

3.5. Электрошлаковая сварка
При электрошлаковой сварке (рис. 3.2) теплота выделяется за счет сопротивления шлаковой ванны прохождению электрического тока, подводимого по электродам 1. Вытеканию ванны вбок препятствуют медные, водоохлаждаемые башмаки 2, которые вместе с электродами перемещаются по мере сварки вверх по свариваемым частям 3 и 4. На начальном и конечном участках привариваются планки. Шлаковая ванна защищает расплавленный металл от действия газов атмосферы.

Рис.3.2. Электрошлаковая сварка
Способ применяется для сварки изделий толщиной свыше 16 мм. Известны случаи сварки толщин около 3 м. Сварочные токи могут здесь достигать нескольких тысяч ампер. Способ разработан в Институте электросварки им. Е. О. Патона. Источники сварочного тока - стационарные трансформаторы, например ТШЗ-100-3, ТРМК-3000-1 и выпрямители, например ВДУ-1201, ВДУ-505 и др.
Автомат А-820К выполняет электрошлаковую сварку вертикальных стыковых швов материалов толщиной 18 - 70 мм. Автомат А1304 сваривает сталь до 400 мм, а сплавы алюминия - до 140 мм. Автомат А535 предназначен для сварки толщин до 450 мм.
3.6. Контактная сварка
При контактной электрической сварке теплота в зоне контакта свариваемых деталей выделяется за счет повышенного сопротивления этой зоны прохождению электрического тока, вызванного резким уменьшением площади контакта (объясняемого наличием неровностей на поверхности), возникновением вследствие этого больших плотностей тока и наличием на поверхности изделий оксидов и загрязнений с малой электропроводностью. Контактная сварка (рис. 3.3) делится на стыковую, точечную, шовную.
При стыковой сварке сопротивлением (рис. 3.3, а) детали сжимают и пропусканием тока стык доводят до температуры, близкой к температуре плавления, затем усилие увеличивают - происходит пластическая деформация и соединение в твердом состоянии.
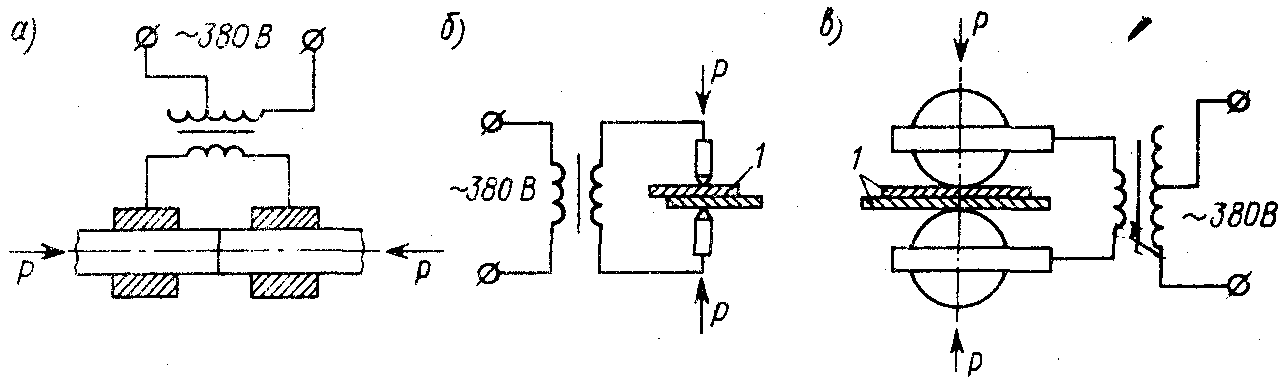
Рис. 3.3. Схемы контактной сварки
При стыковой сварке оплавлением детали сжимают небольшим усилием и пропусканием тока добиваются непрерывного оплавления, затем детали сжимаются большими усилиями, расплавленный металл с загрязнениями выдавливается из стыка и происходит соединение в твердом состоянии. Стыковую сварку применяют для изготовления деталей замкнутой конфигурации (ободьев колес, шпангоутов, цепей); сложных деталей из простых заготовок; для приварки режущей части инструмента из быстрорежущей стали к державке из углеродистой стали.
Для сварки сопротивлением выпускаются машины серии МСС, для сварки сопротивлением и оплавлением - МСО, для сварки оплавлением - К-190ПК ... К-724.
При точечной сварке (рис. 3,б) детали 1 собираются внахлестку, сжимаются электродами, по которым кратковременно пропускается ток до появления в месте контакта расплавленной зоны (ядра точки). После выключения тока действие усилия сохраняется еще некоторое время, чтобы кристаллизация ядра происходила под давлением - для предотвращения дефектов усадки. Точечная сварка широко применяется в транспортном машиностроении для приварки обшивки к несущему каркасу вагонов, самолетов, ракет, для сварки элементов электрических схем, деталей бытовой техники и др.
Для точечной сварки применяются стационарные машины серии МТ, конденсаторные машины малой мощности ТКМ и МТК, подвесные машины МТП.
При шовной сварке (рис. 3.3, в) нахлесточное соединение получается прокатыванием свариваемых листов 1 между роликами – электродами, к которым подводится сварочный ток. Получаются прочные и герметичные соединения. Шовная сварка применяется в транспортном и сельскохозяйственном машиностроении, для изготовления ведер, баков и др. Машины для шовной сварки на переменном токе серии МШ могут переналаживаться с продольной на поперечную сварку. Для сварки на постоянном токе применяются машины серии МШВ.