

Лекция 11-12.
III. Групповая взаимозаменяемость.
Вначале пытаемся решить задачу методом полной взаимозаменяемости и находим средний допуск на звенья.

Представленный допуск Tср представляется жестким экономически целесообразным, поэтому расшиваем его в 3 раза и получают средне расширенный допуск .
T `ср =n* Tср=3*0,066=0,2
Ориентируясь на T `ср назначают допуски и предельные отклонения на детали (звенья) с учетом сложности их изготовления и с учетом двух расчетных условия реализации этого метода:
|
|
|
|
Тi |
0,24 (0,08*3) |
0,3 (0,01*3) |
0,06 (0,02*3) |
Δ` 0i |
0,04 |
0,15 |
0,01 |
Δв i |
0,16 |
0,3 |
0,04 |
Δн i |
-0,08 |
0 |
-0,02 |
Расширенные допуски должны быть кратны числу групп сортировки.
Расширенные допуски для третьего звена нахожу из первого расчетного условия:
T`2=T`1+ T`3
T`3=0,03-0,24-0,06
Координату поля допуска 3 звена определяем из второго расчетного условия:




Составим таблицу сортировки:
-
Δв
Δн
Δв
Δн
Δв
Δн
I гр.
0
-0,08
0,1
0
0
-0,02
II гр.
0,08
0
0,2
0,1
0,02
0
III гр.
0,16
0,08
0,3
0,2
0,04
0,02
Э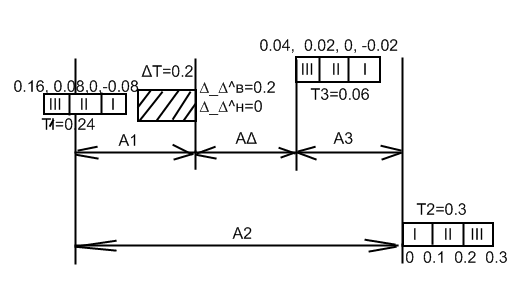 то
можно показать графически:
то
можно показать графически:
Проверку выполняем по формулам предельных отклонений:
 Справедливо
для
Справедливо
для
 трех
групп.
трех
групп.
Для группы I:


Для группы II:


Для группы III:


Вывод: проверка показала правильность расчетов количества групп и размеров деталей в каждой из групп.
IV. Метод регулировки.
Сущность метода состоит в том, что требуемая точность на замыкающем звене достигается за счет изменения величины заранее выбранного звена компенсатора без снятия с него слоя материала.
Имеет место 2 разновидности метода регулировки:
Регулировка с использованием подвижного компенсатора
Руль, которого обычно выполняет:
Винтовые упоры
Клинья
И другие подвижные детали, которые после перемещения в требуемое положение фиксируют.
Регулировка с использованием неподвижного компенсатора
Руль, которых обычно выполняют мерные шайбы, мерные пластины и другие детали, количество групп которых и размеры рассчитывают заранее по излагаемой ниже методике:
Назначают на звенья (детали) расширенные допуски и предельные отклонения (T`i, Δ`в i, Δн` i)
Определяем величину компенсации Tк – наибольшую требуемую величину регулировки.

T`i – расширенные допуски на звенья
TΔ-требуемый допуск на замыкающем звене.
Рассчитываем количество групп компенсаторов:

Tком – допуск на звено компенсатора.
В большинстве случаев расчет по формуле (2) дает дробное число групп, округлять такое число не следует, получается грязный расчет и погрешности при сборке для получения целого числа групп необходимо рассчитать допуск у одного или нескольких звеньев до значения при котором дробная часть выражения (2) даст ближайшее большее целое число.
Рассчитаем предельное отклонение звена компенсатора по формулам (3):
 (3)
(3)
 (3)
(3)
Где
 - предельные отклонения на замыкающем
звене при расширенных допусках без
учета звена компенсатора, рассчитываются
по формулам (4):
- предельные отклонения на замыкающем
звене при расширенных допусках без
учета звена компенсатора, рассчитываются
по формулам (4):
 -
требуемые предельные отклонения на
замыкающем звене.
-
требуемые предельные отклонения на
замыкающем звене.


Где
 предельные отклонения звеньев при
расширенных допусках.
предельные отклонения звеньев при
расширенных допусках.
Рассчитываем предельные отклонения в группах компенсаторов.
-
I
I
…
N






P P P
P- Величина ступени компенсации, разность размеров между смежными группами компенсаторов.

Изготавливают компенсаторы n- групп в рассчитанные размеры. В процессе сборки рабочие измеряют фактическое отклонение на замыкающем звене и по таблице соответствия выбирают требуемый по размеру компенсатор. В результате достигается требуемая точность замыкающего звена. Метод применяют для достижения точности в многозвенных цепях при этом в конструкции изделия должен быть предусмотрен компенсатор (подвижный или неподвижный.)