

40. Режими газового зварювання
Основними параметрами режиму газового зварювання є:
потужність полум’я;
швидкість переміщення полум’я;
діаметр присадкового металу;
кут нахилу полум’я;
спосіб зварювання;
Зварювальне полум'я повинне володіти достатньою тепловою потужністю, яку вибирають залежно від товщини зварюваного металу і його фізичних властивостей. Вибір режимів зварки|зварювання| цілком і повністю залежить від товщини зварюваних деталей.
Потужність зварювального полум'я безпосередньо|прямо| залежить від витрати горючого газу і для ацетиленової зварки|зварювання| її приблизно можна визначити по формулі:
Vа| = k•S|
де Va| — потужність полум'я, визначувана витратою ацетилену, л/година; S — товщина зварюваного матеріалу, мм; до — коефіцієнт пропорційності, величина якого залежить від вигляду|виду| стали.
Наприклад|приміром|, для низковуглецевої сталі і чавуну до = 100 — 130, а для високовуглецевої сталі до = 75 100. Для алюмінію і його сплавів до = 100 — 15 для мідних сплавів — 150 — 225. Змінюючи|зраджувати| теплову потужність полум'я, зварювач|зварювальник| в досить широкий межах може регулювати швидкість нагріваючи розплавлення металу, що є|з'являється| одним переваг газополум'яної зварки|зварювання|.
Кут|ріг| нахилу мундштука зварювального пальника збільшує із|із| збільшенням товщина зварюваного металу. Залежність кута|рогу| нахилу для зварки|зварювання| сталей| приведена на мал. 1. Якщо зварюють кольорові метали, теплопровідність яких вище стали, то кут|ріг| нахилу мундштука трохи збільшують.
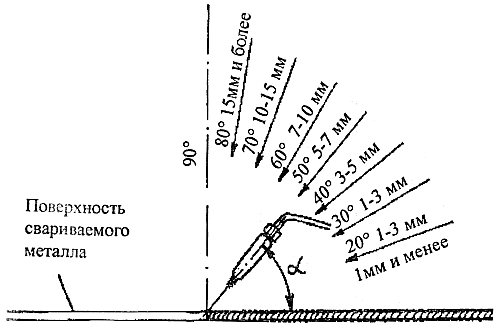
Мал. 1. Кути|роги| нахилу мундштука пальника при зварці|зварюванні| сталі різної товщини
Діаметр присадного матеріалу підбирають|добирають| залежно від товщини зварюваних деталей і методу накладення шва. Зазвичай|звично| діаметр присадного дроту дорівнює половині товщини зварюваного металу. Практично при товщині металу більше 15 м|м-коду| присадний матеріал беруть діаметром 6—8 мм.
Швидкість зварки|зварювання| є|з'являється| величиною, від залежної товщини зварюваного металу і його властивостей. Визначають швидкість зварки|зварювання| по формулі:
V = А/s
Де А - коефіцієнт, залежний від властивостей матеріалу і для сталей| середньої товщини дорівнює|рівняється| 12 — 15, S — товщина зварюваного металу, мм.
41. Техніка газового зварювання
Способів накладення зварювального шва існує декілька. Їх застосування|вживання| диктується звичками зварювача|зварювальника| і особливостями зварного з'єднання.
Ліва зварка|зварювання| — є|з'являється| найбільш вживаним способом при газовій зварці|зварюванні| металів, завтовшки 4—5 мм. При цьому способі пальник переміщають справа наліво, а присадний дріт переміщають попереду пальника. Зварювальне полум'я, направлене|спрямоване| від шва, добре прогріває незварену ділянку і присадний дріт. При малій товщині металу (менше 8 мм) пальник, переміщають тільки|лише| уздовж|вздовж| шва, а при товщині металу більше 8 мм виконують додаткові коливальні рухи упоперек|впоперек| осі шва. Присадний дріт кінцем занурюють зварювальну ванну, перемішуючи|перемішувати| її спирал| образними рухами.
Лівий спосіб хороший|добрий| тим, що зварювач|зварювальник| добре бачить шов, що дає йому можливість|спроможність| забезпечити рівномірність зварювального валика. Шов отримує|одержує| рівний і красивий. Потужність зварювального полум'я: при лівому способі зварки|зварювання| приймають в межах 100 — 130 дм3| ацетилену в годину на один мм товщі металу.
Права зварка|зварювання| вважається за економічнішу|економічну|, оскільки|тому що| полум'я направлене|спрямоване| безпосередньо на шов. Це дає можливість|спроможність| зварювати метал великої товщини із|із| зменшеним кутом|рогом| розкриття кромок. А оскільки|тому що| при цьому кількість наплавленого металу знижується, то вірогідність|ймовірність| викривлення деталей знижується. Пальник при цьому способі переміщається зліва направо, а присадний матеріал пересувають услід за пальником. Оскільки|тому що| полум'я направлене|спрямоване| на шов, то швидкість його охолоджування|охолодження| знижується, метал одночасно піддається термічній обробці, що сприяє підвищенню якості шва.
Зварку|зварювання| крізним валиком (подвійним валиком) застосовують при вертикальній зварці|зварюванні| стикових з'єднань|сполучень| зверху вниз. Для цього в нижній частині|частці| стику проплавляется| крізний отвір і, поступово піднімаючи|підіймати| полум'я вгору|угору|, розплавляють верхню частину|частку| отвору. Вводячи|запроваджувати| присадний матеріал, заварюють нижню частину|частку| отвору. При зварці|зварюванні| товстого металу зварку|зварювання| ведуть одночасно з двох сторін два зварювачі|зварювальники|.
Зварка|зварювання| ваннами полягає послідовному утворенні ванн розплавленого металу і введенні в них по декілька крапель|краплини| присадного матеріалу. Зварку|зварювання| ваннами; застосовують для зварювання металу товщиною до 3 мм. При цьому виді зварки|зварювання| кожна подальша|наступна|; ванна перекриває попередню на 2/3 її діаметру. Цей метод застосовують при зварці|зварюванні| тонких; листів і труб|труба-конденсаторів| з|із| низковуглецевих сталей|, стикових і кутових з'єднань|сполучень| при товщині деталей до 3 мм, добиваючись високої якості зварювального шва. Для цього, розплавивши ванну діаметром 4—5 мм, зварювач|зварювальник| вводить|запроваджує| в неї кінець присадного дроту і, розплавивши її невелику кількість, переміщає кінець у відновну зону полум'я, що дозволяє понизити|знизити| вірогідність|ймовірність| окислення|окислений| металу. Мундштуком пальника виконують рухи, що дозволяють утворитися сусідній ванні, яка повинна перекривати попередню на ? діаметру. При цьому ядро полум'я не повинне занурюватися у ванну, щоб|аби| уникнути вуглецювання металу шва.
Зварку|зварювання| по отбортованным| кромках використовують для зварювання металу товщиною до 2 — 3 мм. Це вид зварки|зварювання| застосовується без присадного металу, а тільки|лише| за рахунок коливальних і спіралеподібних рухів пальника.
Зварка|зварювання| при різних положеннях|становищах| шва. Зварка|зварювання| при нижньому положенні|становищі| шва зазвичай|звично| утруднень|скрути| не викликає|спричиняє|. Вертикальні, стельові і горизонтальні шви на вертикальній поверхні мають свої особливості і вимагають навику|навички| в роботі.
Зварку|зварювання| вертикальних швів від низу до верху краще виконувати лівим способом. Горизонтальні шви на вертикальній плоскості|площині| виконують правим способом. В цьому випадку потік газового полум'я направлений|спрямований| на шов, не дозволяючи металу розтікатися із|із| зварювальної ванни. На відміну від звичайного|звичного| правого способу зварку|зварювання| ведуть справа наліво, створюючи невеликий перекіс зварювальної ванни.
Стельові шви теж|також| краще вести правим способом, оскільки|тому що| при цій методиці кінець присадного дроту і тиск|тиснення| газового потоку перешкоджають стіканню рідкого металу вниз.