

Получистовое обтачивание
чистовое обтачивание
 )
)

Для оценки возможности применения намеченной последовательности обработки поверхности 1 определим величину уточнения выбранного маршрута обработки поверхности:

Сравнение
 (14,39 > 11,5) показывает, что намеченный
маршрут обработки поверхности 1
обеспечивает достижение заданных
на нее конструктором показателей
точности.
(14,39 > 11,5) показывает, что намеченный
маршрут обработки поверхности 1
обеспечивает достижение заданных
на нее конструктором показателей
точности.
Для поверхности 4 можно предложить следующую последовательность обработки:
черновое обтачивание

получистовое обтачивание

чистовое обтачивание

тонкое обтачивание


Для
обработки поверхности 6 достаточно
однократной обработки в условиях одной
технологической системы путем чернового
торцевого точения
 1,15.
1,15.
7.2. Достижение показателей точности взаимного расположения поверхностей, выбор технологических баз и обоснование плана изготовления детали
На данном этапе необходимо, исходя из показателей точности, определяющих взаимное расположение поверхностей детали, наметить пути их технологического обеспечения и на этой основе определить последовательность обработки поверхностей детали, называемую планом изготовления детали. К этим показателям точности детали относятся расстояние между двумя поверхностями и поворот одной поверхности относительно другой (угловой размер). Технологическим комплексом (ТК) называется совокупность поверхностей, на которые чертежом установлены жесткие допуски на взаимное расположение или на координатную связь. При этом одна из связанных между собой размерами поверхностей использована конструктором в качестве конструкторской размерной базы. Под конструкторской размерной базой (КРБ) понимают поверхность, ее ось или точку, относительно которой определено положение на детали другой поверхности.
Для обеспечения этих показателей точности в технологическом процессе изготовления детали применяются два способа:
копирование на детали соответствующего размера инструмента, комплекта инструмента или станка;
соответствующий выбор технологических баз, связанных при обработке размерами взаимного расположения поверхностей.
При первом способе точность взаимного расположения двух поверхностей решается до начала их обработки на стадии создания этого (или этих) размера в инструменте при его изготовлении, в комплекте инструментов многоинструментальной наладки или в технологическом оборудовании при настройке и определяется последующим его переносом (копированием) на деталь во время обработки связанных между собой поверхностей (рис. 10). Однако в силу различных причин конструктивного, технологического и экономического характера применение этого способа ограничено, а иногда и невозможно.


Рис. 10. Схемы получения копированием размеров взаимного расположения поверхностей деталей
Более широко в технологии изготовления деталей применяется способ, основанный на выборе технологических баз. Под технологической базой (ТБ) понимают поверхность, ось или точку, посредством которой устанавливается деталь в процессе обработки и определяется положение детали относительно инструмента. При выборе технологических баз технолог должен руководствоваться двумя основополагающими принципами построения технологических процессов изготовления деталей:
принципом совмещения баз;
принципом единства технологических баз.
Суть принципа совмещения баз заключается в том, что для достижения наиболее высокой точности конструкторских размеров расположения поверхностей следует в качестве технологических баз для каждой из них использовать конструкторско-размерную базу. Технико-экономическую эффективность принципа совмещения баз проиллюстрируем на примере получения при обработке корпуса (рис. 11, а) заданного конструктором размера К, описывающего положение оси отверстия относительно плоскости основания лапок.
Связанные размером К поверхности обрабатываются в двух технологических системах: фрезерной, схема которой показана на рис. 11, б, и расточной, возможные варианты которой даны на рис. 11, в, г. Требуемые показатели точности отверстия (диаметр, шероховатость) обеспечиваются выбранным методом обработки, например, чистовым растачиванием; условия достижения этих показателей и результат одинаковы в обоих вариантах выполнения расточной операции. Различие в вариантах заключается в используемых в каждом случае технологических баз: в варианте на рис. 11, в в качестве ТБ технолог использует конструкторскую размерную базу – плоскость основания лапок, а в варианте на рис. 11, г – верхнюю плоскость корпуса, т. е. поверхность, отличную от КРБ, не совпадающую с ней. Появление в ТП обработки детали первого или второго вариантов расточной операции определяется выбором технологом разных схем базирования заготовки для обработки отверстия. Другими словами, технолог выбором технологической базы для обработки отверстия сам себя может поставить в одну из двух ситуаций, и эти ситуации различаются по признаку совпадения для обрабатываемой поверхности технологической базы с конструкторской размерной базой. Покажем, что различие в организации одной и той же операции приводит к существенным последствиям для достижимой точности заданного конструктором размера К.

Рис. 11. Варианты достижения точности конструкторского размера К при различных схемах базирования корпуса на операции растачивания отверстия
В первом варианте (при совмещении ТБ с КРБ) конструкторский размер К’ получается равным технологическому размеру расточной операции Тр. Под технологическим размером понимают размер, определяющий во время обработки детали положение обрабатываемой поверхности относительно используемой технологической базы. Величина и погрешность такого размера определяются только используемой для обработки ТС и условиями ее работы. Технологический размер, получаемый на данной операции (переходе), и его погрешность не зависят от предшествующей или последующей обработок, можно считать, что он формируется как замыкающее звено некоторой размерной цепи технологической системы, составляющими звеньями которой являются ее внутренние размеры. Эта цепь условно показана некоторой дугой, а размер Т является хордой этой дуги. Таким образом, при совмещении ТБ с КРБ:
 и
и
 .
(6)
.
(6)
В рассматриваемом на рис. 11, в примере
 (7)
(7)
где Тр – технологический размер на операции растачивания отверстия;
 Тр
=
Тр
=
 – погрешность технологического размера,
равная погрешности ТС расточного станка.
– погрешность технологического размера,
равная погрешности ТС расточного станка.
Для обеспечения заданной точности размера К на операции растачивания необходимо обеспечить выполнение условия (1):
 (8)
(8)
Во втором варианте (при несовмещении ТБ с КРБ, как на рис. 11, г) после растачивания отверстия детали также образуется размер К, однако его величина формируется уже как замыкающее звено П0 некоторой внешней по отношению к ТС расточного станка размерной цепи П. Технологический размер Тр = П1 в этом случае отличается от К и, оставаясь замыкающим для внутренней размерной цепи ТС расточного станка, теперь уже входит первым составляющим звеном в размерную цепь П. Вторым составляющим звеном цепи П, как это видно из рис. 11, г, является размер П2 между выбранной ТБ (верхней плоскостью корпуса) и КРБ (плоскостью основания лапок). В соответствии с теорией размерных цепей погрешность конструкторского размера К в этом случае равна:
 (9)
(9)
Размер П2 получен на детали ранее, при выполнении фрезерной операции (см. рис. 11, б) и являлся технологическим размером для этой операции, т.е.:
 .
(10)
.
(10)
С учетом (9) достигаемая во втором варианте точность конструкторского размера определяется погрешностью
 (11)
(11)
равной
сумме погрешностей ТС, используемых на
двух операциях: фрезерной
 и расточной
и расточной
 .
.
Сопоставление
результатов двух вариантов (см. (7) и (9))
показывает, что достижимая точность
размера
 во втором варианте при прочих равных
условиях выполнения операций фрезерования
и растачивания (за исключением
различия в схеме базирования на расточной
операции) во втором варианте значительно,
по крайней мере, на порядок, ниже, чем в
первом. Это означает, что для достижения
заданной конструктором точности размера
во втором варианте необходимо будет
назначить особые, более жесткие допуски
на технологические размеры обеих
операций, отвечающие уравнению (9),
записанному в полях допусков, т. е.
во втором варианте при прочих равных
условиях выполнения операций фрезерования
и растачивания (за исключением
различия в схеме базирования на расточной
операции) во втором варианте значительно,
по крайней мере, на порядок, ниже, чем в
первом. Это означает, что для достижения
заданной конструктором точности размера
во втором варианте необходимо будет
назначить особые, более жесткие допуски
на технологические размеры обеих
операций, отвечающие уравнению (9),
записанному в полях допусков, т. е.
Т = ТТр + ТТф, (12)
и при выполнении операций фрезерования и растачивания обеспечить выполнение условий
 (13)
(13)
Конечно же, выполнение условий (12) и (13) во втором варианте с технической и экономической точек зрения представляет технологу гораздо больше трудностей, чем условия (8) в первом варианте.
Принцип единства баз представляет собой правило выбора технологических баз, которое рекомендует использовать в качестве ТБ при обработке всех или возможно большего количества поверхностей детали в разных или одной технологической системе одну и ту же – единую технологическую базу. Целесообразность такого подхода рассмотрим на примере организации обработки корпусной детали с тремя отверстиями, представленной на рис. 12.

Рис. 12. Варианты технологического обеспечения конструкторских
размеров расположения поверхностей
Размерное описание положений отверстий конструктором может быть задано цепным способом (рис. 12, а, б) или координатным (рис. 12, в, г). Рассмотрим варианты технологического обеспечения конструкторских размеров расположения отверстий:
В варианте I каждый конструкторский размер оказывается технологическим за счет перехода для обработки каждого следующего отверстия на новую технологическую базу. Погрешность каждого конструкторского размера последующих операций, т.е:

С технической точки зрения достижимая точность определяется лишь возможностями используемых при расточке отверстий технологической системы. Однако организация такого ТП требует переустановок заготовки на новые ТБ, а это несет необходимость иметь специальные приспособления для установки детали на ТБ1, ТБ2 и ТБ3.При этом усложняется и удорожается технологическое оснащение ТП, увеличиваются затраты на установку заготовок, удорожается вся обработка детали.
В варианте II конструкторский размер К1 получается по-прежнему, следуя принципу совмещения баз, однако размеры К2 и К3 уже не являются технологическими, так как при расточке и второго, и третьего отверстий не совмещаются ТБ с КРБ2 и КРБЗ. Эти размеры образуются как замыкающие звенья размерных цепей, в которые составляющими звеньями входят технологические размеры Т1, Т2 и Т2, Т3. Тогда:

Таким образом, погрешности конструкторских размеров К2, К3,..., Кn (если нужно обработать N отверстий) представляют собой суммы погрешностей двух технологических размеров. Это означает, что при назначении допусков технологических размеров придется их ужесточить (уменьшить) в среднем вдвое по отношению к допускам конструкторских размеров, что, конечно же, потребует дополнительных затрат на их достижение при обработке детали. Однако за счет использования одной и той же ТБ при обработке всех отверстий, которую называют в этом случае единой (постоянной) технологической базой, уменьшается число переустановок детали, сокращается номенклатура приспособлений и затраты на их проектирование, изготовление и обслуживание. Получаемая при этом экономия времени и материальных средств обеспечивает чаще всего существенную выгоду по сравнению с вариантом I при одной и той же точности заданных конструкторских размеров.
Вместе с тем, в использовании варианта II имеются ограничения как технического, так и экономического характера. Технические ограничения возникают тогда, когда конструктором задана такая высокая точность размеров К2, К3,..., Кn, которая при ужесточении ее вдвое на размерах Т1, Т2,... Кn уже не может быть получена существующими методами обработки и (или) в соответствующих технологических системах. Экономическое ограничение наступает тогда, когда дополнительные затраты на достижение более высокой точности технологических размеров превысят экономию от сокращения номенклатуры приспособлений, объема и сложности работ по установкам заготовки в используемых ТС.
Вариант
III объединяет
в себе технические и экономические
достоинства первых двух рассмотренных
выше вариантов, т.е. за счет использования
принципа совмещения баз
 ,
но
вся обработка, в отличие от варианта I,
ведется
в одном и том же приспособлении за
счет использования единой ТБ.
,
но
вся обработка, в отличие от варианта I,
ведется
в одном и том же приспособлении за
счет использования единой ТБ.
Вариант IV объединяет в себе и усиливает технические и экономические недостатки первых двух рассмотренных выше вариантов. За счет использования при обработке очередного отверстия новой ТБ, во-первых, нарушается принцип совмещения баз и размеры К2, К3,... Кn получаются как замыкающие звенья соответствующих размерных цепей, содержащих цепные технологические размеры Т1, Т2,..., Тn причем, чем больше номер размера Кi тем большее количество составляющих звеньев имеет размерная цепь, описывающая его образование:
 ;
;
 ;
;
 ;
;
…………………………..........
 .
.
и, во-вторых, всякий переход на новую ТБ несет дополнительные расходы, связанные с переустановкой заготовки.
Сравнивая между собой все четыре варианта, можно сформулировать следующие рекомендации по выбору технологической базы на операциях технологического процесса:
Никогда не следует строить ТП обработки детали по варианту IV.
Наиболее предпочтительным с технической и экономической точки зрения является вариант III.
Если конструкторские размеры образуют цепь, то предпочтительнее использовать вариант II с единой ТВ как дающий значительные организационные и экономические выгоды.
Вариант I следует использовать только в тех случаях, когда требуе мую точность цепных конструкторских размеров невозможно устойчиво обеспечивать по варианту II.
Принцип единства баз позволяет выработать стратегический подход к проектированию нового технологического процесса с высокими техническими и организационно-экономическими показателями.
Порядок разработки плана изготовления детали с использованием принципа единства баз заключается в следующем:
вначале необходимо выработать и сформировать на детали совокупность поверхностей, которые могли бы служить единой ТБ, и рассмотреть возможность их окончательной обработки на первой (или первых) операции;
наметить поверхности на заготовке, которые могли бы быть приняты в качестве технологических баз на первой (или первых) операции;
исходя из конструкции детали и технологических соображений, наметить для обработки поверхности, которые могут быть обработаны на первой операции совместно с обработкой поверхностей единой ТБ;
определить поверхности, которые могут быть выполнены при установке детали на единую ТБ;
определить порядок обработки отдельных поверхностей, точность положения которых невозможно обеспечить при установке на единую ТБ;
при ответе на вопросы 1...5 сформировать план изготовления детали, схематично увязав в нем последовательность обработки групп поверхностей с выбранными для ее обработки технологическими базами.
Рассмотрим более подробно методологические подходы в решении задач 1...5, стоящих перед технологом при выборе плана изготовления детали.
Приступая к формированию единой ТБ детали, следует отметить, что строгих правил выбора ТБ, обеспечивающих однозначное решение задачи для каждой конкретной детали нет. Однако в работе [5] предложен ряд рекомендаций, которые позволяют технологу найти для каждой детали возможно лучшее решение этой задачи.
Первая рекомендация заключается в том, чтобы включить в единую ТБ в каждом координатном направлении такие поверхности, их оси или точки, от которых конструктором задано положение возможно большего количества поверхностей.
Вторая рекомендация заключается в том, что каждая поверхность, включаемая в единую ТБ, должна отвечать признакам той базы, функцию которой ей предстоит выполнять с точки зрения числа отнимаемых у заготовки степеней свободы. Так, установочная база должна иметь наибольшую протяженность в двух координатных направлениях и лишать заготовку трех степеней свободы; направляющая база должна иметь наибольшую возможную протяженность в одном координатном направлении, лишая заготовку двух степеней свободы, и так далее.
Третья рекомендация заключается в том, что в единую ТБ следует включать наиболее точные поверхности детали.
К сожалению, технолог достаточно часто встречается с ситуациями, когда имеющиеся на детали поверхности не вполне отвечают признакам той или иной базы либо не обладают необходимой точностью, и тогда для использования принципа единства баз технолог вынужден вносить в конструкцию детали некоторые изменения, не ухудшающие выполнение ею своего служебного назначения. Так, например, у корпуса на рис. 13 отверстия в лапках являются крепежными, и с точки зрения служебного назначения высокой точности их диаметров и межосевого расстояния не требуется (главное, чтобы через них прошли крепежные болты при установке редуктора в прибор). Но при установке заготовки корпуса во время обработки таким отверстием на палец в схеме базирования возникает неопределенность, т.е. возможность смещения заготовки корпуса в пределах зазора между базовым отверстием и пальцем. Это смешение порождает дополнительную составляющую погрешности установки, что резко снижает точность получаемых при такой установке размеров расположения поверхностей в партии обработанных деталей.

Рис. 13. Корпус редуктора и возможная единая технологическая база для технологического процесса его обработки
Поэтому технолог вынужден в этих случаях повышать точность отверстий, включаемых в единую ТБ, как правило, до H7 или H8. Широкие допуски на межосевые расстояния крепежных отверстий требуют существенного уменьшения диаметра одного из пальцев для обеспечения возможности установки любой заготовки из партии на два пальца, а это увеличивает зазор между отверстием и вторым пальцем и, следовательно, возможный угол поворота всей детали вокруг оси первого базового отверстия во время установки. Для уменьшения этой составляющей погрешности установки технолог существенно повышает точность межосевого расстояния отверстий; включенных в единую ТБ. Внесенные в размерное описание корпуса изменения, конечно же, не ухудшают выполнение им своего служебного назначения, но позволяют технологу построить ТП с использованием принципа единства баз.
Иногда технолог вынужден вносить свои изменения не только в размерное описание, но и в конструкцию детали для придания поверхности возможности служить той или иной ТБ. Так, например, при обработке консольных направляющих каретки (рис. 14, а) необходимо в качестве установочной базы использовать нижнюю плоскость детали, но она не имеет достаточной протяженности и не обеспечивает ни точности установки, ни жесткости детали во время обработки. Для придания верхней плоскости необходимых признаков установочной базы технолог вводит в заготовку дополнительные конструктивные элементы – приливы «в», которые искусственно удлиняют эту плоскость на время обработки детали (см. рис. 14, б) и удаляются в конце после обработки всех поверхностей за ненадобностью для служебного назначения каретки в устройстве.

Рис. 14. Каретка револьверного суппорта и схема ее базирования для обработки направляющих
Иногда ни одна поверхность детали не может выполнять функции той или иной технологической базы и тогда технологу приходится создавать специальные поверхности для выполнения этой функции. Типичным примером такой ситуации может служить обработка любого ступенчатого вала, все ступени которого должны быть соосны с общей осью подшипниковых шеек. Использовать эти шейки или любые другие для установки заготовки вала на токарных, шлифовальных и других станках невозможно, и поэтому на валах создаются специальные поверхности – конические центровые отверстия, общая ось которых и выполняет функцию единой ТБ на большинстве операций ТП. Схема базирования вала на центровых отверстиях приведена на рис. 15, а. При такой установке технологическими размерами при обработке любой ступени является несоосность Н1, H2, ..., Hi этой ступени с общей осью конических отверстий центровых гнезд, что с точки зрения служебного назначения вала не имеет никакого значения. Требуемая же соосность двух любых ступеней С (см. рис. 15, б), заданная конструктором, формируется при таком базировании по варианту II, т. е. как замыкающее звено размерной цепи, составляющими звеньями которой являются технологические размеры – несоосности H1, и Н2 каждой из этих двух ступеней с единой ТБ – осью А центровых отверстий.

Рис. 15. Схема базирования ступенчатого вала на единой
технологической базе: центровые отверстия (а) и размерная цепь
обеспечения соосности Co ступеней 1 и 2 (б)
Таким образом, формируя единую технологическую базу, технолог может включать в этот комплект либо имеющиеся на детали реальные поверхности, могущие служить базовыми, либо внести в конструкцию детали технологические изменения, не ухудшающие ее служебного назначения, целью которых может быть либо улучшение базирующих свойств имеющихся поверхностей, либо создание специальных поверхностей для использования их только во время обработки в качестве ТБ.
При разработке технологического процесса выбирают теоретическую схему базирования и в общем случае в качестве ТБ выбирают поверхности, отвечающие следующим основным условиям:
эти поверхности должны быть достаточно протяженными, чтобы обеспечить минимальную погрешность базирования;
поверхность, выбранная в качестве ТБ, должна обеспечить доступ к возможно большему числу поверхностей, обрабатываемых от этой базы;
поверхности, используемые в качестве базовых, должны принадлежать элементам детали, имеющим достаточную жесткость;
поверхности, используемые в качестве базовых, должны иметь по возможности высокую точность и чистоту обработки.
По стадиям обработки ТБ разделяются на чистые (чистовые) и черные (черновые).
Чистые базы – это предварительно обработанные поверхности, на которые базируется деталь на всех этапах обработки.
Черные базы – это комплект необработанных поверхностей в состоянии поставки заготовки, используемых в качестве базовых только на первой операции.
Распределение чистых и черных баз между поверхностями детали следует вести от конечного результата.
Правила выбора чистых баз:
Эти правила противоречат одно другому. В качестве чистых баз выбирают поверхности, отвечающие следующим требованиям:
они должны соответствовать всем требованиям к базам (см. выше);
чистые ТБ должны обеспечить обработку наиболее точных, чистых и точно расположенных поверхностей детали;
при наличии у деталей технологических комплексов поверхностей чистая база должна либо входить в один из этих комплексов, либо обеспечивать обработку всех поверхностей, входящих в эти комплексы;
из прочих равных поверхностей в качестве чистой ТБ выбирают ту, которая может служить единой технологической базой для обработки всех прочих поверхностей детали.
Требования к черным базам:
Все общие требования к базам.
В качестве основной черной базы (установочной или двойной направляющей) выбирается поверхность, лишенная заготовочных напусков (уклонов), поэтому у тел вращения большой протяженности вдоль оси в качестве главной выбирается цилиндрическая поверхность – двойная направляющая база; детали же, имеющие короткие цилиндрические поверхности (типа дисков), в качестве основной базы должны иметь торец – установочная база.
(противоречит требованию 1) В качестве черных баз должны выбираться поверхности, которые в обработанной детали являются наиболее ответственными, например, в корпусах редукторов в качестве черной базы желательно выбирать ось основного литого отверстия (обепечивает равномерное распределение припуска при последующей обработке литого отверстия).
Отступление от этого требования вызывает повышенную погрешность на последующих этапах обработки и требует лишних операций и переходов для достижения соответствующего уточнения.
Поверхность в качестве черной базы может использоваться только один раз на первой операции.
На первой операции, где используется черная база, обязательно должна быть обработана чистая, желательно единая ТБ.
При наличии многофункционального технологического оборудования (обрабатывающие центры, автоматические линии, используемое приспособление — спутник) в качестве черной базы, являющейся одновременно единой, может быть выбрана поверхность, остающаяся необработанной, при условии, что вся обработка осуществляется за одну операцию.
Методически выбор и обоснование единой технологической базы осуществляется по алгоритму, который предусматривает следующую последовательность работы технолога.
Оценить роль основной базы в координации других поверхностей и комплектов поверхностей, для этого необходимо подсчитать количество (выписать) всех поверхностей и комплектов поверхностей, координированных (связанных размерами) от основной базы.
Оценить роль каждого комплекта вспомогательных баз в координации других поверхностей, для этого необходимо подсчитать количество поверхностей (размеров), координированных от каждой вспомогательной базы детали.
Оценка возможности использования свободной поверхности в качестве единой технологической базы при обработке без переустановки детали. На данном этапе необходимо проанализировать конструкцию детали с точки зрения возможности обработки всех ее поверхностей с необходимой точностью и шероховатостью с одной установки. Такая возможность появляется при обработке простых по конфигурации деталей типа «рычаг», «кронштейн» с небольшим количеством обрабатываемых поверхностей, либо при обработке более сложных деталей на агрегатных станках, станках с ЧПУ или типа «обрабатывающий центр». Если такая возможность имеется, то в качестве единой технологической базы необходимо использовать свободные поверхности детали, отвечающие трем основным признакам баз: установочная – должна быть наибольших габаритных размеров, направляющая – наибольшей протяженности, опорная – наименьших габаритных размеров (и далее приступить к выполнению этапа 8).
Если нет возможности обрабатывать данную деталь с одной установки, то на основании результатов, полученных на первом, втором этапах, выбрать комплект поверхностей, от которых координировано наибольшее количество других поверхностей (комплектов). Причем безразлично, является ли этот комплект основной или вспомогательной базой.
Оценить возможность использования в качестве единой технологической базы комплекта поверхностей, от которых координировано наибольшее количество других поверхностей, с точки зрения трех основных признаков баз. Если данный комплект баз отвечает этим признакам, то их выбирают в качестве единой технологической базы;
Если данный комплект баз не отвечает трем основным признакам баз, то оценивается возможность и целесообразность (с экономической и физической точек зрения) внесения изменения в конструкцию детали с целью придания рассматриваемому комплекту отсутствующих признаков (после внесения изменений комплект должен отвечать трем признакам баз). Если изменения конструкции возможны и целесообразны, то этот комплект баз с конструктивными изменениями выбирают в качестве единой технологической базы. И далее выполняется этап 8.
Примечание. После окончания обработки искусственно созданные элементы обычно удаляют.
Если внесение изменений в конструкцию деталей невозможно или нецелесообразно, то рассматриваемый комплект поверхностей не может служить единой технологической базой. В этом случае следует вернуться к этапу 5 и приступить к рассмотрению следующего комплекта поверхностей из числа оставшихся, по отношению к которому задано положение большего числа поверхностей. Такой возврат повторяется до тех пор, пока для какого-либо очередного комплекта появится возможность перехода к этапу 8.
7. Если при переборе всех компонентов в пункте 5 не оказалось компонентов баз, пригодных для использования в качестве единой технологической базы, то в конструкцию детали необходимо внести изменения с целью создания искусственного комплекта единой технологической базы. На практике такими деталями, в большинстве случаев, являются детали типа «вал» или «труба». Для подобных деталей целесообразно в качестве единой технологической базы использовать специальные искусственно созданные в конструкции базы в виде конических центровых отверстий или фасок.
8. Составить список поверхностей, принятых в качестве единой технологической базы.
9. Рассортировать все поверхности детали на две группы по признаку соответствия условий их обработки принципу совмещения баз при установке на выбранную единую технологическую базу.
10. Составить список каждой классификационной группы поверхностей согласно результату выполнения предшествующего шага.
Следующий немаловажный вопрос, требующий разрешения технологом при формировании плана изготовления детали – как устанавливать заготовку при обработке поверхностей, включенных в единую ТБ, т.е. на первой (первых) операции. Для ответа на этот вопрос, результатом которого должен быть выбор конкретных необработанных (черных) поверхностей заготовки в качестве технологических баз на первой операции, требуется провести размерный анализ вариантов базирования по каждому конструктивному параметру, зависящему от взаимного расположения обработанных и необработанных поверхностей. На основе анализа следует выбрать по каждому параметру тот, который обеспечивает одновременное достижение требуемой точности всех параметров, а если таких вариантов несколько, то предпочтение следует отдать тому, при котором обеспечивается наибольшая точность наиболее важного параметра служебного назначения детали.
Выбор технологической базы на первой операции осуществляется в следующем порядке.
Изучение размерных связей между поверхностями.
Выбор критерия оценки технологической базы на первой операции.
Необходимо определить, какой из двух критериев оценки выбрать:
требуемая точность расположения необработанной поверхности относительно поверхностей, подлежащих обработке;
равномерность припуска, снимаемого при обработке с поверхности (поверхностей).
Определение технологического перехода, на котором формируется выбранный критерий. Требуемое положение необработанной поверхности относительно подлежащей обработке обеспечивается на том технологическом переходе, где обрабатывается поверхность. Неравномерность припуска также проявляется только при обработке интересующей нас поверхности на одном из технологических переходов. Таким образом, в любом случае необходимо отыскать в маршрутном технологическом процессе тот технологический переход, где формируется выбранный критерий.
Описание условий формирования выбранного критерия размерной цепью и ее уравнения. После того как определен технологический переход, на котором формируется выбранный критерий необходимо представить графически этот критерий и принять его за замыкающее звено. Составляющими звеньями размерной цепи будут являться размер заготовки, который получается после обработки ее на первой операции, и настроенный размер инструмента; из анализа размерной цепи определяется размер, с которым заготовка приходит с первой операции на операцию, где формируется выбранный нами критерий.
Разработка схемы базирования на первой операции в соответствии с принципом единства баз. Найденный на этапе 4 размер, который должен получиться в результате обработки на первой операции, необходимо нанести на эскиз первой операции маршрутного технологического процесса. И на основании этого выбрать технологическую базу на первой операции.
В случае совмещения конструкторской и технологической баз погрешность размера, найденного на этапе 4, будет минимальной, так как зависит только от погрешности обработки.
6. Оценка технической, организационной и экономической целесообразности разработанной схемы.
Оценку целесообразности выбранной схемы проводить по следующим критериям:
отвечает ли выбранная технологическая база на первой операции трем общим признакам: установочная база – поверхность с наибольшими габаритными размерами; направляющая база – поверхность с наибольшей длиной; опорная – поверхность с малым размерами;
сложность оснастки;
сложность эксплуатации (конструкция оснастки должна предусматривать возможность автоматизации).
При оценке возможны два случая:
– выбранная технологическая база соответствует выбранным критериям оценки. В этом случае необходимо перейти к выполнению этапа 11;
– выбранная технологическая база не соответствует выбранным критериям оценки. В этом случае целесообразно рассмотреть другие схемы базирования.
7. Разработка других возможных схем базирования на первой операции с нарушением принципа единства баз. Для нахождения решения достижения точности обработки деталей необходимо проанализировать различные схемы базирования детали путем выявлении возникающих технологических размерных связей. Для этого следует найденный на этапе 4 размер, который должен получиться в результате обработки на первой операции, нанести на эскиз первой операции технологического процесса при выбранной схеме базирования. То же самое необходимо проделать и для всех других возможных вариантов базирования детали на первой операции.
Описание на базе теории размерных цепей условий формирования на первой операции размера, выявленного на этапе 4, т. е. размера, получаемого на первой операции и оказывающего влияние на определенном этапе технологического процесса на выбранный критерий точности при различных схемах базирования. С этой целью необходимо построить технологические размерные цепи для возможных вариантов базирования. Замыкающим звеном является размер, получаемый при обработке; составляющими звеньями размерных цепей определяется размер (или размеры), с которым заготовка приходит на первую операцию.
Анализ условий получения в технологическом процессе заготовки размеров, выявленных на этапе 8, т. е. размеров, с которыми заготовка приходит на первую операцию. Возможны два случая:
размер заготовки не оказывает влияние на погрешность обработки на первой операции;
размеры заготовки оказывают влияние на погрешность обработки на первой операции.
10. Описание на базе теории размерных цепей условии формирования размеров, выявленных на этапе 8, в технологическом процессе получения заготовки.
Необходимо построить технологическую размерную цепь, в которой замыкающим звеном будет размер, выявленный на этапе 8, составляющими звеньями – размеры заготовки, оказывающие влияние на точность данного размера в процессе получения заготовки.
Получение расчетных структурных формул погрешности выбранного на этапе 2 критерия, определенного путем рассмотрения различных схем базирования. Необходимо проанализировать различные схемы базирования детали путем выявления технологических размерных цепей с использованием результатов этапов 4, 8, 10 и схем базирования на первой операции, разработанных на этапах 5, 7, 9. Приняв в качестве замыкающего звена размер критерия, определенного на шаге 2 выявить составляющие звенья всех технологических размерных цепей, т.е. найти межпереходные размеры и размеры заготовки, которые влияют на точность замыкающего звена.
Расчет количественных значений критерия по формулам, полученным на этапе 11. По таблицам экономической точности [3] определить погрешность всех составляющих звеньев (межпереходные размеры технологического процесса и размеры заготовки). Подставив в расчетные формулы полученные на этапе 11 значения полей рассеяния, определить количественные значения погрешности критерия при различных вариантах базирования.
Сравнение полученных значений критерия и выбор варианта базирования на первой операции, обеспечивающего заданную точность детали. На основании анализа количественных значений критерия выбрать вариант базирования детали на первой операции, который позволит обеспечить заданную точность обработки с учетом технической, организационной и экономической целесообразности данной схемы базирования.
Построение теоретической схемы базирования детали, нанесение опорных точек на поверхности, выбранные в качестве технологической базы.
Используя вышеизложенную методику, рассмотрим пример выбора технологической базы на первой операции при обработке корпуса (рис. 16, а).
В качестве единой технологической базы при обработке корпуса приняты плоскость основания и два отверстия (см. рис. 16, б). Этот комплект технологических баз получается при фрезеровании плоскости на первой операции и сверлении двух отверстий.
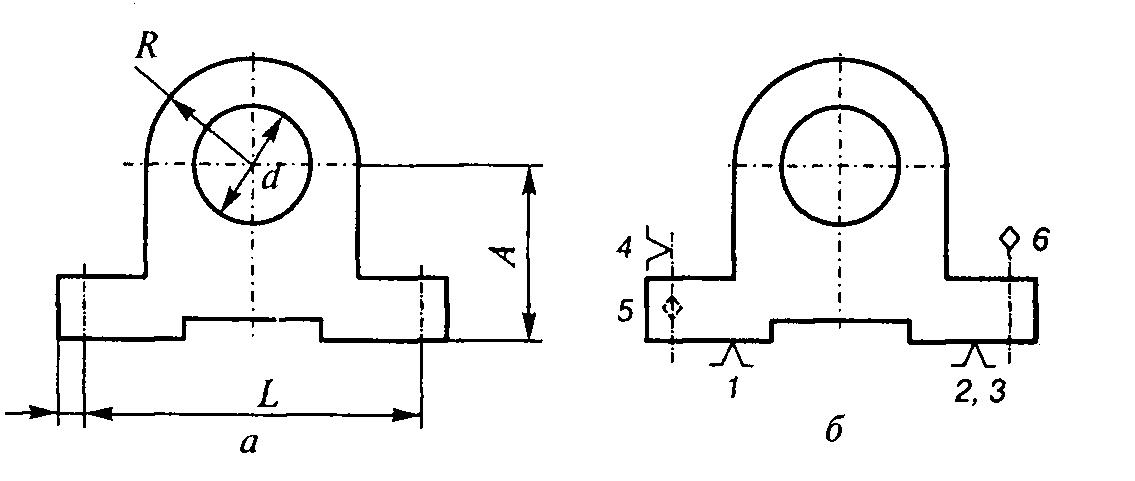
Рис. 16. Корпус подшипника
Для получения точного отверстия в корпусе с меньшим числом переходов, на более высоких режимах резания необходимо иметь равномерный припуск при обработке отверстия. Поэтому в качестве критерия выбираем равномерность припуска, снимаемого при обработке с поверхности.
Равномерность припуска при обработке отверстия в корпусе должна быть обеспечена при его расточке. Графически этот критерий – неравность припуска при расточке – представляет смещение «е» оси полученного отверстия относительно оси отверстия в заготовке (рис. 17, а). На рис. 17, б представлена технологическая размерная цепь, описывающая формирование этого критерия, где А0 – несовпадение осей; А1 – размер после обработки на 1-й операции; А2 – размер после расточки.

Рис. 17. Обеспечение равномерности припуска отверстия
Руководствуясь принципом единства баз, разработали схему базирования корпуса на 1-й операции (рис. 18). Выбранная таким образом технологическая база (базирование по отверстию) позволяет совместить конструкторскую и технологическую базы и обеспечить погрешность размера А1 полученного в результате фрезерования, равную только погрешности технологического размера обработки. Кроме того, выбранная технологическая база представляет собой сочетание установочной базы (боковая поверхность корпуса, поверхность с наибольшими габаритными размерам) и двойной опорной базы (поверхность отверстия).

Рис. 18. Схема базирования корпуса на первой операции
с учетом принципа единства баз
Однако следует отметить, что выбранный вариант базирования по отверстию усложняет конструкцию оснастки и автоматизацию процесса. В этой связи рассмотрим другие возможные схемы базирования корпуса на первой операции (рис. 19).
Так, по варианту II (см. рис. 19, а) базирование осуществляется по боковой поверхности корпуса – установочная база, по заплечикам – направляющая и по поверхности торца – опорная база. По варианту III (см. рис. 19, б) базирование осуществляется по боковой поверхности корпуса – установочная база, поверхности головки корпуса – направляющая база и поверхности торца корпуса – опорная база.
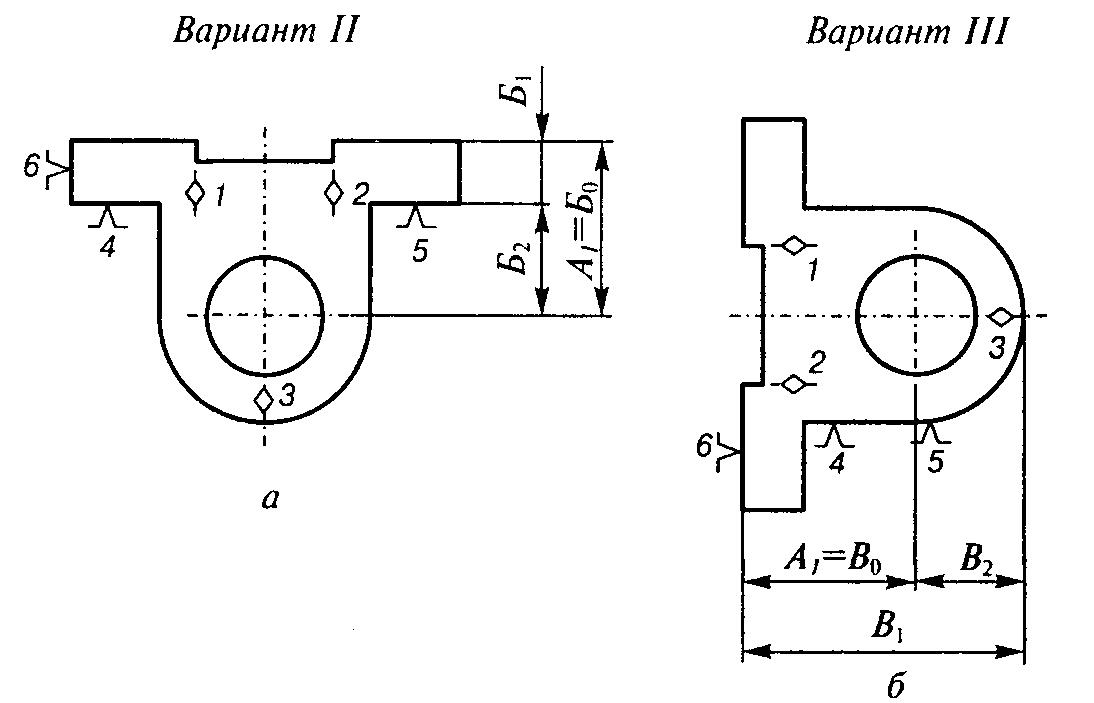
Рис. 19. Другие схемы базирования корпуса на первой операции
Описание на базе теории размерных цепей условий формирования на первой операции размера А1, являющегося замыкающим звеном Бо или Во технологических размерных цепей, показывает, что
• по варианту II
А1 = Б0 = Б1 + Б2,
где Б1 – размер заготовки после обработки на 1-й операции; Б2 — размер заготовки;
• по варианту III
А1= В0 = В1 – В2,
где В1 – размер заготовки после обработки на 1-й операции; В2 – размер заготовки.
Анализ условий получения в технологическом процессе заготовки размера Б2, с которым заготовка приходит на первую операцию, дан на рис. 20.

Рис. 20. Анализ условий получения размера заготовки
На основании выявленных технологических размерных цепей запишем структурные формулы погрешности выбранного критерия оценки технологической базы на первой операции для каждого варианта:
А0 = А1 – А2; А0 = А1 + А2.
Для варианта I:
А1 = 0; А0 = А2,
Для варианта II:
А1 = Б0 = Б1 + Б2, А0 = Б1 +Б2 +А2.
Для варианта III:
А1 = В0 = В1 – В2 ; А0 = В1 + В2 +А2.
Сравнительный анализ полученных формул погрешности критерия – равномерность припуска при растачивании отверстия – свидетельствует, что базирование на первой операции по варианту I (см. рис. 18) обеспечивает получение заданного размера А0 самым коротким путем. Смещение оси обработанного отверстия относительно оси отверстия в заготовке – погрешность А0 равна погрешности обработки. При базировании по вариантам II и III (см. рис. 19) имеет место трехзвенная технологическая цепь, куда входят размеры заготовки Б2 и В2. В результате этого поле рассеяния А0 получается значительно больше, чем при варианте I. Кроме того, с точки зрения материально-технического оснащения варианты II и III не менее трудоемки, чем вариант I.
На основании проведенного анализа можно сделать вывод, что заданную точность обработки детали с учетом технической целесообразности обеспечивает I вариант базирования заготовки на первой операции.
Если главным критерием оценки технологической базы на первой операции выбрать требуемую точность расположения необработанной поверхности относительно поверхностей, подлежащих обработке: одинаковая толщина заплечиков корпуса, то вариант II предпочтителен. Этот же вариант установки используется при обработке заготовок в единичном производстве на универсальном оборудовании и оснастке.
Выявление поверхностей, которые могут быть обработаны при установке на единую ТБ, и определение порядка их обработки осуществляется на основе анализа размерного описания детали, заданного конструктором. Рекомендуется вначале выделить те поверхности, для которых при установке на единую ТБ выдерживается принцип совмещения баз, т. е. те поверхности и заданные конструктором размеры их расположения в каждом координатном направлении, для которых выбранная единая ТБ совпадает с конструкторско-размерной базой; а технологический размер и его допуск, согласно условию (8), равен конструкторскому. Затем выявить поверхности, для которых принцип совмещения баз при установке на единую ТБ в каком-либо координатном направлении не выдерживается, установить для них технологический размер, определить его величину и допуск. Расчет технологических размеров и назначение их допусков, обеспечивающих достижение заданных конструктивных размеров, осуществляется на основе выявления размерных цепей, аналогичных цепи П (см. рис. 11, г). По рассчитанным и назначенным по условиям (8–13) допускам и выбранным для достижения показателей точности каждой поверхности методам обработки выбираются подходящие технологические системы для обработки каждой поверхности.
Порядок обработки поверхностей, точность положения которых невозможно обеспечить при установке на единую ТБ, определяется технологом исходя из конструктивных особенностей детали. Для чего выбираются вначале технологические базы, обеспечивающие обработку всех или группы таких поверхностей. Затем для каждой из этих поверхностей устанавливаются технологические размеры, определяются их величины и допуски, обеспечивающие достижение заданных конструктором размеров и отвечающие или условию (8), если соблюдается принцип совмещения баз, или условию (10), если таковой не соблюдается. В последнем случае величина и допуск технологического размера выявляется на основе построения размерной цепи, аналогичной цепи П (см. рис.11, г).
Синтезирующим этапом решения рассмотренных в этом разделе вопросов, предопределяющим построение технологического маршрута изготовления детали, является построение общего плана обработки заготовки.
Следует подчеркнуть, что планы обработки весьма многообразны и зависят от конфигурации детали, ее размеров, точности, наличия термической обработки, программы выпуска и других факторов. Вместе с тем для качественного проектирования маршрута изготовления можно сформулировать общую структуру построения плана обработки, характерную для всех классов обрабатываемых деталей:
Обработка поверхностей, которые будут использоваться в качестве технологических баз на всех или большинстве операций технологического процесса.
Обработка остальных поверхностей, составляющих основной контур детали в последовательности, обратной их степени точности, т. е. чем точнее должна быть поверхность, тем позже она обрабатывается. Целесообразно при этом выделять технологические комплексы поверхностей, предусматривающие обработку с одной установки.
Обработка зубьев, шлиц, групп отверстий или пазов.
Обработка вспомогательных поверхностей (мелкие отверстия, фаски, галтели, пазы и др.).
Рассмотрим синтез маршрута обработки заготовки.
Первый шаг синтеза маршрута обработки заготовки – распределение отобранных переходов обработки типовых поверхностей заготовки по этапам типовой схемы изготовления деталей соответствующего класса (или подкласса). Типовая схема обработки является вариантом полного типового решения. Главный признак этапа типовой схемы – уровень точности, достигаемой по его завершении.
Как показывает практика, наращивание точности формы, размеров и относительного расположения поверхностей детали, повышение качества ее поверхностей должно осуществляться одновременно по всем основным элементам детали. Для этого сначала следует достигнуть одного уровня точности заготовки для основных поверхностей, затем начать их повторную обработку, стремясь к следующему уровню точности, и так до тех пор, пока не будут обеспечены точностные требования, заданные чертежом детали.
Причиной разделения ТП изготовления детали на этапы служит необходимость включения внестаночных операций – химико-термической обработки и нанесения покрытий. В зависимости от целей и назначения внестаночных операций определяются их место в ТП и требования к обработке, предшествующей этим операциям.
Количество этапов и их содержание зависит от конструктивной особенности той группы деталей, для которой разработана типовая схема изготовления. Это уровень жесткости, возможность базирования и закрепления заготовки без повреждения уже обработанных поверхностей, требования к уровню и виду внутренних остаточных напряжений (например, при изготовлении точных ходовых винтов необходимо назначать шесть термических операций: отжиг обычный и стабилизирующий, закалку и три стабилизирующих отпуска).
Поскольку количество этапов зависит от точности заготовки, типовая схема обработки должна учитывать тип производства. В массовом производстве стремятся уменьшить количество этапов и, если это позволяет конструкция и требования к точности детали, совмещать в одной операции обработку поверхностей с существенно разными уровнями точности.
При выборе порядка выполнения переходов внутри этапа нужно руководствоваться следующими рекомендациями:
Вначале обрабатываются поверхности комплекта технологической базы (в порядке уменьшения числа налагаемых связей), от которых будет выполняться большинство переходов этапа.
Переходы обработки поверхностей, составляющих основной контур детали, выполняются раньше, чем переходы обработки поверхностей, представляющие собой уступы, пазы и т. д.
В заготовке детали, не являющейся телом вращения, перед обработкой отверстий должны быть обработаны плоскости.
Порядок обработки пересекающихся поверхностей устанавливается таким, чтобы уменьшить увод инструмента и вероятность его поломки, снизить дополнительные затраты на слесарную обработку (удаление заусенцев). Например, если оси отверстий пересекаются под прямым углом, то первым обрабатывается отверстие большего диаметра.
На окончательном этапе поверхности обрабатываются в порядке, обратном их точности, т.е. чем точнее должна быть данная поверхность, тем позже она обрабатывается.
Порядок обработки поверхностей должен обеспечить наименьшее количество переустановок и минимум затрат времени на вспомогательные перемещения инструмента (или заготовки).
Порядок обработки поверхностей должен учитывать специальные требования к точности относительного расположения, если они указаны на чертеже или оговорены техническими требованиями.
В заключение следует отметить, что если в соответствии с технологическим классификатором изделий деталь имеет технологический код, то для нее может быть взят за основу типовой план обработки, рекомендуемый для данного типа изделий.