

Рекомендована література
Фещенко В.Н., Махмутов Р.Х. Токарная обработка. 6-е изд. М.: Высш. школа, 2005.- 303 с.
http://www.twirpx.com/file/36953/
Схиртладзе А.Г. Станочник широкого профиля. М.: Высш. школа,1989.- 464 с.
http://www.twirpx.com/file/347269/
3. Голофтеев С.А. Лабораторный практикум по курсу Металлорежущие станки: Учеб. пособие. – М.: Высш. шк., 1991. – 240 с., ил;
Руководство к лабораторным работам по курсу Металлорежущие станки. Под ред. Петрухи П.Г. Учеб. пособие для втузов. – М.: Высш. шк., 1973. – 152 с., ил;
http://www.twirpx.com/file/472818/
5. Киреев Г.И., Кирилин Ю.В. Сборник лабораторных работ. Часть 1. Сборник лабораторных работ для студентов специальности 1201 всех форм обучения: - В 2 ч. ч.1 / Сост. Г. И. Киреев, Ю. В. Кирилин. - Ульяновск, 2003. - 46 с.
http://www.twirpx.com/file/84696/
6. Кучер А.М. Металлорежущие станки (альбом общих видов, кинематических схем и узлов), М. : Машиностроение, 1972. - 307 с.
http://www.twirpx.com/file/7333/
7.Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, М.: «Высш. школа», 1972. - 304 с.
http://www.twirpx.com/file/40907/
2 Лабораторна робота № 2 паспортизація горизонтально-фрезерного верстата
Мета роботи: ознайомитись з технічними характеристиками та технологічними можливостями горизонтально-фрезерного верстата, вивчити його конструкцію, здобути навички визначення паспортних даних верстата.
2.1 Конструкція горизонтально-фрезерного верстата
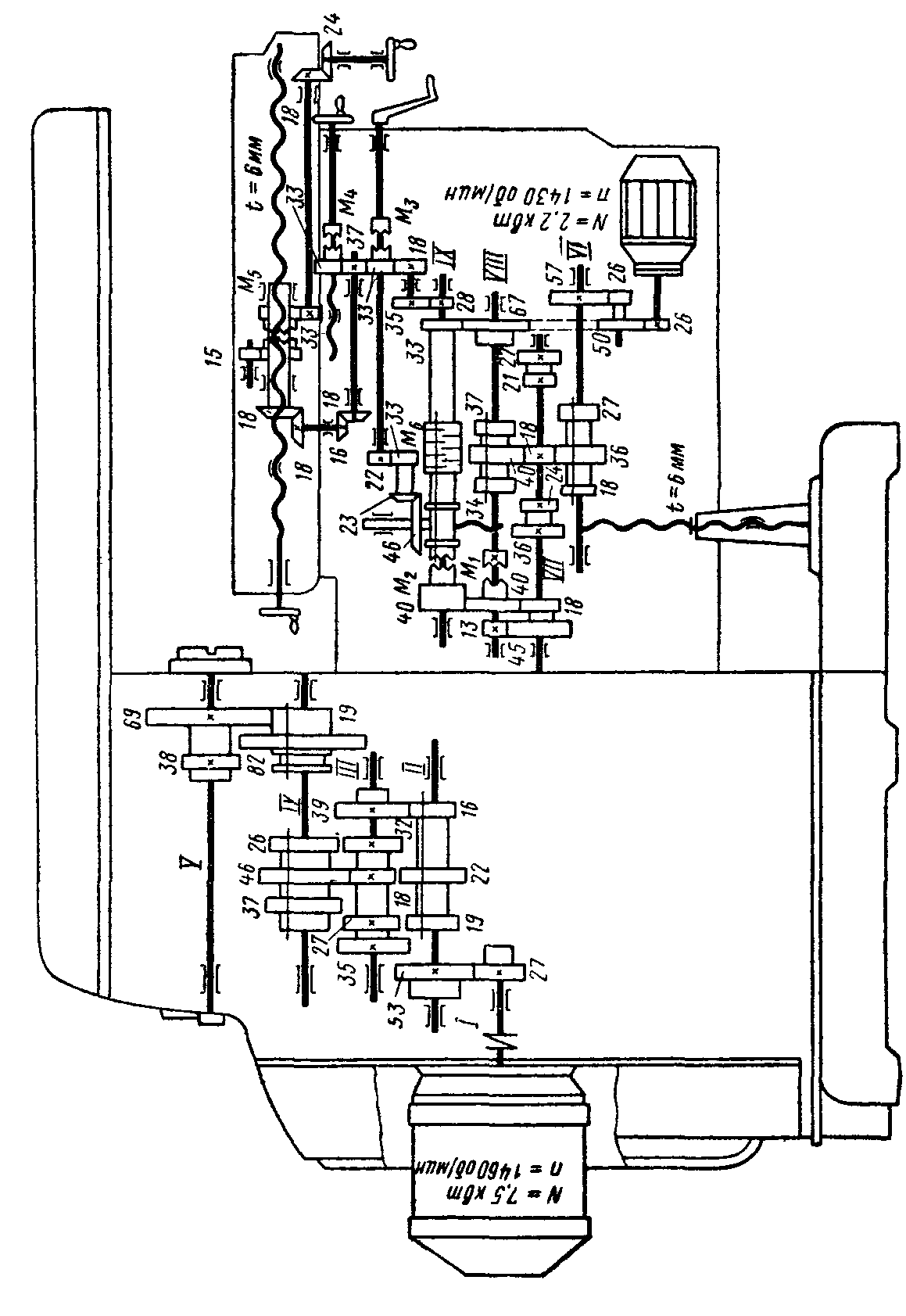
Горизонтально-фрезерні верстати характеризуються горизонтальним розташуванням шпинделя. Загальний вигляд верстата наведено на рисунку 2.1 , а кінематична схема - на рисунку 2.2.
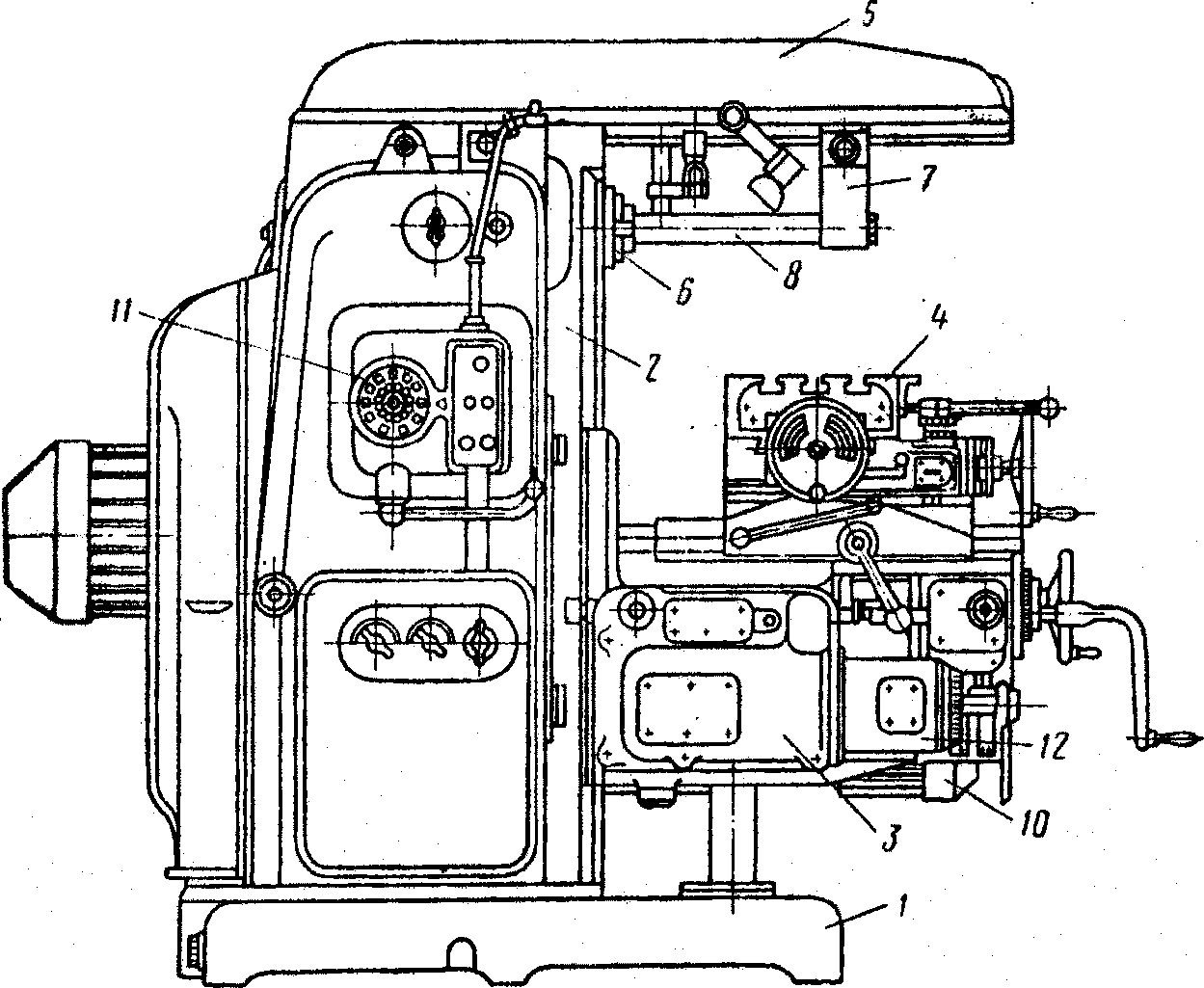
1 - фундаментна плита; 2 - станина; З - консоль; 4 - стіл; 5 - хобот;
6 - шпиндель; 7 - підвіска; 8 - оправка для закріплення фрези;
9 - електродвигун головного руху; 10 - електродвигун руху подач;
11 - коробка швидкостей; 12 - коробка подач.
Рисунок 2.1- Загальний вигляд верстата 6Н82
|
Рисунок 2.2 – Кінематична схема універсального горизонтально-фрезерного верстата |
На фундаментній плиті 1 встановлена станина 2, усередині якої розміщений механізм головного руху з урухомником від електродвигуна і коробка швидкостей 11. На вертикальних напрямних станини змонтована консоль 3, яка може переміщатися вертикально по напрямним станини. На горизонтальних напрямних консолі встановлені поперечні санчата, на них - поворотна плита, а на напрямних останньої — поздовжній (робочий) стіл 4. Таким чином, деталь, що встановлена на столі, в лещатах або в пристрої, може одержати подачу в трьох напрямах. Наявність поворотної плити дозволяє повертати робочий стіл в горизонтальній площині і встановлювати його на необхідний кут. Деякі горизонтально-фрезерні верстати не мають поворотної плити. Такі верстати називають простими, на відміну від універсальних. Урухомник подач столу від окремого електродвигуна і коробка подач 12 розміщені усередині консолі 3.
При встановлення циліндричних, дискових фрез та комплектів з декількох фрез застосовують оправку 8, яку закріплюють для забезпечення жорсткості у сергу 7, яка встановлена на напрямних хобота. Хобот знаходиться у крайньому правому положенні.
Основні вузли станка також показані на рисунку 2.3.
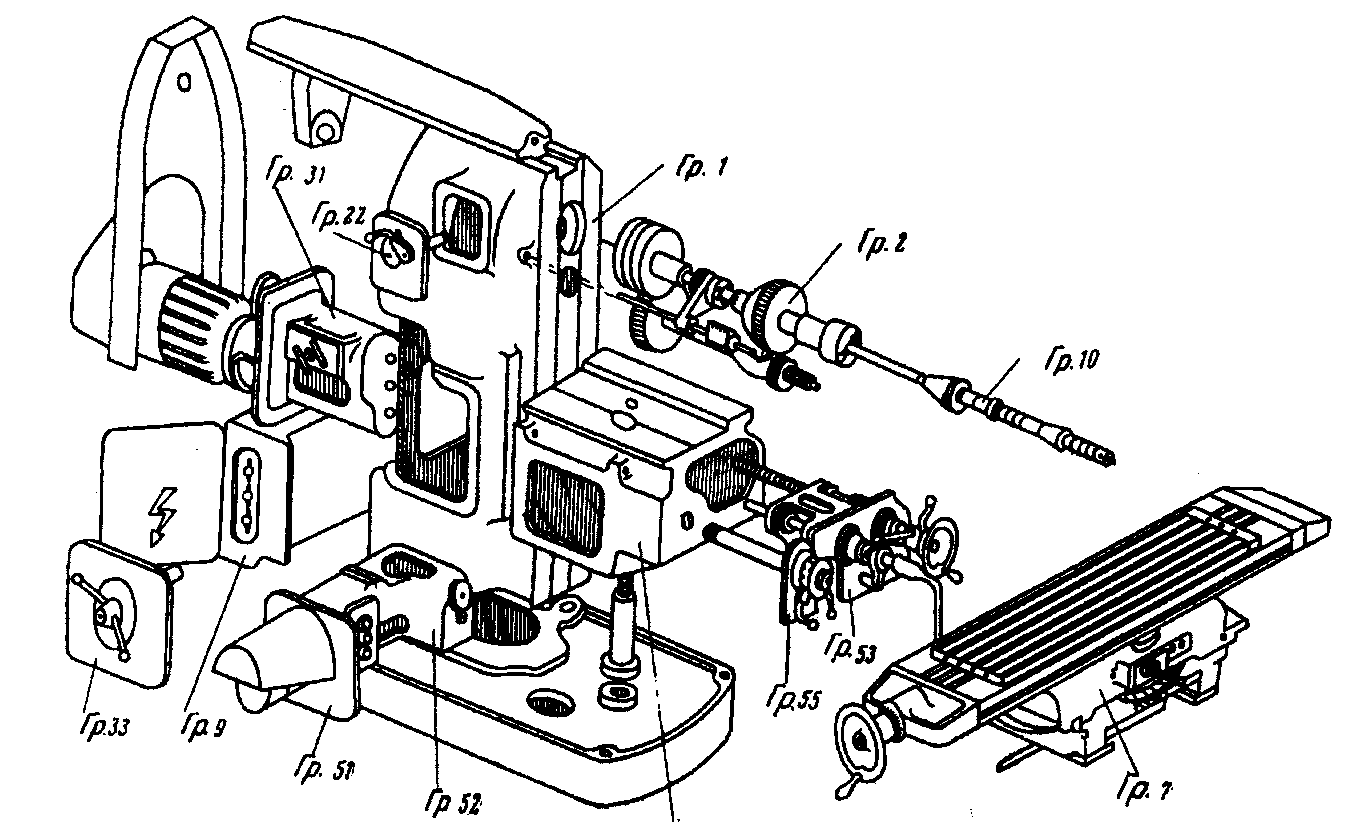
Гр№1 - станина; Гр№2 - привод;Гр№22 - перемикання перебору. Гр№31 - коробка швидкостей; Гр№33 - перемикання коробки швидкостей; Гр№51 - коробка подач; Гр№52 - редуктор механізму подач; Гр№53 - коробка реверсу; Гр№55 - перемикання коробки подач;Гр№6 - консоль;Гр№7 - стіл.
Рисунок 2.3 - Основні вузли та деталі верстата
Універсальні ділильні головки (рис. 2.4) призначені для періодичного повороту оброблюваної заготованки навкруги осі (розподіл) і для безперервного її обертання, злагодженого з поздовжньою подачею столу при нарізуванні гвинтових канавок. Універсальна ділильна головка встановлюється на столі верстата. Урухомлення ділильної головки здійснюється від вихідного кінця валу, який з’єднують з ходовим гвинтом.
Схема обробки деталі з використанням ділильної головки наступна. Заготованка (наприклад, зубчасте колесо) встановлена на оправці в центрах шпинделя ділильної головки 1 і задньої бабки 10.

1 – диск безпосереднього поділу; 2 - шпиндель; 3 - поводок (або самоцентруючий патрон); 4 - обертова частина; 5 - корпус; 6 - ділильний диск (лімб); 7 - штифт; 8 - рукоятка; 9 - валик; 10 - задня бабка ділильної головки
Рисунок 2.4 - Універсальна ділильна головка
Модульна дискова фреза отримує обертання, а робочий стіл — поздовжню подачу, внаслідок чого буде оброблена впадина між двома сусідніми зубами. Повернувши стіл в початкове положення, заготованку повертають на кут, відповідний кроку зубчастого колеса. Так продовжують роботу до тих пір. поки не будуть профрезеровані всі впадини
Поворот заготованки і її фіксація здійснюються ділильною головкою Усередині корпусу головки змонтований шпиндель 2, який періодично повертають, обертаючи рукоятку 7. Положення рукоятки фіксується ділильним диском (лімбом) 6 з рядами отворів, рівномірно розташованих по концентричних колах. В будь-який з цих отворів може заходити пружинний фіксатор рукоятки. До головки іноді додається декілька дисків з різною кількістю рядів і отворами до кожного ряду.