

2.4. Штамповка
Штамповка – способ обработки металлов давлением, при котором течение металла ограничено поверхностями полостей и выступов штампа. Штамп - металлическая форма, верхняя и нижняя части которой образуют замкнутую полость по форме изготовляемой детали – штамповки. В зависимости от формы заготовки (лист, прокат и т.д.) и оборудования различают объемную и листовую штамповку, в зависимости от температуры процесса - холодную штамповку и горячую. Прообразом штамповки можно считать чеканку монет. Преимущества метода: в десятки раз производительнее ковки, штампованные детали имеют в 2-3 раза меньшие припуски на обработку, чем кованые, т.е. выше процент использования металла, возможность получать заготовки более сложной конфигурации.
Для горячей объемной штамповки применяются паровоздушные штамповочные молоты, кривошипные горячештамповочные прессы, винтовые прессы, гидравлические штамповочные прессы, горизонтально-ковочные машины.
Паровоздушные штамповочные молоты (ПШМ) (рис. 2.6) конструктивно несколько отличаются от ковочных паровоздушных молотов.

Рис. 2.6. Паровоздушный штамповочный молот
и штамп к нему
При штамповке металл, преодолевая сильное сопротивление, вытекает из штампа, заполняя заусенечную (облойную) канавку. Удары молота в этот момент гораздо жестче, чем при ковке. Поэтому для обеспечения повышенной точности поковок шабот 2 ПШМ и фундамент 1 гораздо массивнее, чем у ковочных молотов, стойки 4 установлены непосредственно на шаботе и связаны подпружиненными болтами во избежание разрыва болтов при жестких ударах. ПШМ имеют регулируемые направляющие 3 бабы 5 для установки необходимого зазора. Парораспределительным золотником 7 посредством педали 9 управляет сам штамповщик (а не подручный, как при ковке). При ненажатой педали криволинейный рычаг 5, воздействуя на парораспределитель, заставляет бабу качаться в верхнем положении, так как пар попеременно поступает в поршневую и штоковую полости рабочего цилиндра 6. ПШМ - машины динамического действия и их главной энергетической характеристикой является масса падающих частей. Изготовляются ПШМ с массой падающих частей от 0,63 до 25 т.
Инструментом при штамповке на ПШМ служит штамп, нижняя половина которого показана на рис. 2.6, б. Штамп может иметь от одного до нескольких ручьев (на рисунке - 4). Ручей - совокупность вырезов в верхнем и нижнем штампе, одновременно деформирующих заготовку. Штамп инструмент специальный, предназначенный для получения только одного типоразмера поковки. Вследствие ударного характера работы ПШМ, верхний и нижний штампы массивные монолиты из дорогой легированной штамповой стали для горячего деформирования (например, 5ХНВ, 5ХГМ, 5ХНМ или др.). Их обработка производится на копировальных станках или станках с ЧПУ, она длительна, трудоемка и дорога. Однако по сравнению с ковкой штамповка обеспечивает значительно более высокую производительность, позволяет получать более сложные, приближенные по формам и размерам к детали поковки, требующие меньшего объема обработки резанием за счет меньших припусков.
Суммируя достоинства и недостатки штамповки на ПШМ, можно сказать следующее. ПШМ позволяют получать поковки с большой разницей площадей поперечных сечений по длине без привлечения другого оборудования. Вследствие отсутствия выталкивателей в штампах уклоны на поковках значительны. ПШМ требуют для своей работы наличия котельной для производства пара или подогрева сжатого воздуха, получаемого в компрессорной; остальное штамповочное оборудование имеет электрический (в наше время - универсальный) привод. Штамповка на ПШМ требует хорошей подготовки рабочего. Резкие удары ППМ могут сильно мешать работе соседнего оборудования, сотрясая его, поэтому ПШМ часто устанавливают на амортизаторы-виброгасители. Ударный характер работы приводит с повышенной опасности для работающих, требует от них повышенного внимания и ведет к повышенной утомляемости, однако делает ПШМ предпочтительными для получения поковок с относительно высокими ребрами.
Кривошипные горячештамповочные прессы (КГШП) (рис. 2.7) приводятся от электродвигателя 1. Через передачи вращение передается на шестерню 5, свободно сидящую на кривошипном валу 4. При нажата: штамповщиком педали фрикционная муфта 6 соединяет шестерик 5 и вал 4, кривошип поворачивается и связанный с ним шатуны 3 ползун 7 движется в направляющих вниз, деформирует заготовку и, пройдя нижнюю мертвую точку, возвращается. В верхнем положении ползуна муфта 6 выключается и тормоз 2 останавливает кривошипный вал 4. Верхняя плита блока 8 крепится к ползуну и ходит по двум направляющим колонкам 13.

Рис. 2.7. Кривошипный горячештамповочный пресс
Штамповые ручьи располагаются во вставках 9 и 10, имеющих выталкиватели 14 и закрепленных в верхней 8 и нижней 11 плитах блока. Стандартный блок имеет три пары вставок. Клин 12 позволяет регулировать штамповую высоту.
Скорость движения ползуна КГШП (около 0,8 м/с) примерно в 10 раз меньше, чем у ПШМ, т. е. его воздействие на заготовку близко к статическому, и главной характеристикой КГШП является развиваемое им усилие, которое может быть от 6,3 до 125 МН. Считается, что при штамповке 1 (одна) тонна массы падающих частей ПШМ эквивалентна 10 МН усилия КГШП.
Неударный характер работы КГШП влечет за собой некоторые последствия. Хуже заполняются тонкие глубокие полости в штампе вследствие отсутствия действующих на металл инерционных сил. Хуже чем на ПШМ отделяется окалина, что делает необходимым введение механической очистки или гидроочистки либо применение безокислительного и малоокислительного нагрева. Штампы изготовляются сборными. Фундаменты КГШП не столь мощны, как у ПШМ, здания прессовых цехов могут быть более легкими и дешевыми, сотрясение при работе КГШП значительно слабее и поэтому не так вредно сказывается на работе окружающего оборудования, как сотрясение при работе ПШМ Отсутствие шума и сотрясений снижает утомляемость работающих. Работа на КГШП более безопасна и требует менее высокой квалификации, чем на ПШМ. Верхний и нижний штампы КГШП имеют выталкиватели, что позволяет уменьшить уклоны на поковках, тем самым экономя металл и уменьшая стоимость обработки резанием. Точность поковок КГШП выше, чем поковок ПШМ. Стоимость КГШП приблизительно в 3 раза больше, чем у соответствующего ПШМ, производительность больше на 30 %, КПД - в 3 - 4 раза выше, чем у ПШМ. Источник энергии для КГШП (электроэнергия) самый современный и универсальный (не требуется строительства котельных, как для ПШМ).
Винтовые прессы (ВП) имеют в начале деформирования достаточно большую скорость ползуна (3-4 м/с), поэтому их иногда относят к молотам. Однако технологически они ближе к прессам. Поэтому ВП характеризуются развиваемым ими усилием. ВП просты по конструкции, в наладке и обслуживании. Обеспечивают стабильную точность поковок. Широко применяются в мелкосерийном и серийном производстве для точной штамповки турбинных лопаток, дисков, шестерен.
Гидравлические штамповочные прессы имеют усилие до 750 МН и применяются для штамповки крупных заготовок, штамповки из малопластичных материалов и выполнения операций, требующих большого усилия на протяжении большого хода.
Горизонтально-ковочные машины (ГКМ) – кривошипная машина, траектория ползуна которой лежит в горизонтальной плоскости. Позволяет получать заготовки, приближенные по форме и размерам к готовым деталям, экономит металл, уменьшает трудоемкость последующей механической обработки, снижает себестоимость деталей. Заготовками для штамповки на ГКМ служат различные (чаще круглые) прутки или трубы. На ГКМ получают заготовки от 0,1 до 100 кг средней сложности в серийном и массовом производстве.
Для обеспечения более высокой чистоты поверхности, большей точности размеров изделия применяют холодную штамповку для изготовления небольших деталей массой до 1 кг. Применяются прессы чеканочные кривошипно-коленные КВ8334, автоматы холодновысадочные АГ1216, А1221А, АВ1919Б.
Прессы чеканочные кривошипно-коленные КВ8334 ... К504.003.844 (усилие последнего - 25 МН) имеют привод на основе кривошипно-шатунной системы 1 (рис. 2.23, а), позволяющей развивать большие усилия при небольшом ходе ползуна 2.
Автоматы холодновысадочные двухударные с цельной матрицей АГ1216 ... А 1221А (последний производит изделия с наибольшим диаметром стержня 12 мм) применяются для холодной высадки из калиброванного материала заклепок и заготовок болтов и винтов. Производительность до 300 шт./мин.
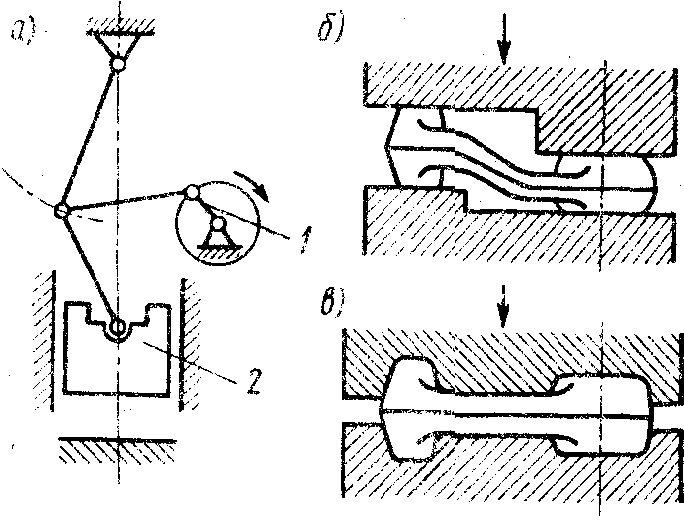
Рис. 2.8. Схемы кривошипно-коленного пресса (а),
плоскостной (б) и объемной (в) калибровки
Автоматы холодноштамповочные четырехпозиционные для крепежных изделий стержневого типа АВ1919Б ... АБ1924 (последний для изделий со стержнем диаметром до 24 мм) имеют (рис. 2.9) позицию отрезки и четыре позиции штамповки (I - IV) с пуансонами 6, матрицами 4 с выталкивателями 3 (5 изделие). На позиции отрезки пруток 1 подается валками 2 до упора 7. Заготовка 8 необходимой длины отрезается сдвигом ножа 9 относительно отрезной матрицы 10. Затем заготовка автоматически переносится по позициям штамповки. Производительность 40 - 220 шт./мин.
Автоматы холодноштамповочные многопозиционные гаечные АА1617 ... АВ1823 применяют для получения гаек и аналогичных им деталей.
Холодное накатывание резьб, червяков, шлицев, зубьев и других элементов (рис. 2.10, где 1 изделие, 2 инструмент) по сравнению с резанием позволяет достичь экономии металла, повысить производительность труда, увеличить долговечность изделий, сократить производственные площади. Оно может осуществляться методами копирования (профиль инструмента копирует профиль впадины между зубьями, выдавливаемой в заготовке) и огибания (в процессе накатывания имитируется зацепление накатываемой шестерни с накатником, т. е. происходит обкатка шестерни накатником, что и дало второе название этому методу - метод обкатки).

Рис. 2.9. Схема четырехпозиционного
холодновысадочного автомата

Рис. 2.10. Схема накатывания профилей
Листовая штамповка – способ получения тонкостенных изделий плоской или пространственной формы. Заготовкой служит лист, полоса или лента. Тонколистовой материал (до 4 мм) штампуют без нагрева, толстолистовой – с нагревом. Для выполнения операций листовой штамповки выпускаются кривошипные прессы усилием от 63 до 50000кН, листоштамповочные автоматы. Могут также применяться электромагнитные, гидравлические, пневматические и винтовые прессы.
Для выполнения операций листовой штамповки (а также обрезки заусенца после горячей штамповки) выпускаются кривошипные прессы, составляющие подавляющую часть оборудования цехов листовой штамповки. В зависимости от числа ползунов кривошипные прессы могут быть: простого (один ползун), двойного (два ползуна), тройного (три ползуна) действия, по числу кривошипов, приводящих в действие ползун: однокривошипные, двухкривошипные, четырехкривошипные. Прессы (рис. 2.11) могут быть наклоняемыми (а) и ненаклоняемыми (б). На рисунке обозначены: 1 - стол, 2 - ползун, 3 - планка выталкивателя, 4 - наклоняемая часть. Наклон пресса при работе на штампе с выталкивателем позволяет удалить изделие из штампа в тару скольжением по наклонной плоскости под действием веса. Стол ненаклоняемых прессов может быть непередвижным и передвижным. Последний позволяет устанавливать на прессе штампы разной высоты без применения подкладных плит. У наклоняемых прессов столы непередвижные. У открытых прессов (рис 2.11, а) доступ в рабочую зону возможен с трех сторон (спереди, справа, слева), что создает удобства в эксплуатации. У закрытых прессов (рис. 2.17, б), обладающих повышенной жесткостью, доступ в рабочую зону возможен спереди и сзади, однако в боковых стойках часто выполняются окна 5 для работы с автоматической подачей ленты. У одностоечных прессов станина выполнена в виде единой стойки, у двустоечных (рис. 2.17, б) между стойками имеется пространство, через которое могут удаляться изделия и отходы.

Рис. 2.11. Кривошипные прессы для холодной штамповки
Однокривошипные прессы имеют усилие до 25 МН и применяются при штамповке некрупных деталей, когда не может возникнуть больших эксцентричных (по отношению к ползуну) нагрузок.
Двухкривошипные прессы простого действия - двустоечные. Они могут быть открытыми (усилием до 2,5 МН) и закрытыми (усилием до 40 МН), ненаклоняемыми и наклоняемыми, но всегда с непередвижным столом. Они применяются при штамповке средних по величине деталей для более равномерного распределения нагрузки во избежание возникновения больших опрокидывающих моментов. Четырехкривошипные прессы простого действия, ненаклоняемые, с непередвижным столом усилием до 63 МН применяются при штамповке крупногабаритных деталей.
Прессы закрытые двойного действия могут быть однокривошипными (с усилием главною ползуна до 6,3 МН, прижимного - до 4,0 МН), двухкривошипными (с усилием 6,3 МН и 6,3 МН соответственно) и четырехкривошипными (усилием 10/6,3 МН) и применяются для глубокой вытяжки с прижимом. При работе этих прессов (рис. 2.12) год действием кулачков 4 сначала опускается наружный ползун 3, обеспечивая прижим заготовки, а затем внутренний ползун 2 осуществляет вытяжку колпачка 1. Прижим препятствует обоснованию складок при вытяжке изделий с тонкими стенками под действием сжимающих тангенциальных (направленных по окружностям) напряжений.
Прессы тройного действия позволяют получать сложные детали, требующие обратной вытяжки.

Рис. 2.18. Схема пресса двойного действия
Автоматы листоштамповочные многопозиционные АА6124А ... АБ6140 (последний с номинальным усилием 10 МН) предназначены для последовательной многопереходной штамповки изделий из металлической рулонной ленты с автоматическим переносом штампуемой детали с позиции на позицию. Производительность их от 12 (для крупных автоматов) до 150 шт./мин (для мелких).
Автоматы листоштамповочные с нижним приводом АВ6224 ... АГ6230 (последний усилием 1 МН) производят многопереходную штамповку деталей в ленте с отделением готового изделия на последней позиции штамповки. Их производительность от 80 до 800 шт./мин. Автоматы этих двух типов кривошипные.
Прессы-автоматы гидравлические (тройного действия) для чистовой вырубки А6826А ... А6138А предназначены для изготовления деталей за один рабочий ход пресса с параметром шероховатости поверхности контура детали Rа = 1,25 и точностью размеров 7 - 11-го квалитетов. Обычная вырубка дает 10 - 13-й квалитет и Rz = 80.