

18. Можливі варіанти хімічного складу сталі наведені в таблиці.
-
Варіант
Вміст компонентів, мас. %
С
Si
Mn
Аl
S
Р
А
0,2
0,2
0,5
-
0,040
0,03
Б
0,7
0,3
0,4
0,02
0,025
0,03
В
0,1
0,25
0,5
0,02
0,004
0,02
Г
0,1
0,15
0,4
-
0,010
0,03
У якому з наведених варіантів хімічного складу сталі ефективність видалення азоту при циркуляційному вакуумуванні буде вищою?
При обработке расплавов существенное влияние на кинетику дегазации, при порционном вакуумировании может оказать присутствие в стали поверхностно-активных веществ. Высокой поверхностной активностью в расплавах железа обладают кислород, сера и ряд других примесей. При удалении из металла азота, следует стремиться к получению в расплаве минимального содержания поверхностно-активных примесей. С этой целью сталь перед вакуумированием должна быть глубоко раскислена. Желательно также наличие в металле минимально возможного количества серы. Для обеспечения большой площади поверхности раздела вза-имодействующих фаз вакуумную обработку целесообразно совмещать с продувкой стали инертным газом. Таким образом можно сделать вывод, что наибольшая степень удаления азота будет достигнута при обработки стали вариант (В).
19.Поясніть головні вимоги до організації процесів глибокого зневуглецювання високо хромистих розплавів.
В
открытых сталеплавильных агрегатах ( = 1 атм.) нагрев металла до 1700оС
позволяет получать
= 1 атм.) нагрев металла до 1700оС
позволяет получать
 ≈ 100, а при 1850оС
– до 200.
≈ 100, а при 1850оС
– до 200.
В вакууме или при продувке металла инертным газом эффективность обезуглероживания значительно увеличивается. Достигаемые при этом результаты обычно соответствуют значениям = 0,1 – 0,01 атм. Это позволяет при температурах около 1700оС получать > 1000.
С учетом этого производство стали обычно организовано следующим образом. В электродуговых печах с использованием максимального количества легированных отходов и высокоуглеродистого феррохрома выплавляют полупродукт, содержание легирующих элементов в котором близко к марочному. Полученный расплав переливают в конвертер, в котором для быстрого повышения температуры продувку ведут без подачи охладителей. Обезуглероживание при атмосферном давлении ведут до достижения ≈ 100. Дальнейшее обезуглероживание металла проводят в вакууме или в АОД-конвертерах.
1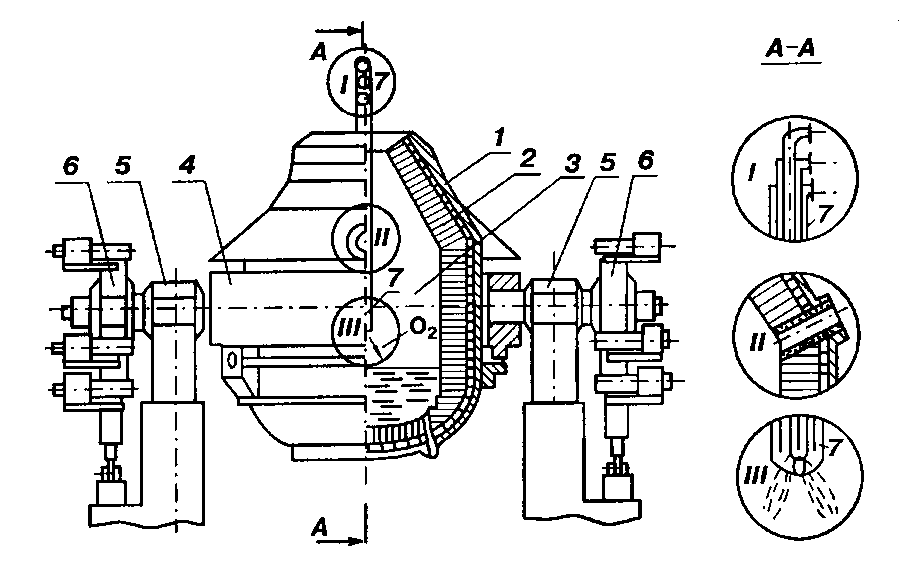 .
Опишіть конструкцію кисневого конвертера.
Наведіть його загальну схему
.
Опишіть конструкцію кисневого конвертера.
Наведіть його загальну схему
Рисунок 9.1 – Будова кисневого конвертора
1 – корпус; 2 – футерівка; 3 – робочій простір конвертора; 4 – опорне кільце с цапфами і системою кріплення у ньому корпусу; 5 – опорні вузли і станини; 6 – механізм повороту; 7 – киснева фурма з системою кріплення і пересування
Корпус конвертора виконують зварним з листової сталі товщиною 20 – 110 мм. Він може бути цільним або з відокремлюваним днищем.
У верхній частині циліндричної частини корпусу конвертора є отвір, який призначений для зливу металу.
Горловина конвертора більшою мірою, ніж інші його елементи, піддається впливу високих температур.
Розташована всередині стального корпусу футерівка конвертора утворює його робочій простір, питомий об’єм якого дорівнює 0,8 – 1,1 м3/т.
Футерівку конвертора на звичай виконують з кількох шарів вогнетривких матеріалів.
У теперішній час футерівку бокової поверхні більшості конверторів виконують у два шари – арматурний і робочий. Відмова від проміжного шару була обумовлена трудомісткістю його виготовлення, збільшенням тривалості ремонту, а також можливістю збільшення товщини робочого шару футерівки. У цьому випадку кладку по товщині робочого шару ведуть з двох цеглин різної довжини.
Футерівку днища конвертора виготовляють у кілька шарів. На металеву поверхню днища наносять смолодоломітову масу товщиною 25 – 30 мм. Далі кладуть один ряд шамотної цегли. На шамотну цеглу кладуть кілька рядів магнезитової цегли. Для кладки робочого шару днища на звичай використовують периклазошпінелідні вогнетриви.
Стійкість футерівки з невипалених вогнетривів складає 400 – 700 плавок, при використанні термооброблених невипалених вогнетривів – 800 – 900 плавок. При стійкості футерівки 400 – 900 плавок витрата вогнетривів дорівнює 2 – 5 кг/т сталі.
Фурма кисневого конвертора верхнього дуття виготовлена з концентричних сталевих труб (рисунок 9.2). По центральній трубі здійснюється подача кисню, а у проміжку між трубами циркулює охолоджуюча вода. Нижня ділянка фурми (головка), який піддається максимальному тепловому навантажуванню, на звичай виготовляють з міді, яка має високу теплопровідність. Зараз кисневі конвертори, як правило, обладнані багато сопловими фурмами, вихідний отвір яких має форму сопла Лаваля.