

2.2. Резка и нагрев заготовок
К подготовительным операциям обработки металлов давлением относятся резка заготовок и нагрев металла.
Резка проката и слитков самая распространенная операция металлообработки. Кривошипные ножницы выполняют резку заготовок сдвигом одной части заготовки относительно другой. Имеются кривошипные ножницы для резки сортового проката (круглого, квадратного, профильного), листового проката и комбинированные. Сортовые ножницы выпускаются с номинальным усилием до 40 МН (модель НА1546), они могут резать круглые штанги диаметром до 320 мм (при в = 500 МПа), квадрат со стороной до 300 мм, полосу 450 х 200 мм и совершают 12 ходов в минуту. Мелкие сортовые ножницы могут совершать до 50 ходов в минуту.
Сущность такого способа резки прутков (рис. 2.1, а) состоит в том, что в верхнем положении ножа 4 и прижима 3 пруток 2 подается до упора 6, после чего прижим опускается и прижимает пруток к неподвижному ножу 1, затем подгонной нож отрезает заготовку 5. Длина заготовки меняется регулированием упора.
Резка на кривошипных ножницах высоко производительна и происходит без отходов (вызванных самим процессом резки).
Недостатком является искажение формы заготовки, косина (неперпендикулярность торцов образующей заготовки), смятие с и утяжины у. Не всегда удовлетворительна и точность резки. Для уменьшения искажений формы заготовки выпускаются ножницы (Н1834 и Н1838) для резки с дифференциальным зажимом, при которой пруток и заготовка зажимаются силой Q, пропорциональной усилию резки Р. Резку с предварительным подогревом применяют для предотвращения дефектов (трещин), снижения усилия и повышения точности отрезаемых заготовок.
|
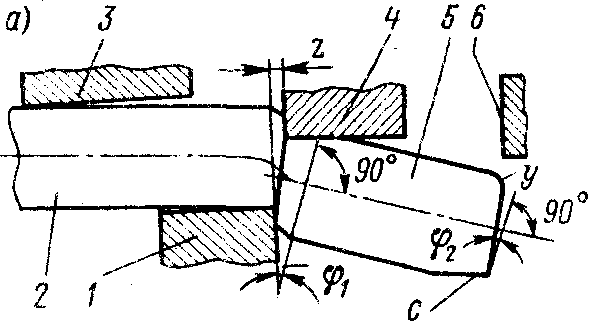
Рис. 2.1 Схема резки заготовок
Разрезка в штампах на прессах позволяет добиться более высокой (чем на ножницах) точности размеров и формы. Применяется также холодная ломка на прессах проката, на который предварительно нанесены канавки – концентраторы напряжений. Точность ломки невысока.
Отрезка заготовок со снятием стружки на отрезных станках отличается высокой точностью и практически отсутствующим искажением сечения заготовки в зоне реза, однако имеет меньшую производительность и сопровождается отходом металла в стружку.
Применяется также газокислородная резка сортового и листового проката.
Для резки листа применяются ножницы кривошипные листовые, которые могут быть гидравлическими, высечными, двухдисковыми и многодисковыми.
Нагрев металла перед обработкой давлением предназначен для уменьшения в 10-15 раз сопротивления металла деформированию и повышения его пластичности. Нагревательные устройства кузнечных и штамповочных цехов делятся на пламенные, электрические и комбинированные. Пламенные печи работают на природном газе или мазуте, такой нагрев универсален и дешев. По характеру распределения температуры в рабочем пространстве печи делятся на камерные (температура одинакова во всех точках рабочего пространства) и методические (температура растет от места загрузки заготовок к месту их выгрузки).
Методические печи могут иметь две, три, четыре зоны с различной температурой. В методических печах (рис. 2.2, а) заготовки 2 перемещаются толкателем 1 (транспортером, шагающими балками и др.) по подкладкам 3 от места загрузки к окну для выдачи нагретых заготовок 4, навстречу потоку продуктов сгорания топлива от горелок 5 (для газа) или форсунок (для мазута). В зоне I печи производится предварительный подогрев, в зоне II - нагрев до окончательной температуры, в зоне III температура в разных точках заготовки выравнивается.
а |
б |
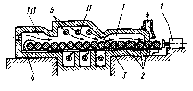
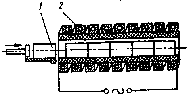
Рис. 2.2. Схемы нагревательных устройств
Электронагрев более дорог, но позволяет достичь более высокой производительности труда, провести полную автоматизацию, улучшить условия труда. Основные виды оборудования для электронагрева: электропечи сопротивления, индукционные нагреватели, установки электроконтактного нагрева.
При индукционном нагреве (рис.2.2, б) заготовки 1 продвигаются толкателем через спираль из медной трубки (индуктор) 2, по которой для охлаждения циркулирует вода и пропускается переменный электрический ток. Заготовки нагреваются за счет индуцированных в них токов.