

35. Основні роботи, що виконуються на свердлильних верстатах. Типи свердел.
На свердлильних верстатах виконують такі операції:
- свердління;
- розсвердлювання;
- зенкерування (рис. 20,а);
- розточування (рис. 20,б);
- розвертання (рис. 20,в);
- зенкування (рис. 20г);
- цекування (рис. 20, д, е);
- нарізання різьби мітчика.

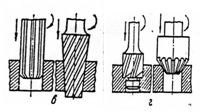

Рис. 20 Обробка отворів на свердлильних верстатах
Типи свердел
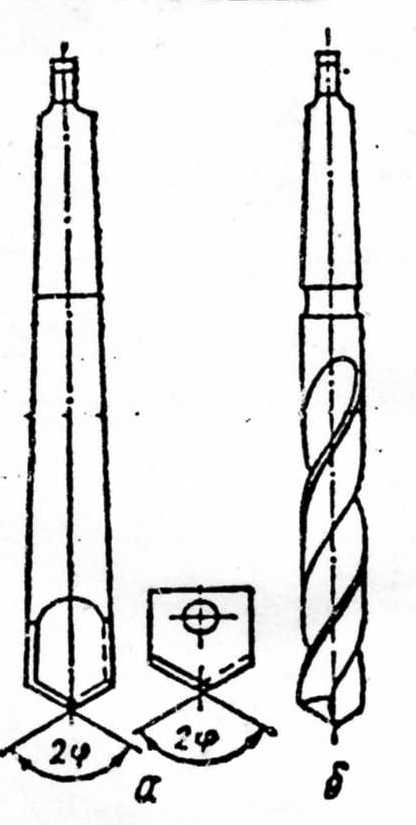
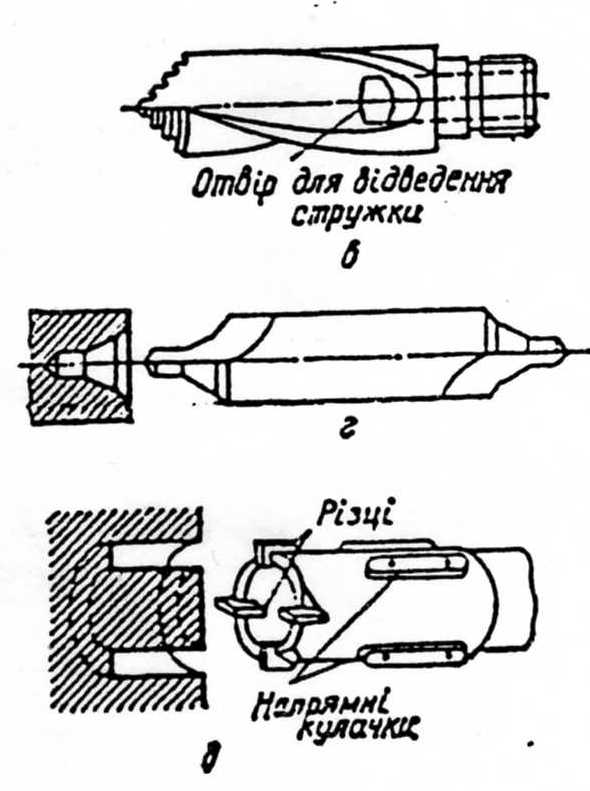
Рис. 21 Типи свердел
Розрізняють такі основні типи свердел:
- перові (а), що являють собою стержень або пластинку з різальними кромками під кутом 2φ = 90-120˚. Ці свердла застосовують для обробки отворів у листовому матеріалі;
- спіральні (б) і свердла для глибоких отворів (в);
- центрувальні свердла (г);
- для кільцевого свердління (д).
36. Спіральні свердла. Геометрія спіральних свердел.
Спіральні свердла – найбільш поширений вид свердел діаметром від 0,1 до 90 мм. Їх виготовляють із швидкорізальних сталей (рис. 22).
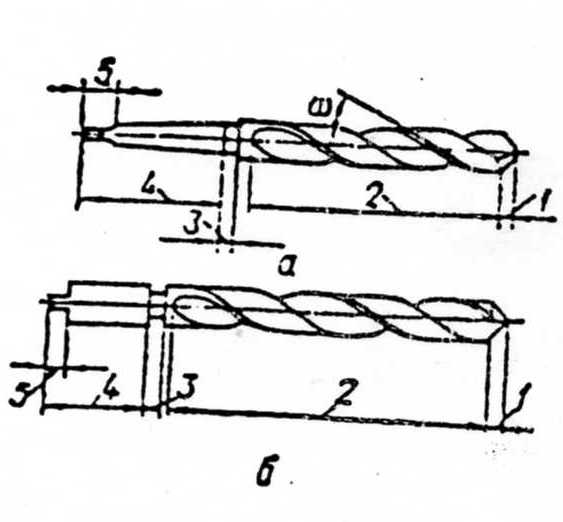
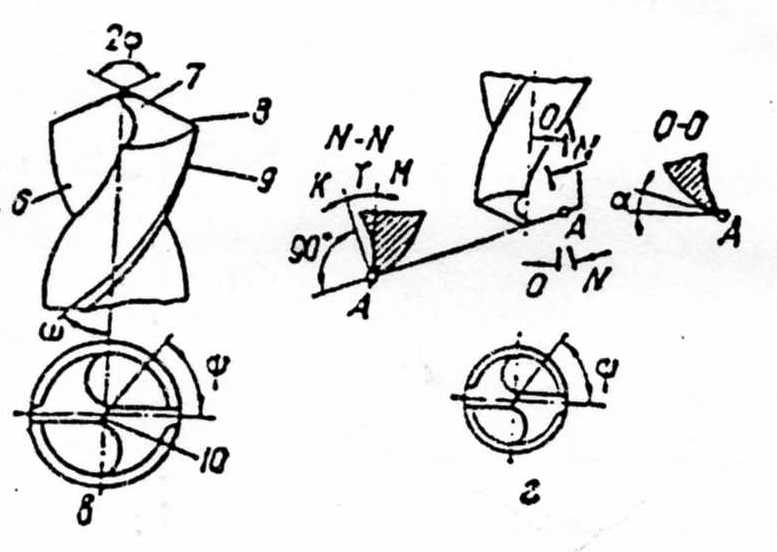
Рис. 22 Основні елементи і геометричні параметри спірального свердла
Свердло складається із ріжучої частини 1, напрямної 2, шийки 3, хвостовика 4 і лапки. Напрямна частина спрямовує свердло в отворі і забезпечує заданий діаметр отвору. Різальна частина виконує основну роботу різання і включає в себе передню 6 і задню 7 поверхні, а також головні 8 і допоміжні 9 різальні кромки і поперечну кромку 10. Кут між головними різальними кромками для сталей або чавуну дорівнює 2φ = 118-120˚; для бронзи, силумінів та інших легко оброблюваних матеріалів 2φ = 80-90˚, а для твердих і крихких матеріалів - 2φ = 130-140˚.
Кут нахилу поперечної кромки (перемички 10) дорівнює 50-55˚. Ця кромка працює у важких умовах, оскільки передні кути на ній мають від’ємне значення. Внаслідок цього при свердлінні виникають значні осьові зусилля.
У головній січній площині NN (рис 22, г), яка нормальна до головної різальної кромки свердло має форму різця з характерними для різця геометричними параметрами. У напрямку наближення до осі свердла передній кут зменшується, а задній – збільшується.
Для зменшення тертя об стінки отвору на напрямній частині є дві вузькі стрічки шириною 0,2-2,5 мм в залежності від діаметра свердла. З цією метою діаметр свердла зменшується в напрямку до хвостовика на 0,03-0,1 мм на 100 мм довжини.
Спіральні свердла працюють в діапазоні швидкостей різання, які забезпечують температуру Q 500-550˚С з швидкістю 𝜈 = 100-150 .
n = .
37. Зенкери і їх геометрія.
Зенкери (рис. 23) – це також осьовий інструмент, який призначено для збільшення діаметру попередньо просвердленого отвору.
В залежності від призначення зенкери бувають6
- спіральні (рис. 23, а, б), що застосовуються для обробки наскрізних циліндричних отворів;
- циліндричні з напрямною цапфою, які служать для обробки торцевих частин або отворів під циліндричні головки болтів (рис. 23, в);
- конічні зенкери (зенківки) (рис. 23, г), які застосовують для отримання конічних поверхонь, наприклад, сідел під клапани ДВЗ, центрових отворів у ваннах або зняття фасок.
За способом кріплення зенкери бувають:
- хвостові (рис. 23, а, г);
-насадні (рис. 23, б,г);
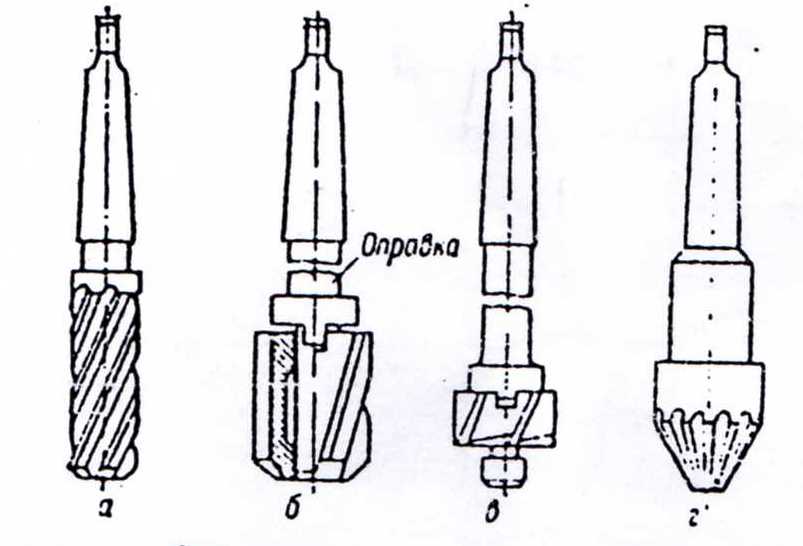

Рис. 23 Основні типи зенкерів
Спіральний хвостовий зенкер (рис. 23, д) складається з робочої частини 1, шийки 2 і хвостовика 3. Напрямна частина спрямовує зенкер у отворі і забезпечує отримання заданого діаметру отвору. Задані частинки виготовляють діаметром 10-100 мм.
Передній кут зубців зенкера γ вимірюється у площині нормальній до різальної кромки (рис. 23, е). Задній кут α вимірюється так само. При наближенні до осі зенкера α збільшується. Напрямна частина зенкера як і свердла має напрямні стрічки шириною 0,8-2 мм. Наявність більшої кількості зубців порівняно з свердлом підвищує стійкість, точність і робото здатність зенкерування.