

9 Расточка кронштейнов и мортир, монтаж гребных валов.
Монтаж валопроводов, как правило, стремятся выполнять от установленных на фундаментах главных механизмов; первые работы по монтажу валопроводов заключаются в подготовке к установке гребных валов при следующем состоянии судна:
а) основные сборочные и сварочные работы по корпусу до верхней палубы должны быть закончены;
б) главные механизмы сцентрованы по оси валопровода и закреплены на фундаментах на клиньях первой очереди (не менее 1/3 всего количества клиньев) с установкой 4—6 болтов;
в) зафиксировано положение корпуса судна по реперам; последующее изменение положения корпуса судна не должно превышать 3 мм;
г) кормовой подзор судна освобожден от клеток и упоров.
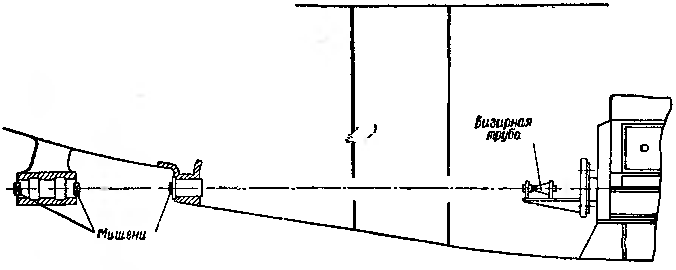
Рис. 15 - Схема пробивки оси валопровода при помощи визирной трубы.
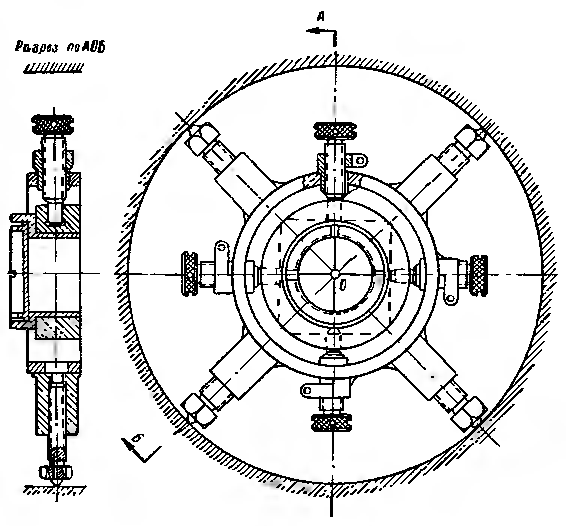
Рис. 16 - Приспособление для установки мишени.
При этом состоянии судна выполняют пробивку оси валопровода (см. рис. 15) по продолжению оси вала главного механизма при помощи визирной трубы, закрепленной на кормовом торце его вала. Затем на торцах кронштейнов и мортир закрепляют приспособления (см. рис. 16), при помощи которых мишени перемещаются до совмещения перекрестий сетки визирной трубы с центром мишени. При помощи циркуля, ножка которого упирается в центральное отверстие мишени, расположенное выше горизонтального штриха перекрестия на величину половины водяного зазора во втулке, наносят контрольные окружности на торцы растачиваемой конструкции. Разметку подрезки торцов кронштейнов по длине валопровода осуществляют от торцовой плоскости фланца вала главного механизма, причем длину валопровода измеряют при помощи рейки-растяжки, на которую наносят длину промежуточных валов.
Для расточки применяют специальные станки, закрепляемые непосредственно на растачиваемой конструкции, но не на грунте стапеля, чтобы температурные деформации корпуса судна не препятствовали производству расточных работ. При больших расстояниях между кронштейном, мортирой и наварышем под дейдвудный сальник, который дополнительно протачивается также с торцовой поверхности, используют два станка, работающих независимо.
Станки оборудованы центральной и (переносной кнопочной станцией для управления станком непосредственно у рабочего места.
Центровку борштанг выполняют по контрольным окружностям, нанесенным на торцах растачиваемых конструкций. Расточку ведут резцами с пластинками из твердых сплавов. Отклонения от контрольных окружностей допускаются не более 0,2— 0,3 мм.
Особое внимание при расточных работах обращают на точность установки станка и малую глубину резания. Перед снятием чистовой стружки, что повышает точность расточки. Последнюю стружку необходимо снимать в направлении запрессовки втулок, чтобы избежать обратной конусности, затрудняющей запрессовку. Завершив расточные работы, с расточенных отверстий снимают штихмасы, по которым обтачиваются дейдвудные трубы или втулки кронштейнов и мортир.1
Требования к точности расточки и обработке дейдвудных труб и втулок определяются нормалью судостроительной промышленности ОН9-213—60, согласно которой обеспечивается посадка после запрессовки А3/С3.
Запрессовку дейдвудной трубы и втулок осуществляют резьбовыми тягами большой длины или гидравлическими домкратами. После запрессовки и крепления на шпильках дейдвудных труб или втулок приступают к установке гребных валов. Гребные валы заводят на место на тележках, перемещающихся по рельсам, уложенным на деревянных клетках, но при постройке серии судов целесообразно изготовлять специальные стальные эстакады. Эти эстакады (см. рис. 17) используются также при заводке на место борштанг расточных станков. Ее применение сокращает расход лесоматериалов и уменьшает трудоемкость подготовительных работ.
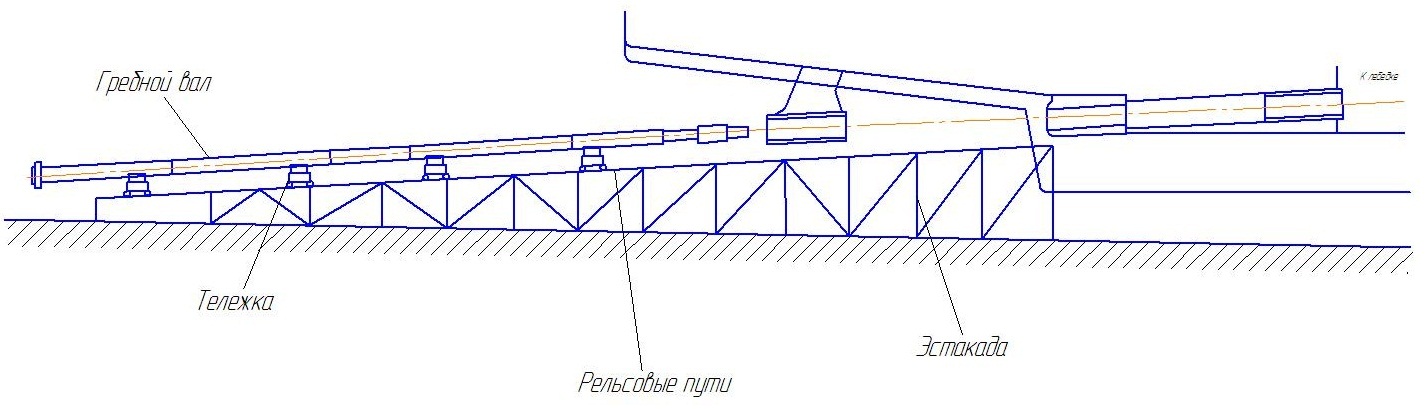
Рис. 17 - Эстакада для заводки расточной борштанги.
Установка гребных валов контролируется по величине водяных зазоров между вкладышами втулок и облицовками шеек гребных валов, при этом величина зазоров должна находиться в пределах, указанных в табл. 13.
Таблица №13 - Норма зазоров во втулках.
Наружный диаметр гребного вала, мм |
Допустимые зазоры в нижней части втулки, мм |
Наружный диаметр гребного вала, мм |
Допустимые зазоры в нижней частя втулки, мм |
||
в опоре у гребного винта |
в стальных опорах вала |
в опоре у гребного винта |
в остальных опорах вала |
||
Менее 120 |
0,32 |
0,22 |
261-310 |
0,52 |
0,36 |
121—160 |
0,36 |
0,24 |
311-360 |
0,56 |
0,40 |
151—180 |
0,40 |
0,26 |
361—400 |
0,62 |
0,44 |
181—220 |
0,44 |
0,29 |
Более 400 |
0,68 |
0,48 |
221—260 |
0,48 |
0,32 |
|
|
|
На установленном гребном валу закрепляется гребной винт, причем конусное отверстие в нем предварительно пригоняется по калибру в цехе, так же как и поверхность конуса на гребном валу, что исключает пригонку сопряжения винта и вала при монтаже. Гребной винт подают к месту краном или на специальной тележке с приспособлением для регулировки положения винта по высоте и в боковом направлении. При насадке гребного винта на вал поверхности смазывают графитом с синькой (ультрамарином), разведенным на масле, а пустоты заполняют салом. Закрепление винта производится затяжкой гайки специальным ключом «звездочкой», к концу рукоятки которого прикладывается усилие заданной величины. Затяжку гайки проверяют ударами по ключу кувалдой, которая при плотном прилегании ступицы винта к конусу вала отскакивает, и лопасти винта издают чистый звук без дребезжания.
Такой способ несовершенен и не гарантирует насадки винта с необходимым натягом. В одних случаях винты насажены с недостаточным натягом, а в других он чрезмерен. В связи с этим разработана и применяется насадка винтов, закрепляемых на валах на шпонке, гидропрессовым способом. При этом способе (см. рис. 18) в поверхность сопряжения винта 3 и вала 4 от ручного насоса через отверстия 5 и распределительные канавки 6 под высоким давлением подается масло, что создает масляную пленку между валом и винтом. При одновременной подаче масла в поверхность сопряжения и кольцевой домкрат 2, закрепленный на валу гайкой 1, винт перемещается по конусу вала в осевом направлении, что создает натяг и силу трения для удержания винта на валу без нагружения шпонки.
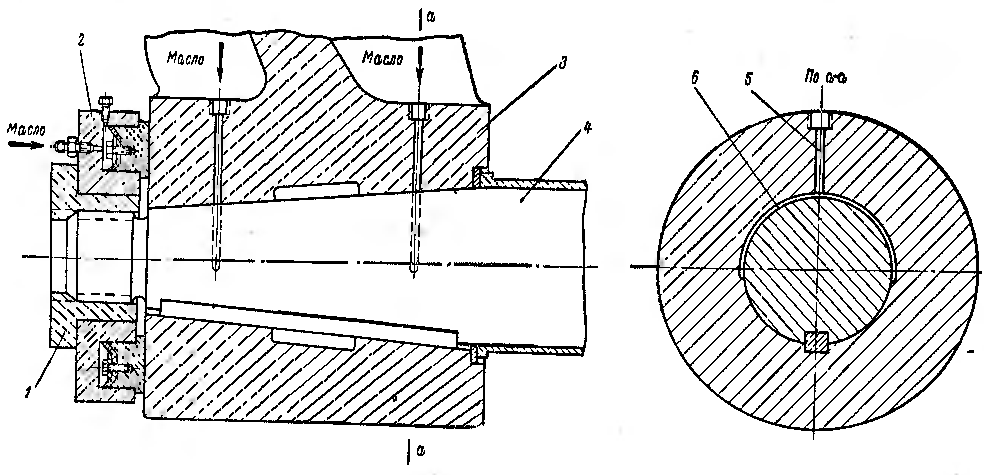
Рис. 18 - Насадка гребного винта гидропрессовым способом.
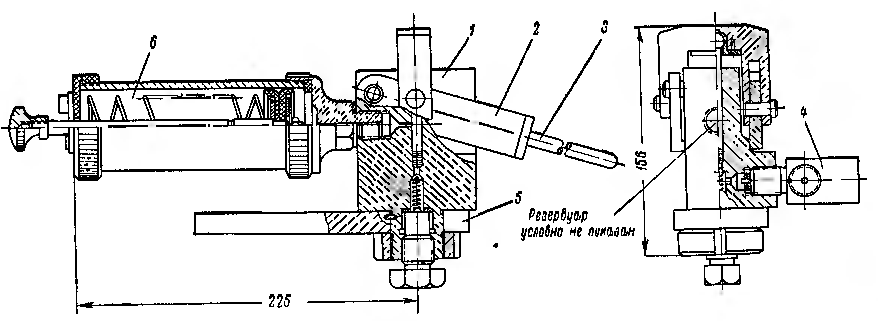
Рис. 19 - Ручной насос высокого давления.
Ручной насос (см. рис. 19), используемый при насадке винта, состоит из корпуса 1, в котором при помощи плунжера 2, движущегося от рукоятки 3, масло перекачивается из резервуара 6 в трубопровод через четверник 4. Насос закрепляется в рабочем положении кронштейном 5. Насосы рассчитаны на рабочее давление до 1500 кг/см2. Чтобы снять винт, достаточно подать масло на поверхность сопряжения винта и вала, и винт сойдет с конуса без создания дополнительного усилия при помощи специального приспособления или устройства. Возможность снять винт высоким давлением масла особенно важна при судоремонте, когда эта операция затруднена вследствие коррожения.
В настоящее время на ряде судов закрепление гребных винтов осуществлено гидропрессовым способом без шпонки, что упростило конструкцию и повысило ее прочность, поскольку в этом случае не ослабляется конусная часть гребного вала в местах шпоночного паза. При бесшпоночной насадке винт удерживается на конусной части вала только за счет силы трения; запас прочности при этом должен находиться в пределах 6-8.