

4.3 Основное оборудование
Основа крана мост 4 с механизмом передвижения 6, ходовыми колесами 3 и кабиной 1. Мост перемещается вдоль отделения по подкрановым рельсам 2, укрепленным на несущих колоннах здания. По мосту передвигается тележка 5, на которой размещен механизм подъема с крюком 7.
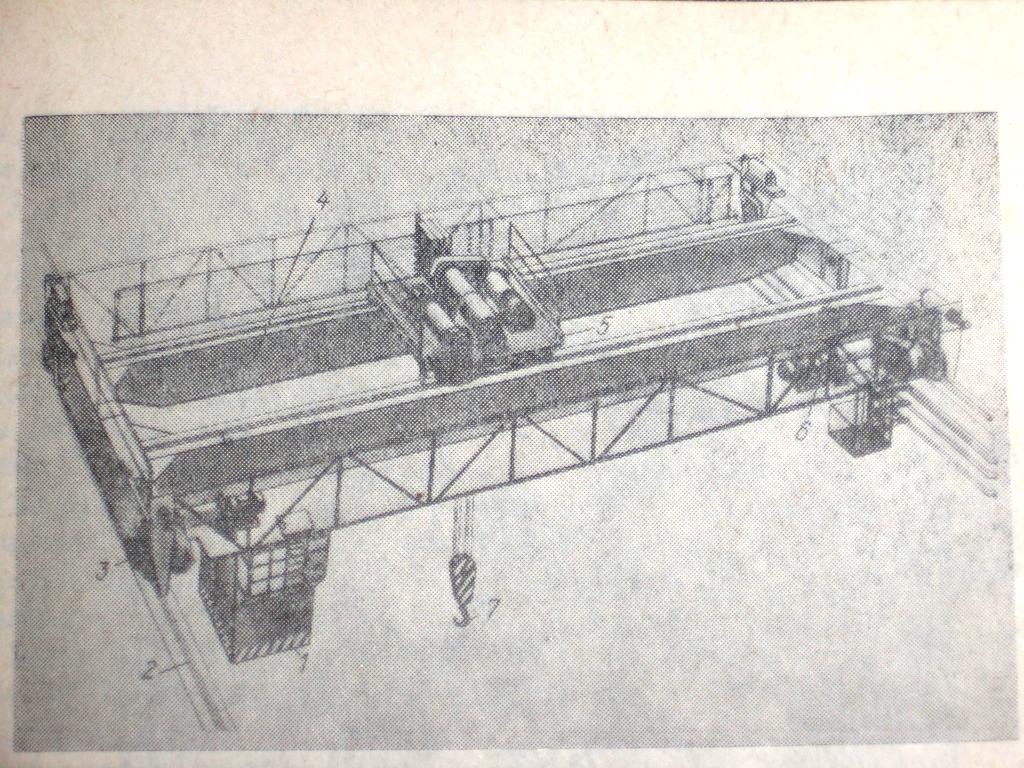
Рисунок 4.8 - Мостовой электрический кран общего назначения
Грейфер – это грузозахватное устройство для разгрузки и погрузки материалов с размером кусков не более 300 мм. Применяют несъемные двухчелюстные двухканатные грейферы и съемные, т. е. периодически навешиваемые на крюки крана – одноканатные, и реже механизмом смыкания челюстей (электродвигатель, гидроцилиндр, пневмоцилиндр). Иногда применяют многочелюстные грейферы типа «Полип», например, для погрузки металлической стружки.
Канатом 5 поднимается траверса 2 и закрывание челюстей (захват груза); при движении каната 5 вниз траверса 2 под действием собственного веса опускается и челюсти раскрываются.

Рисунок 4.9 – Грейфер двухчелюстный двухконтактный (а) и многочелюстный (б)
Вместимость грейферов составляет 0,4–8 м3; в шихтовых отделениях применяют грейферы вместимостью 1,75 и 3 м3.
Электромагнит используют для перегрузки стального лома, чушкового чугуна и ферросплавов, обладающих магнитными свойствами.

Рисунок 4.10 – Электромагнит
Проушина 5 для подвески электромагнита к крюку крана. Корпус 1 магнита из динамной стали имеет круглую и реже прямоугольную форму, в нем размещены катушки 3, питаемые постоянным током от кабеля, подсоединяемого к розетке 2; снизу катушки защищены плитой 4 из немагнитной стали. При подаче тока в катушки происходит притягивание груза к плите 4; при выключении постоянного тока груз освобождается. Применяют электромагниты диаметром 1150, 1650, 2100 мм.
Ленточные конвейеры подразделяют на стационарные или специальные , передвижные и переносные (длиной менее 5 м), горизонтальные, наклонные и ломаные. Стационарный ленточный конвейер состоит из ленты 6, приводного устройства или станции б; натяжного устройства или станции, рамы 14, на которой смонтированы опорные 8 и направляющие 12 ролики, а также ролики 13, поддерживающие холостую ветвь ленты. Роликовые опоры рабочей ветви ленты состоят из отдельных горизонтально расположенных роликов (тогда лента плоская) или же из групп роликов в сборе 8, придающих ленте желобообразную форму..
Приводная станция имеет электродвигатель 1, соединенный муфтой 2 с редуктором 3, от которого крутящий момент через муфту 4 передается барабану 5, приводящему в движение ленту 6.
Рисунок 4.11 - Стационарный ленточный конвейер
Натяжное устройство для натяжения ленты бывают трех типов: винтовые, грузовые и грузотележечные. На конвейерах длиной <60 м используют винтовые натяжные устройства: натяжной барабан 7, вал которого установлен в опорных подшипниках 10; последние можно перемещать вдоль рамы 11 винтами 9. В случае удлинения или укорачивания ленты 6 вращают винт 9, перемещая натяжной барабан до получения требуемого натяжения ленты.
Грузо-тележечные и грузовые натяжные устройства применяют в конвейерах длиной >60 м. В устройстве первого типа огибаемый лентой 6 натяжной барабан 5 установлен на тележке 4, которая при изменении натяжения ленты передвигается под воздействием груза 1, передаваемого канатом 3 через блоки 2.
Грузовое вертикальное натяжное устройство устанавливают на нерабочей ветви ленты; оно состоит из двух отклоняющих барабанов 7 и натяжного барабана 8, который перемещается в вертикальном направлении под воздействием массы груза 9.
а – грузо-тележечное; б – грузовое
Рисунок 4.12 - Схема натяжных устройств ленточных конвейеров
Выпускают резинотканевые и более прочные резинотросовые ленты шириной 0,4– 2 м. до 3 м. Скорость движения ленты 1– 2 м/с.
Пластинчатые конвейеры - лента выполнена в виде двух параллельных пластинчатых цепей с закрепленными между ними стальными пластинами, образующими настил ленты, их применяют для крупнокусковых, горячих и грузов с повышенными абразивными свойствами.
Сбрасывающие тележки барабанного типа для разгрузки материалов с конвейерной ленты в любом месте по ее длине.
Рисунок 4.13 - Сбрасывающая барабанная тележка
Тележка состоит из рамы 9, которая с помощью привода 5, холостых 11 и приводных 7 колес перемещается по рельсам 12, уложенным вдоль движущейся по роликоопорам 13 конвейерной ленты 2 с насыпным грузом 14. Движущаяся лента набегает на желобчатую роликоопору 15 тележки и затем огибает барабаны 3 и 8. При огибании барабана 3 с ленты ссыпается материал в воронку 4 и затем выгружается по рукавам 1 и 6. Воронка может быть двухрукавной с выгрузкой материала по обе стороны лепты, однорукавной с выгрузкой по одну сторону и трехрукавной, когда материал с помощью поворотных заслонок направляют либо в два боковых рукава, либо в центральный рукав и из него вновь на ленту перед тележкой; в последнем случае материал разгружается через приводной барабан ленты (в конце конвейера). Разгрузку ведут при неподвижном положении тележки или в процессе ее передвижения; в первом случае тележку закрепляют тормозным устройством 10.
Реверсивные конвейеры для распределения доставляемых конвейером материалов по бункерам.
Рисунок 4.14 - Схема разгрузки материала в бункеры с помощью передвижного реверсивного конвейера
С конвейера 1 материал разгружают через воронку 2 на реверсивный конвейер на раме 6, которая перемещается по направляющим 7, привод конвейера 3 позволяет изменять направление движения ленты. При движении груженой ветви реверсивного конвейера в направлении стрелки А материал разгружается через барабан 9 в один из бункеров 8; при движении по стрелке Б–через барабан 4 в один из бункеров 5. Установку конца реверсивного конвейера над нужным бункером обеспечивают передвижением рамы 6 конвейера.
Элеваторы- предназначены для вертикального перемещения насыпных грузов. В линиях шихтоподачи используют ковшовые элеваторы (рис. 4.15).

Рисунок 4.15 - Ковшовый элеватор
Тяговый элемент 2 (ленту или цепь) с ковшами 1. Лента огибает верхний приводной и нижний натяжной 3 барабаны или звездочки. В нижней части элеватора расположено винтовое или пружинно-винтовое натяжное устройство 4. Элеватор заключен в металлический кожух 6. Материал подают в загрузочный патрубок и ковшами поднимается вверх и выдается через разгрузочный патрубок 8. Высота элеваторов достигает 50 м, производительность 70 т/ч; скорость движения ленты - 0,4–2,0 м/с, размеры ковшей нормализованы.