

Тепловые деформации и пути их уменьшения.
Тепловые деформации оказывают существенное влияние на точность обработки, это особенно проявляется при изготовлении детали повышенной прочности.
Источниками возникновения тепла в технологических системах являются:
Тепло возникающее в процессе резания, температура на режущей кромки инструмента может достигать 2000 градусов. 35-40 процентов этого тепла уходит в стружку, а остальное тепло через заготовку и резец уходит на детали системы.
Тепло возникающее в электро и гидра приводах станка.
Тепло возникающее в подвижных соединениях, направляющих, подшипниковых опорах, при преодолении сил трения.
Тепло поступающее из вне
Для уменьшения влияния тепловых деформаций на точность обработки предусматривается система конструкторских и технологических мероприятий.
Конструкторские мероприятия включают:
Элетро и гидро приводы станков стараются как можно дальше отнести от зоны обработки. Гидростанции выносят за пределы станины станка.
Путем измерения температуры в различных узлах станков строят тепловое поле станка. Для этого удобными приборами является тепловизор. На основе этого выясняют причины нагрева тех или иных узлов. После чего определяют необходимые конструктивные решения:
Создание вентиляционных опор в местах нагрева.
Встройка вентиляторов для принудительного обдува.
Встройка змеевиков для пропускания охлаждающей жидкости в гидробаков и подшипниковых опорах.
Уменьшение площади нагреваемых деталей путем создания дополнительной ребристой поверхности.
Путем создания специальных термо константных помещений, в которых поддерживаются постоянная температура в пределах 20 градусов по Цельсию

В таких помещения обычно располагают станки повышенной точности или осуществляется сборка точных изделий.
технологические мероприятия для снижения тепловых деформациий:
 применение
в процессе обработки специальных СОЖ
(смазывающих охлаждающих жидкостей)
которые существенно снижают температуру
в зоне обработки, исключают возникновение
прожогов на обработке поверхности и
за счет смазки обеспечивают благоприятное
условие резание.
применение
в процессе обработки специальных СОЖ
(смазывающих охлаждающих жидкостей)
которые существенно снижают температуру
в зоне обработки, исключают возникновение
прожогов на обработке поверхности и
за счет смазки обеспечивают благоприятное
условие резание.Выполнение точной обработки на предварительно разогретом оборудовании, когда станок находится в режиме теплового равновесия.
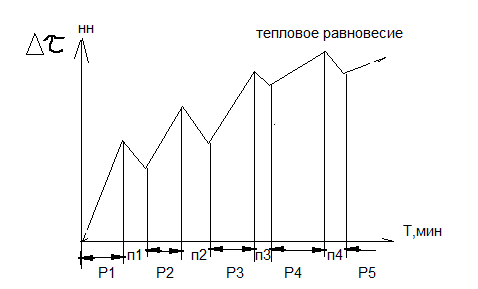
Уменьшение перерывов в работе оборудования. Это можно показать влияние перерывов в работе на тепловые деформации шпинделя токарного станка показывает график.
По
вертикали тепловые деформации ( τ)
τ)
По горизонтали время (t,мин.)
Применение одностороннего закрепления заготовок большой длины обработка которых требует значительного времени . Одностороннее закрепление позволяет уводить тепловые деформации в определенном направлении исключив тем самым деформации деталей, а в пределе и неорганизованную смену баз. У токарных и шлифовальных станков с этой целью при обработке длинных валов применяют подпружиненный (плавающий) задний центр.
Износ режущего инструмента и его влияние на точность обработки.
В процессе эксплуатации инструмент изнашивается и требуется периодической под настройки и замены. Продолжительность работы инструмента между двумя его переточками- называется стойкостью инструмента (Тмин). Стойкость инструмента зависит от условий обработки, от входных параметров заготовки и от геометрии заточки инструмента. Она бывает расчетная для чего применяют специальные формулы в справочниках и фактическая. Она может отличиться от расчетной по причине нестационарного характера резания и различного качества инструмента. Зависимость износа инструмента от времени его работы в общем случае имеет вид:
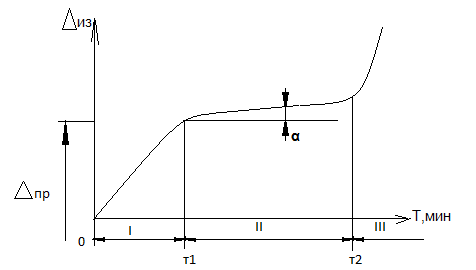 По
вертикали износ по передней или задней
поверхности резца (
из)
По
вертикали износ по передней или задней
поверхности резца (
из)
По горизонтали время (t,мин.)
I-Участок от время приработки инструмента. В этот период интенсивность износа наибольшая т.к. новый инструмент прирабатывается к условиям резания
пр - износ периода обработки. Обрабатывает ответственные детали инструментом в период его приработки не рекомендуется.
Участок II участок нормальной работы. Интенсивность износа практически одинакова и минимальна. Инструмент следует эксплуатировать именно в этот период.
Начиная
с момента Т3
угол
α
характеризует интенсивность износа tg
α =
Начиная с момента t2 инструмент входит зону III-зона повышенного износа, когда в любой момент может наступить катастрофический износ и поломка режущего элемента, что приведет к бракованной детали. Поэтому инструмент требуется принудительно менять в район времени Т2, исключая тем самым возможность его катастрофический износ.
Износ инструмента в направлении образовании размера детали называется размерным износом.
Для оценки состояния режущего инструмента и определения необходимого момента его замены используют 3 критерия :