

1. Технологический критерий.
Согласно этому критерию инструмент требует замены, когда один из параметров точности изготавливаемой детали (размера, шероховатость поверхности) достигают предельных отклонений, а под настройка инструмента невозможна.
2. Временной критерий.
Согласно этому критерию инструмент требует замены, когда продолжительность его фактической работы достигает расчётного периода стойкости. Τф→Тр
Однако в силу разброса качества инструмента этот критерий не всегда позволяет достоверно оценить состояние инструмента и на универсальных станках под наблюдением рабочего инструмент можно продолжать эксплуатировать
3. Силовой критерий.
Согласно этому критерию инструмент требует принудительной замены, когда усилие резания возрастающее вследствие его затупления могут вызвать поломку самого инструмента или другого слабого звена системы.
На современных станках автоматах и с полу автоматах с ЧПУ применяют автоматические системы оценки состояния инструмента, которые учитывают продолжительность работы по числу обрабатываемых деталей, приращение нагрузки от затупления, для чего используют динамометрические узлы или датчики мощности, тока в соответствующих приводах станка, а так же измерительные головки ,которые позволяют оценить размерную точность заготовок и деталей на станках.
Настройка и под настройка технологических систем.
Под настройкой понимается - первоначальное установление требуемой точности относительного положения рабочих органов станка для обработки деталей.
Под настройка представляет собой процесс восстановления первоначально заданной точности положения рабочих органов станка. Размер к получению которого на детали необходимо стремится при настройке называют рабочим настроичным размером (Ар).
Настройка станка на изготовление одной детали.
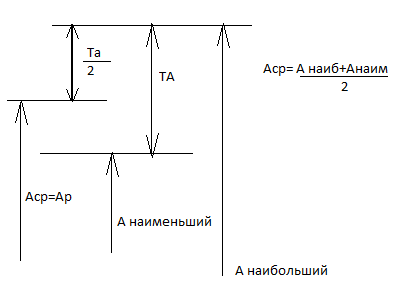
При необходимости обработки 1 детали задача настройки упрощается в этом случае в качестве рабочего настроечного размера принимают средний размер детали, что позволяет гарантированно попасть в поле допуска на размер.
Настройка станка на обработку партии деталей.
При необходимости обработки партии деталей станок следует настроить так, чтобы до ближайшей поднастройки было изготовлено наибольшее число деталей. Покажем это на точечной диаграмме, где по горизонтали откладывается порядковый номер заготовки nшт, по вертикали получаемый размер:
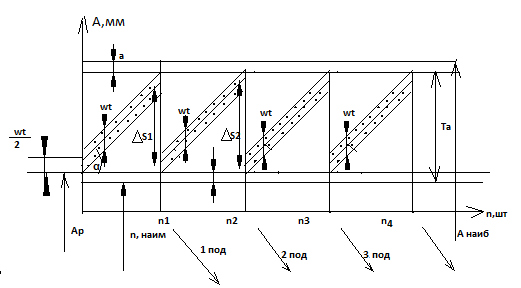
а-часть поля допуска оставляемая для компенсации отклонений при измерении деталей
Wt- мгновенное поле рассеивания обусловленное совокупным действием случайных факторов (колебанием припуска, твердости на заготовке) В процессе обработки мгновенное поле рассеивания смещается
Интенсивность такого смещения характеризуется углом альфа. Это смещение обусловлено действием систем факторов теплов деформации, размеренного износа инструмента (от детали к детали)
В момент когда Wt достигает верхней границы поля допуска выполняется под настройка под размер.
Вразмер
статической настройки вносят поправку
С
1,
С2, что позволяет сместить
 Т к нижней границе поля допуска. Таким
образом, в качестве рабочего настроечного
размера принимают размер Ар= Анаим +а+
Т к нижней границе поля допуска. Таким
образом, в качестве рабочего настроечного
размера принимают размер Ар= Анаим +а+
Для определения величины Ар необходимо знать величину мгновенного поля рассеивания Wt. С этой целью в производственных условиях обрабатывают на проход пробную заготовку, на которой 2-мя ступенями моделируют колебание припуска в партии заготовок.
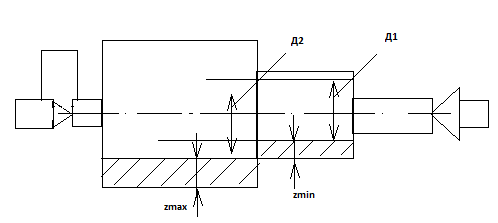
А затем измеряют полученные диаметры под ступеньками и определяют Wt = Д2-Д1