, аппаратуры управления. Длина дуги поддерживается за счет изменения скорости подачи или скорости плавления электрода. В устройствах первого типа, например, при увеличении длины дуги увеличивается напряжение и система автоматического регулирования увеличивает скорость подачи электродной проволоки. В устройствах второго типа скорость подачи электрода постоянна, характеристика источника сварочного тока жесткая или падающая, поэтому изменение длины дуги вызывает изменение величины сварочного тока. Например, при увеличении длины дуги ток и скорость плавления электрода уменьшаются, что уменьшает длину дуги.
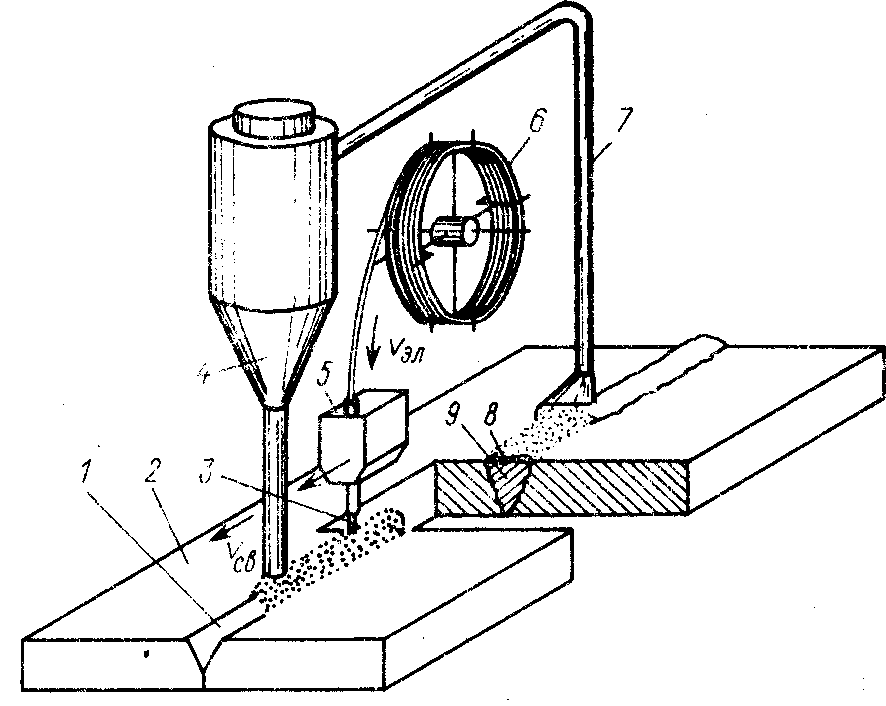
Рис.3.1. Сварка под флюсом
Для автоматической сварки под флюсом выпускаются стационарные трансформаторы, например ТДФЖ-1001УЗ и ТДФЖ-2002УЗ с жесткой характеристикой, а для сварки на постоянном токе применяют выпрямители, например ВДУ-1201, ВДУ-506, ВС-600М. Применяются подвесные самоходные автоматы А1416 и А1412, тракторы общего применения для автоматической сварки под флюсом, например АДФ-1002 и АДФ-1202 - переносные дуговые сварочные аппараты, самоходная тележка которых движется во время сварки по свариваемому изделию или по линейке, параллельной шву. Скорость сварки 12 - 120 м/ч.
3.4. Газоэлектрическая сварка
Одним из способов защиты расплавленного металла шва от вредного действия атмосферных газов (кислорода, водорода, азота) является защита сварочной ванны подачей в зону сварки защитного газа – аргона или углекислого газа.
Сварка в защитных газах отличается высокой производительностью, высокой эффективностью защиты металла шва, возможностью наблюдения за сваркой, широким диапазоном свариваемых толщин, ненадобностью флюсов, возможностью сварки в различных пространственных положениях, широкими возможностями механизации и автоматизации. Сила тока обычно не превышает 600 А во избежание разбрызгивания расплавленного металла.
Для ручной сварки используются установки УПС-301У4, УДГ-301, УДГ-501; для автоматической - автоматы тракторного типа АДГ-502, АДГ-602. Перечисленные установки имеют струйную защиту. Кроме них существуют установки сварки в контролируемой среде УСКС, где сварка производится в герметичных камерах, заполненных инертным газом.