

4. Будова зварювальної дуги
Зварювальною дугою називається довготривалий електричний розряд між двома електродами. Дуга складається з наступних елементів:
1 – катодна пляма; 2 – катодна область; 3 – стовп дуги; 4 – анодна область; 5 – анодна пляма.
Катодна пляма є джерелом електронів і має температуру 2400– 26000 с, ( для сталевих електродів).
Анодна пляма є місцем входу електронів і має температуру 2400-26000с, але в результаті бомбардування електронами на ній виділяється більше тепла (42% ), ніж на катодній плямі.
Стовп дуги є провідником електричного струму, де утворюються вторинні електрони та іони. Стовп дуги нейтральний. У ньому одночасно знаходяться однакова кількість заряджених частинок протилежних знаків.
5. Статистична вольт-амперна х-ка зварювальної дуги
Статична вольт-амперна характеристика дуги показує залежність між сталими значеннями струму|току| і напруги|напруження| дуги при постійній її довжині (мал. 3).
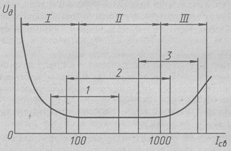
Мал. 1. Статична характеристика зварювальної дуги:
I — ділянка падаючої|падати| характеристики; II — ділянка жорсткої характеристики; III — ділянка зростаючої характеристики; 1, 2, 3 — ділянки характеристики при різних способах зварки|зварювання|
Характеристика має три області.
Перша область I характеризується різким падінням напруги|напруження| Uд| на дузі із|із| збільшенням струму|току| зварки|зварювання| Iсв|. Така характеристика називається падаючою|падати| і викликана|спричиняти| тим, що при збільшенні струму|току| зварки|зварювання| відбувається|походить| збільшення площі|майдану|, а отже, і електропровідності стовпа дуги.
У другій області II характеристики збільшення струму|току| зварки|зварювання| не викликають|спричиняють| зміни напруги|напруження| дуги. Характеристика дуги на цій ділянці називається жорсткою. Таке положення|становище| характеристики на цій ділянці відбувається|походить| за рахунок збільшення перетину стовпа дуги, анодної і катодної плям пропорційно величині зварювального струму|току|. При цьому щільність струму|току| і падіння напруги|напруження| впродовж|упродовж| всієї ділянки не залежать від зміни струму|току| і залишаються майже постійними.
У третій області III із|із| збільшенням зварювального струму|току| зростає напруга|напруження| на дузі Uд|. Така характеристика називається такою, що зростає.
При роботі на цій характеристиці щільність струму|току| на електроді збільшується без збільшення катодної плями, при цьому зростає опір стовпа дуги і напруга|напруження| на дузі збільшується.
Ділянки 1, 2, 3 характеристики на мал. 3 відповідають статичним характеристикам дуг, вживаних при різних способах зварки|зварювання|:
ділянка 1 — ручна дугова зварка|зварювання| штучними електродами;
ділянка 2 — автоматична, напівавтоматична зварка|зварювання| під флюсом, електрошлакова|шлакова| зварка|зварювання| товстим електродним дротом діаметром більше 2,5 мм на малій і середній щільності струму|току|;
ділянка 3 — зварка|зварювання| під флюсом і в середовищі|середі| захисних газів тонким електродним дротом на великій щільності струму|току|.