

2.3. Ковка
Ковка – способ обработки металлов давлением, при котором инструмент оказывает на заготовку многократное прерывистое действие, в результате чего она, деформируясь, постепенно приобретает заданную форму и размеры. Ковкой получают изделия массой до 200 тонн из слитков или проката. Различают ковку в штампах и без применения штампов, так называемую свободную.
При свободной ковке (ручной или машинной) металл не ограничен совсем или ограничен с одной стороны. Свободная ковка на молотах и прессах позволяет получать заготовки простой формы массой от нескольких килограммов до сотен тонн из углеродистых и легированных сталей и специальных сплавов в единичном и мелкосерийном производстве. В качестве оборудования для ковки используются пневматические ковочные молоты, паровоздушные ковочные молоты, гидравлические ковочные прессы.
Пневматические ковочные молоты (рис. 2.3) приводятся в действие электродвигателем 13, соединенным муфтой 12 с редуктором 11, уменьшающим скорость вращения и увеличивающим вращающий момент на кривошипе 15, приводящем в движение шатун 14 и поршень 5 компрессорного цилиндра 9. При перемещении поршня 8 поочередно в верхней и нижней полостях компрессорного цилиндра 9 воздух сжимается до 0,2 - 0,3 МПа и при открывании с помощью педали золотников (кранов) 6 или 7 подается в рабочий цилиндр 5, поршень которого 4 на конце массивного штока несет верхний боек 3. В результате падающие части 3 и 4 перемещаются вниз вверх и наносят удары по заготовке, лежащей на нижнем бойке 2, закрепленном на массивном шаботе 1. Масса шабота ковочных молотов в 10 - 15 раз больше массы падающих частей. Чем больше масса шабота, тем выше КПД. Все части объединены в единое целое станиной 10. Молоты деформируют металл за счет энергии, накопленной падающими частями к моменту их соударения с заготовкой, пропорциональной массе падающих частей, которая и является энергетической характеристикой этих машин. Выпускаются с номинальной массой падающих частей от 1 до 5000 кг (модели МВ4127…М4140А). Область их применения – ковка мелких поковок (средняя масса фасонной поковки 20 кг).
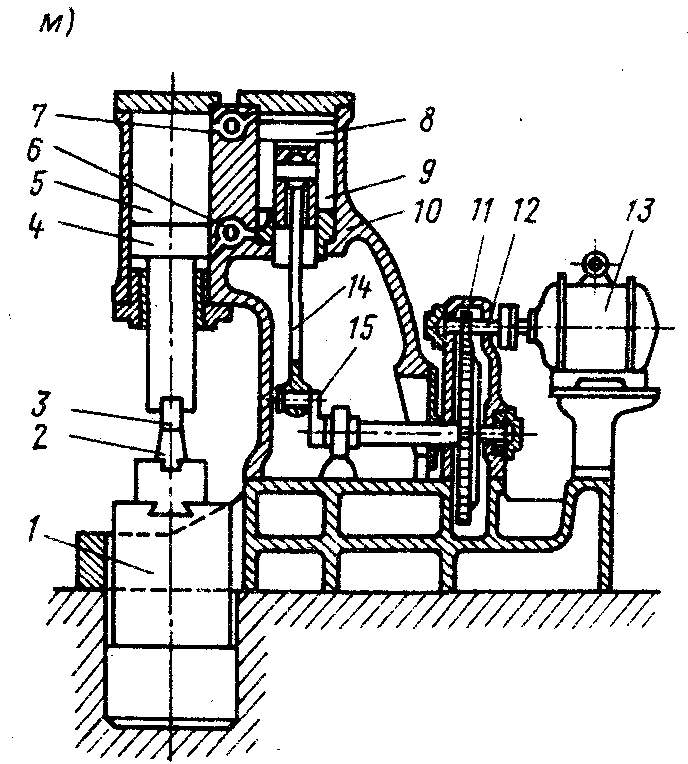
Рис. 2.3. Пневматический ковочный молот
Паровоздушные ковочные молоты по принципу действия похожи на пневматические, но приводятся в действие паром или подогретым сжатым воздухом давлением 0,7-0,9 МПа. Для их работы на заводе требуется наличие котельной или компрессорной. Делятся на арочные 1343А (рис.2.4), мостовые М1547 и одностоечные. Арочные и мостовые молоты имеют массу падающих частей от 1 до 8 тонн.
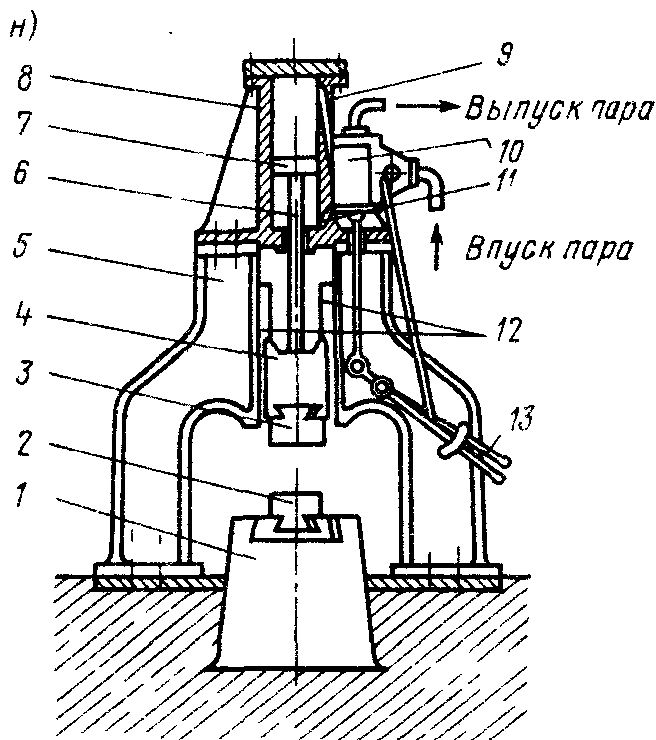
Рис. 2.4. Арочный паровоздушный ковочный молот
Гидравлические ковочные прессы (рис.2.5) являются машинами статического действия, они характеризуются величиной развиваемого усилия. Усилие создается с помощью водной эмульсии или минерального масла, подаваемых в рабочий цилиндр 6 под давлением 20-30 МПа. Плунжер 5 передает усилие подвижной поперечине 4, несущей верхний боек 2 и перемещающейся по колоннам 3. Нижний боек 1 устанавливается на нижней неподвижной поперечине 12, которая колоннами 3 соединена с верхней неподвижной поперечиной 10, несущей рабочий цилиндр. Подъем подвижной поперечины вверх осуществляется подачей рабочей жидкости в возвратные цилиндры 9, плунжеры 8 которых посредством верхней поперечины 7 и тяг 11 поднимают подвижную поперечину. Выпускают прессы усилием от 5 до 125 МН. Область применения – изготовление крупных поковок из слитков до 400 тонн. Пример маркировки ПБ1341.

Рис. 2.5. Гидравлический ковочный пресс
При ковке в штампах металл ограничен со всех сторон стенками рабочей полости штампа и при деформации приобретает форму, соответствующую этой полости. Способ применяется в массовом и крупносерийном производствах.
Основные средства автоматизации ковки: ковочные краны, ковочные манипуляторы, столы подъемно-поворотные.
Ковочные мостовые краны имеют две тележки: главная предназначена для манипулирования изделием (подача слитка под пресс, кантование его в процессе ковки); вспомогательная - для переноса инструмента и поддержки концов заготовки в процессе ковки. Ковочные поворотные краны применяют для обслуживания молотов с массой падающих частей 0,5 т и выше: для загрузки печей, подачи заготовок от печи к молоту, манипулирования заготовкой в процессе ковки, удаления поковки от молота. Для передачи заготовок и поковок применяют разнообразные склизы и конвейеры. Посадочные машины подают заготовки к печи, загружают их в печь, выдают их из печи к прессу.
Ковочные манипуляторы зажимают заготовку клещами, перемещают ее, вращают в горизонтальной плоскости (кантуют) и поднимают ее. Манипуляторы для инструмента подносят и удерживают инструменты в процессе ковки.
Столы подъемно-поворотные применяют для обеспечения захвата и перехвата заготовки манипулятором. Из печи заготовки укладывают на стол, находящийся на уровне пола. После подъема стола заготовка может быть захвачена манипулятором. Для перехвата заготовки манипулятор кладет ее на стол, который поворачивают на 180 °, после чего манипулятор берет заготовку за другой конец.