

6. Вплив магнітного поля на зварювальну дугу
Магнітні поля можуть утворюватися навколо|навкруг| провідника, электрод—дуга—метал|. Явище магнітного дуття з'являється|появляється| при відхиленні електричної дуги магнітними полями. На дугу може впливати як власне магнітне поле, так і стороннє магнітне поле.
Вплив власного магнітного поля. При цьому дія несиметричного підведення струму|току| щодо|відносно| осі електроду може викликати|спричиняти| відхилення дуги (мал. 5).
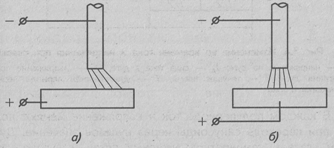
Мал. 5. Дія на електричну дугу власного магнітного поля:
а — несиметричне підведення струму|току| і відхилення дуги; б — симетричне підведення струму|току| і нормальне положення|становище| дуги
Можна змінювати|зраджувати| величину і напрям|направлення| силових ліній навколо|навкруг| дуги, створювати рівномірне магнітне поле, зменшувати дію несиметричного поля підбором і регулюванням кута|рогу| нахилу електроду.
Магнітне дуття пропорційне|пропорціональне| квадрату струму|току|, і особливо інтенсивно виявляється при зварці|зварюванні| постійним струмом|током| величиною понад 300...400 А, при зварці|зварюванні| електродами з|із| тонким покриттям. Воно виявляється слабкіше|слабий| при застосуванні|вживанні| електродів з|із| товстим покриттям, при зварці|зварюванні| під флюсом, а також при зварці|зварюванні| на змінному струмі|току|.
Рекомендується для ослаблення|ослабіння| дії магнітних полів на дугу вести зварку|зварювання| короткою дугою, проводити|виробляти| приєднання дроту|проводу| до виробу ближче до місця|місце-милі| зварки|зварювання|, вибирати потрібний кут|ріг| нахилу електроду, при цьому кінець електроду слід направляти|спрямовувати| у бік магнітного дуття.
7. Вплив феромагнітних мас на зварювальну дугу
Вплив близько|поблизу| розташованих|схильних| магнітних мас. Феромагнітні маси, близько|поблизу| розташовані|схильні| до зварювальної дуги, істотно|суттєвий| впливають на відхилення дуги. Феромагнітні маси викликають|спричиняють| направлений|спрямований| магнітний потік, прагнучий зближувати дугу з|із| масою, і дуга відхиляється у бік феромагнітної маси (мал. 6). Таке явище спостерігається при зварці|зварюванні| деталей різної товщини, при зварці|зварюванні| швів поблизу масивних елементів і ін.
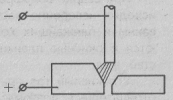
Мал. 6. Дія магнітних мас на відхилення дуги
Магнітне дуття пропорційне|пропорціональне| квадрату струму|току|, і особливо інтенсивно виявляється при зварці|зварюванні| постійним струмом|током| величиною понад 300...400 А, при зварці|зварюванні| електродами з|із| тонким покриттям. Воно виявляється слабкіше|слабий| при застосуванні|вживанні| електродів з|із| товстим покриттям, при зварці|зварюванні| під флюсом, а також при зварці|зварюванні| на змінному струмі|току|.
Рекомендується для ослаблення|ослабіння| дії магнітних полів на дугу вести зварку|зварювання| короткою дугою, проводити|виробляти| приєднання дроту|проводу| до виробу ближче до місця|місце-милі| зварки|зварювання|, вибирати потрібний кут|ріг| нахилу електроду, при цьому кінець електроду слід направляти|спрямовувати| у бік магнітного дуття.