

11. Класифікація методів екструзійної підготовки розплаву пластмас, їх особливості та перспективи розвитку.
Холодная синяя экструзия — возможны только механические изменения в материале вследствие медленного его перемещения под давлением и формованием этого продукта с образованием заданных форм.
Теплая экструзия — сухие компоненты сырья смешиваются с определенным количеством воды и подают в экструдер, где наряду с механическим его подвергают еще и тепловому воздействию. Продукт нагревается извне. Получаемый экструдат отличается небольшой плотностью, незначительным увеличением в объёме, пластичностью, а также ячеистым строением. Иногда экструдату необходимо подсушивание.
Горячая экструзия — процесс протекает при высоких скоростях и давлениях, значительном переходе механической энергии в тепловую, что приводит к различным по глубине изменениям в качественных показателях материала. Кроме того, может иметь место регулируемый подвод тепла как непосредственно к продукту, так и через наружные стенки экструдера. Массовая доля влаги в сырье при горячей экструзии составляет 10…20 %, а температура превышает 120 °C.
12. Сутність підготовки розплаву на одночерв’ячному екструдері, його склад і принцип роботи.
Основной объем полимеров перерабатывается на одночервячных прессах, анализ работы которых будет рассмотрен позднее. Принципиальное устройство и взаимодействие узлов и механизмов одночервячного экструдера ясны из схемы рис. 12.4. Основными рабочими органами являются обогреваемый материальный цилиндр 1 и вращающийся в нем червяк 2. Загрузка перерабатываемого полимера или его композиции производится через загрузочное устройство 3, конструктивное оформление которого определяется состоянием и формой частиц перерабатываемого материала. Формующий изделие инструмент 4 устанавливается на выходе из цилиндра, обогреваемого нагревателями 5. Привод червяка, закрепленного в опорном блоке 6, осуществляется от электродвигателя 7 через редуктор 8 и муфту 9.
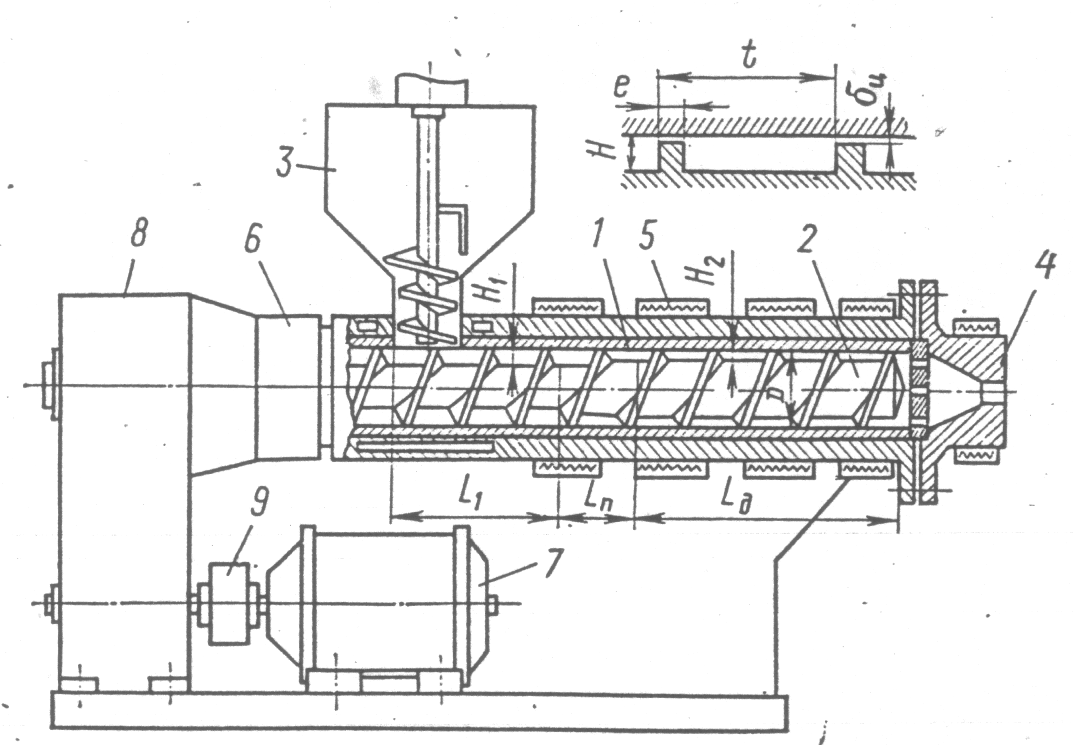
Рис. 12.4. Схема одночервячного пресса.
В процессе переработки исходный материал из загрузочного устройства поступает в канал червяка и перемещается в осевом направлении по винтовому каналу червяка, образованном внутренней поверхностью цилиндра и витком (нарезкой) червяка. При движении материал уплотняется, плавится, происходит удаление воздуха через загрузочную воронку и гомогенизация расплава, развивается давление, под действием которого подготовленный расплав продавливается через, фильтр, формующий инструмент (головку).
Экструзия сопровождается только физическими процессами: деформация полимера, плавления, вязкого течения и застывания (кристаллизации). Химические процессы, которые сопровождают экструзию, – термо- и механодеструкция, являются нежелательными, и при правильном режиме экструзии незначительно влияют на процесс.
В зависимости от характера процессов, протекающих в червячном прессе, а также от физического состояния полимера в цилиндре обычно выделяют три функциональные рабочие зоны: загрузки, плавления и дозирования. Такое разделение носит несколько условный характер, поскольку отсутствуют четкие границы раздела; например, плавление полимера начинается в зоне загрузки, а заканчивается в зоне дозирования.
Тем не менее, в существующих конструкциях машин имеется геометрическое разделение на зоны, обусловленное размерами червяка. Истинную границу зон в зависимости от состояния полимера можно установить экспериментально или математическими расчетами с учетом конкретных условий работы экструдера.