

Зварювання електродом, що плавиться, в інертному газі
Зварювання електродом, що плавиться, в інертному газі застосовуються для з'єднання кольорових металів, титанових сплавів, що не іржавіють і жароміцних сталей і сплавів.
Застосування й удосконалювання цього способу зварювання засновані на знанні закономірностей металургійних процесів і фізики дуги. Зокрема, був установлений зв'язок між режимом переносу металу й формою проплавлення виробу, роль електродинамічних сил. При виготовленні конструкцій з кольорових металів і нержавіючих сталей зварювання ведеться на підвищених режимах по струму, що забезпечують струминний перенос металу. Зварювання в цьому випадку відрізняються високою стабільністю і якістю шва.
Однак зварювання електродом, що плавиться, в інертному газі можна вести тільки в нижнім положенні. Для виконання зварювання в інших просторових положеннях використовують імпульсно-дугове зварювання. Розроблено різні її варіанти, що дозволяють регулювати тривалість горіння дуги й паузи. Для зміни характеристик процесу зварювання електродом, що плавиться, в інертному газі розроблені й застосовуються різні схеми його ведення:
-введення в дуговий проміжок речовин, що знижують або підвищують ефективний потенціал іонізації;
- зміна тиску й складу газу;
- накладення на електрод, дугу або зварювальну ванну магнітних полів різної конфігурації;
- механічні коливання електрода уздовж або поперек осі руху.
Всі ці заходи дозволяють зменшити розбризкування, впливати на процеси кристалізації, змінювати форму провару, поліпшити формування шва при виконанні як стикових, так і кутових з'єднань.
38. Будова і склад газового полум’я
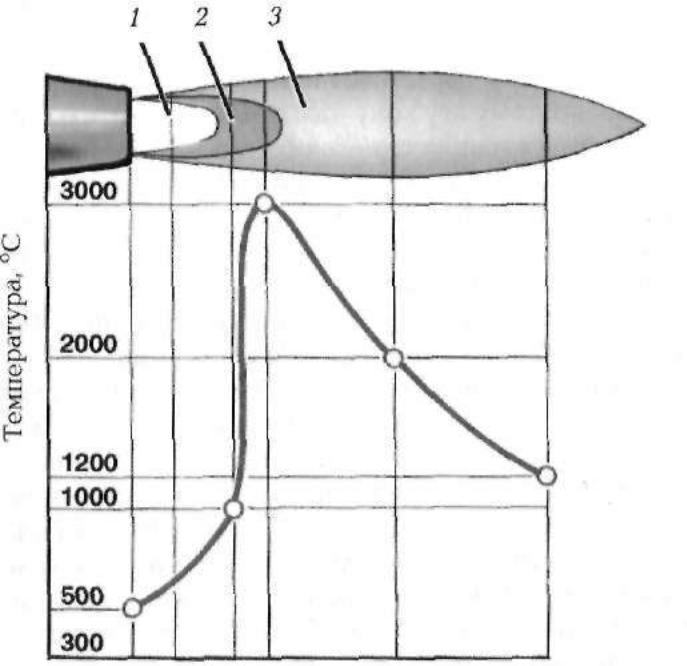
Ацетилено – кисневе полум’я складається із трьох зон (рисунок 1): ядра полум’я 1, середньої відновлювальної зони 2, факела (окислювальної зони) 3. Ядро являє собою суміш сильно нагрітого кисню та дисоційованого (розкладеного) ацетилену, та виділяється різким окресленням та ярким світінням. Горіння починається на зовнішній оболонці ядра та продовжується у другій зоні. В зоні 2 проходить перша стадія згорання ацетилену за рахунок кисню, що поступає з балона.
Вуглець згорає не повністю, а водень, за рахунок меншої спорідненості до кисню у порівнянні з вуглецем, в цій зоні не окислюється ( не згорає). Зона 2, маючи саму високу температуру та володіючи відновлювальними властивостями, називається зварювальною або робочою зоною. В зоні 3 (факелі) протікає друга стадія горіння ацетилену за рахунок атмосферного кисню. Вуглекислий газ та пари води при високих температурах окислюють залізо, тому цю зону називають окислювальною.
Для повного згорання одного об’єму ацетилену потрібно два з половиною об’єми кисню: один об’єм поступає з балона а півтора об’єми – із повітря.
 Рисунок
1- схема будови нормального ацетилено
– кисневого полум’я та розприділення
температур
Рисунок
1- схема будови нормального ацетилено
– кисневого полум’я та розприділення
температур
39. Температура ацетилено-кисневого полум’я
Температура ацетилено-кисневого полум’я становить порядку до 3200 0С. (малюнок в 38) Розподіл температур по полум’ї.