

18. Проаналізуйте технологічні вимоги, що висувають до флюсів ешп.
- должен обеспечивать эффективное рафинирование сплава;
- при рабочих температурах должен иметь стабильную электропровод-
ность (в пределах 0,001-0,005 Ом·м);
- должен иметь низкую температуру плавления и высокую температуру
кипения;
- должен иметь стабильную вязкость при рабочих температурах;
- должен обеспечивать высокое межфазовое натяжение на границе с ме-
таллом и обладать высокой адгезией к неметаллическим включениям;
- не должен быть дефицитным и гигроскопичным;
- должен быть экологически чистым.
- должен обладать низкой склонностью к гидротации.
- должен защищать метал от окисления.
20. Проаналізуйте переваги та недоліки дугових печей постійного струму.
Преимущества:
- позволяет снизить расходы электродов в 3...5 раза.
- позволяет снизить суммарный расход электроэнергии на 2...5 %;
- позволяет снизить расходы огнеупоров на 20...30 % при работе на твердой завалке;
- позволяет снизить расходы исходного сырья на 1,5...3 %
- позволяет снизить расходы дорогих легирующих добавок на 20...60 %;
- позволяет снизить уровень шума из 105 дБ до 85 дБ
- позволяет снизить количество пылегазовыбрасов в 8 .... 10 раз
- позволяет увеличить срок службы печных трансформаторов за счет снижения фликер-эффекта.
Недостатки:
- низкая стойкость и надежность в работе подового электрода.
- низкая стойкость футеровки возле подового электрода ( анодная яма).
-дорогостоящее оборудование.
17. Наведіть схему процесу ешп та проаналізуйте особливості технології плавки.
Р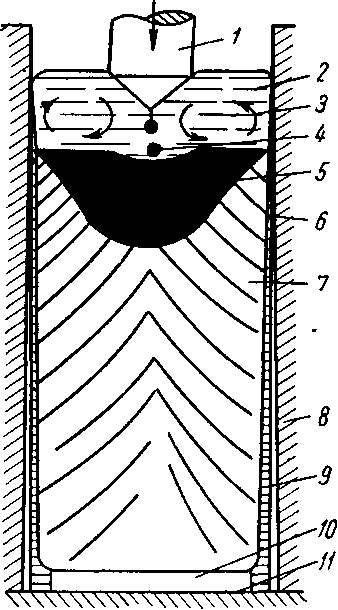 ис.
123. Схема электрошлакового переплава
расходуемого электрода:
ис.
123. Схема электрошлакового переплава
расходуемого электрода:
1—расходуемый электрод; 2 — шлаковая ванна; 3 — направление конвективных потоков; 4 — капли электродного металла, 5 — металлическая ванна; 6 — шлаковый гарниссаж; 7 — слиток; 8 — стенка кристаллизатора, 9 — воздушный зазор, 10 — затравка; 11 — поддон
Одним из наиболее простых и экономичных способов получения высококачественных сталей и сплавов, не требующих дорогого и сложного, в том числе и вакуумного, оборудования, является электрошлаковый переплав. Предварительно выплавленный в электродуговой печи и прокатанный на круг металл используется в качестве расходуемого электрода.
Источником тепла при электрошлаковом переплаве является шлаковая ванна, нагреваемая за счет прохождения через нее электрического тока.
Электрический ток подводится к переплавляемому электроду, погруженному в шлаковую ванну, и к поддону, установленному внизу в водоохлаждаемой металлической изложнице (кристаллизаторе), в которой находится шлак. Выделяющееся в шлаковой ванне тепло нагревает ее до высокой температуры (до 1700° С и более) и вызывает постепенное оплавление конца электрода. Образующиеся при этом капли жидкого металла проходят шлак, собираются, образуя под шлаковым слоем металлическую ванну.
Перенос капель металла через шлак, интенсивное перемешивание их со шлаком и довольно длительное пребывание металла ванны в контакте со шлаком способствует их активному взаимодействию. В результате взаимодействия происходит рафинирование металла от вредных примесей, удаление неметаллических включений и растворенных газов. Металлическая ванна, непрерывно пополняемая за счет расплавления электрода, под воздействием водоохлаждаемого кристаллизатора, постепенно формируется в слиток. Кристаллизация металла последовательная и направленная снизу вверх, что добусловлено преимущественным теплоотводом через поддон кристаллизатора. Замедленная и направленная кристаллизация также благоприятствует удалению из металла неметаллических включений и пузырьков газа и способствует получению плотного и однородного слитка! Для макроструктуры слитков электрбшлакового переплава характерна радиально-осевая направленность кристаллов, отсутствие усадочных и ликвационных дефектов, равномерное распределение неметаллических включений. Слиток электрошлакового переплава отличается ровной поверхностью, что связано с образованием на холодных стенках изложницы тонкого слоя твердого шлака (гарниссажа). Внутри этой шлаковой рубашки и происходит формирование слитка.
Шлак должен обладать оптимальной величиной электропроводности, так как излишне низкое электросопротивление не обеспечивает необходимого температурного режима; наоборот, высокое электросопротивление может привести к нарушению соответствия скоростей плавления и кристаллизации слитка.
С точки зрения образования небольшого слоя гарниссажа на слитке и его осевой направленной кристаллизации, а также для обеспечения достаточной скорости рафинирования металла не
обходимы жидкоподвижные шлаки с температурой плавления ниже температуры плавления металла. Причем, величина их вязкости должна постепенно снижаться с повышением температуры (от 1,5—1,0 до 0,5 пз в интервале 1350—1500° С).
Химический состав шлака должен обеспечить достаточную степень рафинирования металла от нежелательных примесей и в то же время исключить окисление легирующих элементов. Указанным требованиям в значительной мере удовлетворяют шлаки на основе Са¥2 с добавками А1203 и СаО. Например, для переплава сталей и сплавов, не содержащих легкоокисляющихся элементов — титана и бора — используют флюс АНФ-6, содержащий 70% СаF2 и 30% Аl203 с температурой плавления 1320—1340° С, или флюс АНФ-8 состава: 60% СаF2; 20% А1303 и 20% СаО с температурой плавления 1240—1260° С. Эти флюсы обеспечивают также достаточно высокую степень десульфурации металла. При переплаве сталей и сплавов с титаном и бором рекомендуется флюс АНФ-21, содержащий 60% СаF2, 25% А1203 и 25% ТЮ2 с температурой плавления 1220—1240° С.
Установки электрошлакового переплава работают на переменном токе промышленной частоты, который обеспечивает высокую стабильность процесса плавления и эффективное рафинирование металла. Применение переменного тока является важнейшим достоинством электрошлакового переплава по сравнению с вакуумно-дуговой, электроннолучевой и плазменно-дуговой плавкой.
Электрические схемы однофазной и трехфазной установок представлены на рис. 124. Процесс плавки проводится следующим образом. На медный водоохлаждаемый поддон помещают затравку, представляющую собой шайбу из углеродистой стали толщиной 20 мм. На затравку для возбуждения процесса задают термитную смесь, состоящую из порошка алюминия и магния и рабочего флюса. Опускают расходуемый электрод до соприкосновения со смесью, а затем в зазор между стенками водоохлаждаемого кристаллизатора подают рабочий флюс (3—4% от массы металла).
Включают ток и после расплавления шлака и стабилизации процесса включают автоматический регулятор подачи электрода. По мере расплавления электрода происходит его медленное опускание. Металлическая ванна в кристаллизаторе постепенно формируется в слиток. После полного застывания слитка опускают поддон и извлекают слиток из кристаллизатора.
В результате электрошлакового переплава содержание кислорода в металле снижается в 1,5—2 раза, понижается концентрация серы и соответственно уменьшается в 2—3 раза загрязненность металла неметаллическими включениями, причем они становятся мельче и равномерно распределяются в объеме слитка. Слиток отличается большой плотностью, однородностью и хорошей поверхностью. Все это обусловливает высокие механические и эксплуатационные свойства сталей и сплавов электрошлакового переплава.
В настоящее время способ электрошлакового переплава получил широкое распространение на наших заводах для производства сталей и сплавов ответственного назначения. Слитки выплавляются крупного, квадратного и прямоугольного сечения до 10—12 т. Имеются установки для выплавки слитков массой до 40 т. Способ электрошлакового переплава отличается высокой экономичностью, по сравнению с вакуумно-дуговым переплавом стоимость электрошлакового переплава ниже в несколько раз.