

Экзаменационный билет № 22
1. Сварочный преобразователь.
Билет 7 Вопрос 2
2. Электрошлаковая сварка.
Общепринятые обозначения электрошлаковой сварки
ЭШС – электрошлаковая сварка (преимущественно в советской литературе)
Технология электрошлаковой сварки
При электрошлаковой сварке тепло, необходимое для плавления свариваемого металла, образуется за счет прохождения электрического тока через расплавленный шлак, состоящий из оксидов галоидов или их смесей.

Рисунок. Электрошлаковая сварка
Две свариваемые детали устанавливаются вертикально с зазором между кромками. Зазор с двух сторон закрывают медные водоохлаждаемые ползуны. Снизу зазор также закрывается специальным карманом. В зазор засыпается сварочный флюс и опускается сварочная проволока. В процессе сварки проволока подается вниз роликами, токоподвод осуществляется мундштуком. За счет прохождения тока между проволокой и изделием флюс нагревается и расплавляется. Расплавленный флюс образует шлак, который, будучи электропроводным, является источником тепла, приводящим к расплавлению проволоки и кромок и образованию сварочной ванны. Электрическая дуга отсутствует, так как она шунтируется расплавленным шлаком. Процесс сварки идет снизу вверх. Ползуны, охлаждаемые водой через трубки, перемещаются вверх вместе со сварочным автоматом и формируют сварной шов. Расплавленный флюс обеспечивает одновременно защиту сварочной ванны и участвует в металлургических процессах, обеспечивающих требуемое качество сварного шва.
Расход флюса при этом способе сварки невелик и не превышает 5%-ной массы наплавленного металла. Флюс используется такой же, как и для дуговой сварки, или специальный.
Разновидности электрошлаковой сварки
Основными разновидностями электрошлаковой сварки являются
многоэлектродная электрошлаковая сварка,
электрошлаковая сварка пластинчатыми электродами,
электрошлаковая сварка плавящимся мундштуком.
Так как выделение теплоты в шлаковой ванне происходит главным образом в области электрода, максимальная толщина металла, свариваемого одной проволокой, обычно ограничена 60 мм. При больших толщинах целесообразно использовать несколько проволок – обычно кратно трем – числу фаз источника питания. При необходимости проволокам придают колебания поперек зазора для его лучшего заполнения. Сила сварочного тока на одну проволоку составляет Iсв = 200–600А, напряжения сварки – 26–44В; скорость подачи проволоки – Vп = 100–400 м/ч.
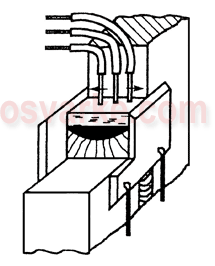 Многоэлектродная
электрошлаковая сварка
Многоэлектродная
электрошлаковая сварка
Электрошлаковый процесс устойчиво протекает при плотностях тока на порядок ниже, чем дуговой, – около 0,1 А/мм2. Поэтому сечение электрода может быть увеличено и проволока заменена пластинчатым электродом, что позволяет повысить производительность процесса сварки.
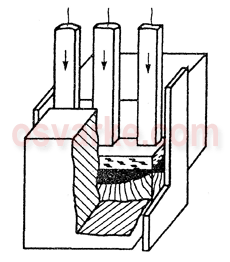 Электрошлаковая
сварка пластинчатым электродом
Электрошлаковая
сварка пластинчатым электродом
При сложной конфигурации изделия возможна сварка плавящимся мундштуком, который представляет собой пластинчатый электрод, повторяющий форму свариваемых кромок.
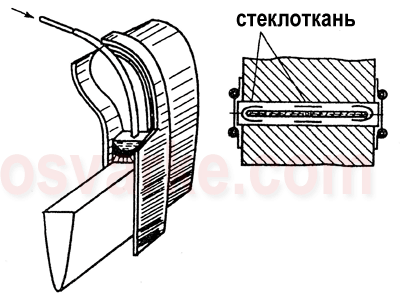 Электрошлаковая
сварка плавящимся мундштуком
Электрошлаковая
сварка плавящимся мундштуком
Так как между плавящимся мундштуком и изделием имеется зазор, для его заполнения в сварочную ванну дополнительно через мундштук подается проволока.