

Погрешность установки и пути её уменьшения.
Причинами образования погрешностей установки является:
Не правильный выбор технологических баз деталей.
Не правильное приложение силового замыкания при закреплении.
Погрешность геометрической формы базовых поверхностей
Неорганизованная смена баз при закреплении
Недостаточная квалификация рабочего
Так движение формообразования на станках создаются путем перемещения рабочих органов по направляющим, с которыми связана главная координатная система станка XYZ, то заготовку в процессе установки необходимо правильно ориентировать в главной системе координат станка. С этой целью на рабочей поверхности столов располагаю Т-образные пасы, которые параллельны направляющим станка. Покажем технологию выставки заготовки станины фрезерного станка на операции шлифования направляющих в системе координат плоского шлифовального станка.
Заготовку выставляют на регулируемые винтовые опоры согласно схеме.
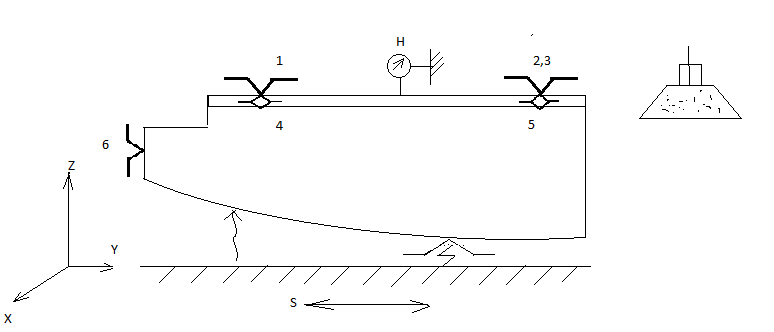 На
станину станка устанавливают индикатор
с ценой деления 0,01мм. Путем регулировки
винтовых опор и продольного перемещения
стола заготовки (S)
подачи добиваются такой установки
станины, при которой показание индикатора
будут в пределе двух-трех делений, что
означает погрешность установки 0,02-0,03
мм.
На
станину станка устанавливают индикатор
с ценой деления 0,01мм. Путем регулировки
винтовых опор и продольного перемещения
стола заготовки (S)
подачи добиваются такой установки
станины, при которой показание индикатора
будут в пределе двух-трех делений, что
означает погрешность установки 0,02-0,03
мм.
Если
станину поставить на жесткие опоры , то
погрешность установки будет составлять
 между тем как
припуск z
оставляемый под плоское шлифование
составляет 0,4:0, 5 мм
между тем как
припуск z
оставляемый под плоское шлифование
составляет 0,4:0, 5 мм
Это означает что базирование обрабатываемой станины выполнено по обрабатываемой (шлифующей) поверхности.
Погрешность статической настройки и пути её уменьшения
Причинами образования Погрешности статической настройки является:
неправильный выбор схем базирования
неправильный выбор измерительных баз при оценке точности заготовки инструмента
погрешность установки приспособления и инструмента
недостаточная геометрическая точность оборудования
Недостаточная квалификация рабочего
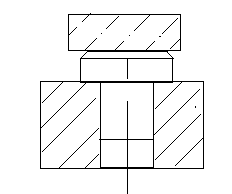
Первым этапом статической настройки является установка на станке приспособления. Приспособления на станках обычно базируются по трем плоскостям(координатный угол). Для этого у приспособления предусматривают базовую плоскость основания (три опорные точки, установочная база) и две шпонки, которые входят Т-образные пазы и выполняют роль направляющей базы. Крепление приспособления осуществляют с помощью Т-образных болтов или с использованием обычных болтов с Т-образными сухари которые вводятся в пазы станка.
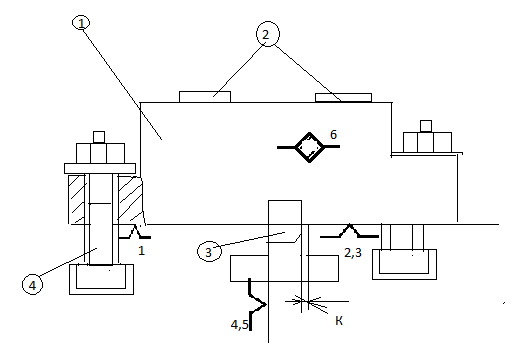
1-корпус приспособления
2-установочные элементы для базирования заготовки
3- две направляющие шпонки
4-теобразные болты для крепления
Шпонки должны входить в паз с зазором К и прижиматься к одной стороне паза, что обеспечивает точность базирования по трем плоскостям.
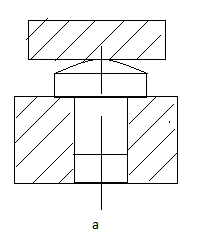
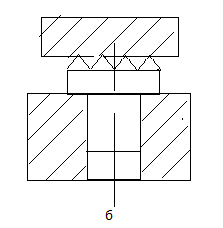
Для установки в приспособление заготовок, базирование которых осуществляется по не обработанными поверхностям применяют опорные элементы с полу сферой (а) или опорные элементы с насечкой (б):
Для базирования чистой (обработанной поверхности применяют плоские опорные элементы или плоские пластины:
Для точного перемещения рабочих органов на станках предусмотрены измерительные системы, которые позволяют отсчитывать перемещение с точностью от 0,02 до 0,002.Для ускорения статической настройки применяют специальные габариты, эталоны до касания с которыми доводят режущий инструмент. Простейшим эталоном(габаритом) может быть предварительно обработанная деталь .