

Экзаменационный билет №11
1. Керосинорез.
Резак керосинокислородный предназначен для ручной кислородной резки углеродистых и низколегированных сталей, с применением в качестве горючей жидкости керосина...низкоуглеродистых сталей с использованием в качестве горючего керосина применяются керосинорезы двух типов — с испарением и распылением горючего.

Рисунок. Схема керосинореза с испарителем
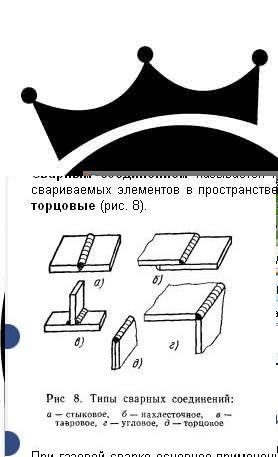
2. Основные виды сварных соединений
Сварным соединением называется неразъемное соединение нескольких деталей, полученное сваркой. В зависимости от взаимного расположения свариваемых элементов в пространстве различают следующие основные виды сварных соединений: (стыковые, угловые, тавровые, нахлесточные и торцовые)
3. Вредности и опасности при сварке.
Загрязнение воздуха пылью, вредными парами и газами. При сварке образуется пыль от окисления паров металла., искры и брызги расплавленного металла и шлакадных веществ в воздухе рабочей зоны сварочных цехов..Излучение электрической, сварочный аэрозоль, искры и брызги расплавленного металла и шлака
Экзаменационный билет № 12
Назначение и классификации машин для резки.
Машины для кислородной резки делятся на машины общепромышленного и специализированного назначения. Машины общепромышленного назначения для кислородной и плазменно-дуговой резки металлов регламентированы ГОСТ 5614-74. В зависимости от вида резки стандартом установлено два исполнения машин: К - для резки стали кислородной струей, Пл - для резки металлов плазменной дугой, Кф - для кислородно-флюсовой резки, Гл - для газо-лазерной резки.
По способу установки машины могут быть стационарными или переносными. Стационарные машины в зависимости от их технологического назначения выпускаются следующих типов: Р - для раскройных работ, Т - для точной прямолинейной и фигурной резки деталей, У - универсальные для прямолинейной и фигурной резки заготовок, М - для резки малогабаритных деталей и заготовок.
Стационарные и переносные машины общепромышленного назначения поставляются с дополнительными соплами для машинных резаков, позволяющими производить резку не только на ацетилене, но и на газах - заменителях ацетилена.
Серийно выпускаются газорежущие машины:
1. Портальные (рис. 111), машина располагается непосредственно над разрезаемым листом 7.
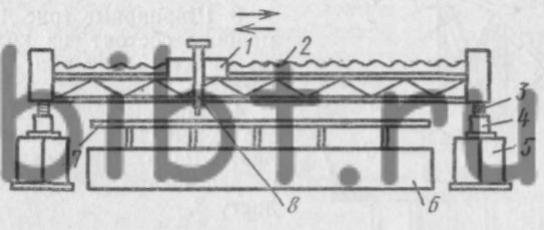
Рис. 111. Схема машины портального типа:
1 - каретка поперечного хода, 2 -ходовой винт или рейка, 3- ведущий ролик продольного хода, 4 - направляющий рельс, 5 - опора, 6- раскройный стол, 7 - разрезаемый лист, 8 – резак
Портально-консольные (рис. 112), в этих машинах над разрезаемым листом 7 располагается только консольная часть машины с машинными кислородными резаками 6.
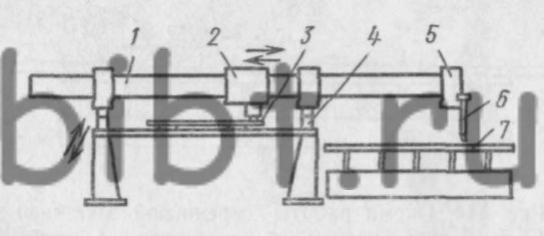
Рис. 112. Схема машины портально-консольного типа:
1 - балка, 2 - ведущий механизм, 3 - копир, 4 - направляющий рельс, 5 - суппорт, 6 - резак, 7 - разрезаемый лист
Шарнирные (рис. 113), такие машины состоят из колонны 1 с шарнирными рамами 2, на конце которых закреплены резаки 6.
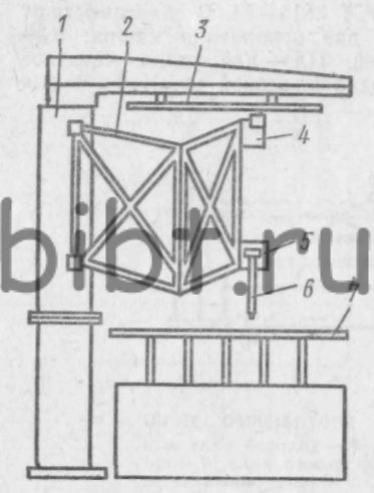
Рис. 113. Схема машины шарнирного типа:
1 - колонна, 2 - шарнирная рама, 3 -стальной копир, 4 -магнитная копировальная головка, 5 - суппорт, 6 - резак, 7 - разрезаемый лист
4. Машины-тележки (рис. 114)- это переносные машины, устанавливаемые и передвигающиеся непосредственно по разрезаемому листу 3.

Рис. 114. Схема работы переносной машины:
1 - переносная машина, 2 - направляющий рельс, 3 - разрезаемый лист, 4 - раскройный стол
Режимы ручной дуговой сварки.
Под режимом сварки понимают совокупность условий, создающих устойчивое протекание процесса сварки, а именно: стабильное горение сварочной дуги, получение сварных швов необходимых размеров, формы и качества. Режим сварки складывается из ряда параметров. Параметры режима сварки подразделяют на основные и дополнительные. К основным параметрам режима сварки при ручной дуговой сварке относят величину, род и полярность тока, диаметр электрода, напряжение, скорость сварки и величину поперечного колебания конца электрода, а к дополнительным — величину вылета электрода, состав и толщину покрытия электрода, начальную температуру основного металла, положение электрода в пространстве (вертикальное, наклонное) и положение изделия в процессе сварки.
Основные параметры режима дуговой сварки: диаметр электрода, величина, род и полярность тока, напряжение на дуге, скорость сварки, число проходов.
Дополнительные параметры: величина вылета электрода, состав и толщина покрытия электрода, положение электрода, положение изделия при сварке, форма подготовленных кромок и качество их зачистки.
Выбор диаметра электрода
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, катета шва, а также вида соединения и формы кромок, подготовленных под сварку.
Правила обслуживания и подготовка горелки к работе.
1.Присоединить к шлангам
2.Присоединить к баллону
3.Проверить омыливанием
4.Открыть газ, посмотреть герметичность
5.Продуть кислородом горелку
6.Направить пламя на метал и отрегулировать