

I, II, III ... - Шари; 1,3,3 ... - валики.
25. Особливості зварювання вертикальних, горизонтальних та стельових швів Ручна дугова зварка|зварювання| в нижньому положенні|становищі|
При ручній зварці|зварюванні| в нижньому положенні|становищі| основна проблема полягає в тому, щоб|аби| забезпечити повне|цілковите| проплавлення перетину без освіти|утворення| пропалень.
На малюнку приведені різні варіанти виконання швів в нижньому положенні|становищі|. При зварці|зварюванні| односторонніх|однобічних| швів на вазі, як правило, дуже важко уникнути непроварів або пропалень, тому для односторонніх|однобічних| швів зазвичай|звично| застосовують способи утримання зварювальної ванни:
-зварка|зварювання| на знімній мідній підкладці (малюнок Би);
-зварка|зварювання| на сталевій підкладці, що залишається (малюнок В);
-накладення підварильного шва (малюнок Грама);
-вирубка|вирубування| непроварення з|із| подальшою|наступною| заваркою кореня шва (малюнок Д).
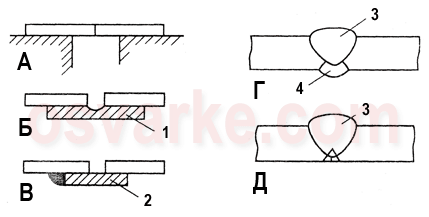
Малюнок. Способи утримання зварювальної ванни
1 – знімна мідна підкладка; 2 – сталева підкладка, що залишається; 3 – основний шов; 4 – підварильний шов
Зварку|зварювання| кутових швів в нижньому положенні|становищі| можна виконувати двома способами: при повороті виробу на 45°| (так зване положення|становище| «в човник») і похилому електроді (див. малюнок нижчий). Зварка|зварювання| «в човник» переважніша, оскільки|тому що| при зварці|зварюванні| похилим електродом із-за набрякання розплавленого металу важко попередити підріз по вертикальній плоскості|площині| і забезпечити провар по нижній плоскості|площині|.
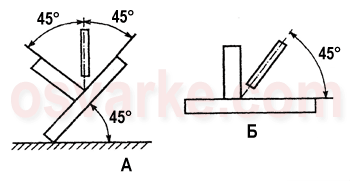
Малюнок. Техніка виконання кутових швів при ручній дуговій зварці|зварюванні|:
А – «в човник»; Би – похилим електродом
Ручна дугова зварка|зварювання| у вертикальному положенні|становищі|
При ручній зварці|зварюванні| у вертикальному положенні|становищі| стікання розплавленого металу також робить істотний|суттєвий| вплив на формування шва і глибину проплавлення (див. малюнок). Вертикальні шви зазвичай|звично| виконують на підйом. В цьому випадку вдається забезпечувати необхідний провар і підтримувати розплавлений метал на кромках. Проте|однак| продуктивність зварки|зварювання| низька і збільшується при зварці|зварюванні| на спуск. Проте|однак| із-за малої глибини проплавлення це можливо тільки|лише| для тонкого металу і при застосуванні|вживанні| спеціальних електродів.
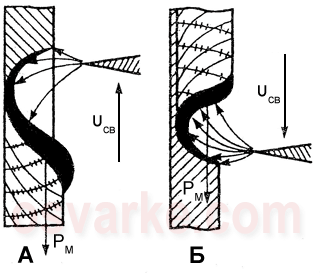
Малюнок. Ручна дугова зварка|зварювання| швів у вертикальному положенні|становищі|
Особливо несприятливі умови формування шва спостерігаються при виконанні на вертикальній плоскості|площині| горизонтальних швів, оскільки|тому що| розплавлений метал натікає на нижню зварювану деталь.
Ручна дугова зварка|зварювання| в стельовому положенні|становищі|
Достатньо|досить| складна і ручна зварка|зварювання| в стельовому положенні|становищі|. Розплавлений метал в зварювальній ванні в цьому випадку утримується|стримується| від витікання силою|силоміць| поверхневого|поверхового| натягнення|натягу| (див. малюнок). Тому необхідно, щоб|аби| вага розплавленого металу не перевищила цю силу. Для цього прагнуть зменшити розміри зварювальної ванни, виконуючи зварку|зварювання| періодичними короткими замиканнями, даючи можливість|спроможність| металу шва частково закристалізовуватися. Застосовують також зменшені діаметри електродів, знижують силу зварювального струму, використовують спеціальні електроди, що забезпечують отримання|здобуття| в'язкої зварювальної ванни
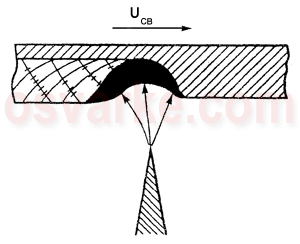
Малюнок. Формування ванни і шва при ручній дуговій зварці|зварюванні| в стельовому положенні|становищі|