

25. Визначення теоретичної і фактичної продуктивності, корисної і споживаної потужності, питомих витрат на одиницю екструзійної продукції.
(Оскільки в реальних умовах екструдер працює разом с головкою, то продуктивність його залежить від протидії (опору) головки течії розплаву. Взаємодію екструдера з головкою визначає робоча точка екструзії, яка отримується при сумісному рішенні рівнянь для продуктивності екструдера (зовнішня характеристика екструдера) і головки (зовнішня характеристика головки). Це і є фактичний робочий режим роботи екструдера і головки. При графічному виразі рішення цих рівнянь у координатах продуктивність – тиск робоча точка знаходиться на перетині зовнішніх характеристик екструдера і головки.)
26. Машинні модулі технологічних ліній на базі каландрів, технічні характеристики устаткування.
Вальцевание
и каландрование – одни из распространенных
процессов переработки полимеров
(пластмасс и резиновых смесей),
осуществляемых на вальцах и каландрах.
Рабочими органами этих машин являются
вращающиеся навстречу друг другу валки.
При вальцевании материал в виде
непрерывной ленты, отдельных кусков,
сухой смеси порошкообразных или
волокнистых компонентов подается
непрерывно или периодически в область
1 над межвалковым зазором 2 (рис. 1, а).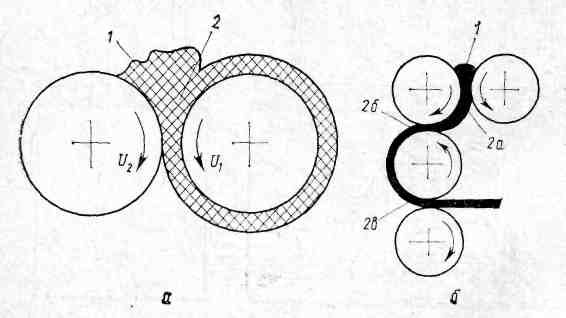
Рис. 1 Схемы расположения валков при вальцевании (а) и каландровании (б).
Возникающей при контакте с вращающимися валками силой трения материал вовлекается в межвалковый зазор. Движение в сужающемся зазоре сопровождается интенсивным деформированием материала и уплотнением его, если он загружается в виде рыхлой массы. Выполнение разнообразных операций на валковых машинах возможно именно благодаря этому деформированию. С целью интенсификации деформирования рабочим поверхностям валков часто сообщают различные окружные скорости (U1<U2). Отношение U1/U2 называется коэффициентом фрикции λ.
Выходя из зазора в виде листа, материал (если он пребывает в вязкотекучем или пластическом состоянием) прилипает к одному из валков. Как правило, это валок, рабочая поверхность которого имеет меньшую скорость.
Если материал обрабатывается на вальцах, то, выйдя из зазора и сделав вместе с тихоходным валком полный оборот, он вновь попадает в область 1 и затем в зазор 2. Таким образом , за время своего пребывания на вальцах материал подвергается деформированию многократно. Это время, (время вальцевания) подбирается таким, чтобы в материале успевал завершится тот процесс, который определяет сущность конкретной технологической операции, выполняемой на вальцах (смешение, прогрев, дробление и др.).
При каландрировании материал в вязкотекучем состоянии в область 1 и последовательно проходит зазоры 2а, 2б и 2в, образованные валками (рис. 1, б). В отличие от обработки на вальцах, основной целью технологических операций, выполняемых на каландрах, является не изменение состояния или строения материала, а придание ему формы листа (пленки). В связи с этим требования к качеству поверхности валков и точности поддержания зазоров между ними для каландров более высокие, чем для вальцев. Другие особенности каландров состоят в том, что они работают только в непрерывном режиме и материал пребывает в каждом зазоре только однократно.
Взаимное расположение валков вальцов таково, что их оси лежат в горизонтальной плоскости; условия загрузки и удержания материала в области 1 (ее часто называют «запасом» или «прибылью») при этом варианте их расположения максимально благоприятны. Взаимное расположение валков каландров может быть самым различным.