

8. Типи зварних з’єднань
Основними типами монтажних зварних з'єднань є|з'являються|: стикове, напусткове|, таврове, кутове (мал. 1, а, б, в, г).
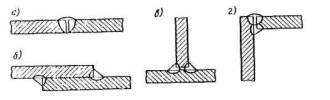
Мал. 1. Основні типи монтажних зварних з'єднань
Монтажні зварні з'єднання допускається виконувати у всіх просторових положеннях|становищах|: нижньому|, горизонтальному, вертикальному, стельовому (мал. 2, а, б, в, г).

Мал. 2. Положення|становище| швів в просторі|простір-час| при монтажній зварці|зварюванні|
Стикові з’єднання
Стикові з'єднання є найбільш розповсюдженими майже при всіх способах зварювання, тому що дають найменші власні напруження і деформації під час зварювання.
Стикові з'єднання в основному застосовують для конструкцій з листового металу. Вони потребують мінімальної витрати основного і наплавленого металу і часу на зварювання, можуть бути виконані рівноміцними до основного металу.
Напускні з’єднання
Напускні з'єднання застосовуються переважно при дуговому зварюванні будівельних конструкцій зі сталі товщиною не більше, ніж 10 – 12 мм. Вони не потребують спеціальної обробки кромок, окрім обрізки. Рекомендується зварювати листи з обох боків, у випадку одностороннього зварювання може відбутися потрапляння вологи в щілини між листами і подальше іржавіння в цьому місці.
Таврові з’єднання
Таврові з'єднання широко використовуються при дуговому зварюванні; виконуються без скосу кромок та зі скосами з одного чи обох боків. Вертикальний лист повинен мати достатньо рівно обрізану кромку. При односторонньому і двосторонньому скосі кромки вертикального листа між вертикальним і горизонтальним листами залишається зазор в 2 – 3 мм для кращого провару.
Кутові з’єднання
Кутові з'єднання застосовуються при зварюванні різним чином попередньо оброблених кромок листів. Зварювані частини розташовують під прямим або іншим кутом і зварюють по кромках. Такі з'єднання застосовуються переважно при зварюванні резервуарів, що працюють під незначним внутрішнім тиском газу або рідини.
Прорізні з’єднання
Прорізні з'єднання застосовують у випадку коли довжина нормального напускного шва не забезпечує достатньої міцності. Прорізні з'єднання бувають закритого чи відкритого типу. Проріз зазвичай виконують кисневої різкою.
Торцеві (бокові) з’єднання
В даному випадку листи з'єднуються своїми поверхнями і зварюються по суміжних торцях.
З’єднання з накладками
Даний тип з'єднання використовується у випадках коли з інших причин не можуть бути замінені стиковими або напускними з'єднаннями.
З’єднання електрозаклепками
За допомогою даного типу з'єднання отримують міцні, але не щільні з'єднання. Верхній лист просвердлюється і отвір заварюється так, щоб був захоплений нижній лист.
9. Типи зварних швів
Зварний шов – ділянка зварного з'єднання, утворена в наслідок кристалізації металу зварювальної ванни.
Групи зварних швів
1. За положенням у просторі – нижні, горизонтальні, вертикальні, стельові. Найпростіші для виконання є нижні шви, найважчі – стельові.
2. За відношенням до діючих зусиль – флангові, торцеві (лобові), комбіновані та косі.
3. За довжиною – неперервні, переривчасті.
4. За ступеню опуклості – нормальні, опуклі та увігнуті.
5. За типом з'єднання – стикові і кутові (валикові).