

30. Спрацювання різального інструменту. Стійкість інструменту.
Спрацювання РІ – це руйнування його контактних поверхонь під впливом сил тертя, а також від нагрівання різальних кромок.
Руйнування може виникнути також при наявності в оброблюваному матеріалі твердих частинок.
Гранично
допустиме спрацювання при якому РІ
втрачає працездатність називається
критерієм
затуплення,
який характеризується величиною
спрацювання задньої поверхні і
позначається як
 .
.
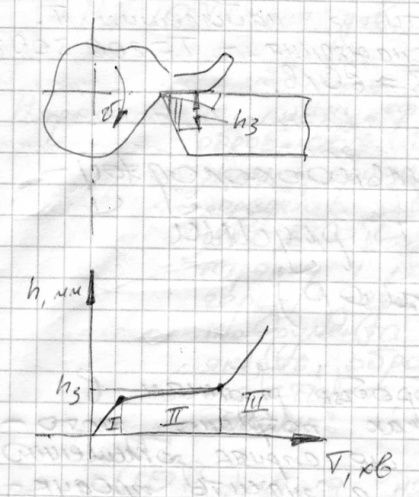
Рис. 9 Крива спрацювання РІ і хема зношування РІ по ЗП
Т – час роботи інструмента
Для
чорнової обробки
 1 мм.
1 мм.
Для
чистової обробки
 0,4 мм.
0,4 мм.
В залежності від часу роботи Т крива спрацювання має 3 ділянки:
І – при припрацюванні (до 1 хв);
ІІ – нормального працювання (10-150 хв);
ІІІ – катастрофічне спрацювання (після досягнення ).
Різання потрібно припиняти в точці, що відповідає допустимому критерію затуплення.
Від
стійкості
Т,
що відповідає допустимому
залежить продуктивність і вартість
обробки. Складні й дорогі процеси
потрібно робити з найбільшим Т. Наприклад,
зубонарізання – Т = 200-300 хв, а точіння
Т
 60 хв.
60 хв.
Властивості оброблюваного матеріалу сильно впливають на оброблюваність, тобто впливає швидкість через підвищення температури. Це проявляється при підвищенні вмісту у сталі вуглецю та легуючих елементів.
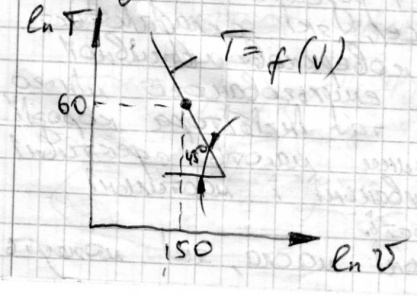
Рис.12 Типова крива «стійкість-швидкість»
𝜈 =
 ;
m
= 0,1-0.3
;
m
= 0,1-0.3
У зв’язку з тим, що показник m 1, невеликі зміни швидкості різання викликають значні зміни стійкості інструментів.
Геометричні параметри інструмента на стійкість впливають так:
- передній кут γ – позитивно при його збільшенні;
- задній кут зменшує сили тертя, отже і спрацювання інструменту.
31. Змащувально – охолоджуючі рідини і їх підведення в зону різання.
При обробці різанням в певних випадках потрібно застосовувати змащувально-охолоджуючі рідини, що сприяє збільшенню швидкості різання, а значить продуктивності процесу, а також поліпшенню якості обробки.
Дія змащувально-охолоджуючих рідин полягає в наступному:
- рідина, потрапляючи на поверхні тертя по передній і задній гранях інструменту знижує коефіцієнт тертя, отже виявляє змащувальні властивості. При різанні коефіцієнт тертя знаходиться в межах f = 0,5 – 2;
- рідина відводить тепло від місця його утворення тим самим охолоджуючи інструмент і оброблену поверхню;
- рідина знижує наростоутворення і адгезій ні явища. За рахунок цього поліпшується якість обробки.
Рис. 10 Схема утворення наросту
Наріст – сильно деформований оброблюваний матеріал, який міцно тримається на передній поверхня інструмента Q = 150 - 300˚. Зрив частинок наросту і їх видалення через задню поверхню інструмента значно погіршує якість обробки, особливо шорсткість, а також точність.
Змащувально-охолоджуючі рідини діляться на наступні групи:
- рідини, що мають охолоджуючі властивості – розчини, які складаються з води та інгібітора корозії. Ці рідини називаються емульсіями.
- рідини, які мають переважно охолоджуючі і частково змащувальні (мастильні) властивості – водні розчини поверхнево активних речовин, наприклад, мило. Рідини цієї групи складаються з води, поверхнево активної речовини та інгібітора корозії.
- емульсії і розчини водорозчинних масел, які складаються з води, поверхнево активної речовини, мінерального масла та інгібітора корозії. Ці рідини мають ефективні охолоджувальні і мастильні властивості.
- мінеральні масла, які можуть бути активовані сіркою або хлором (сульфофризол). Ці масла можуть мати також наповнювач (графіть).
Змащувально-охолоджуючі рідини цієї групи мають переважно мастильні і лише частково охолоджувальні властивості.
Способи подачі змащувально-охолоджуючих рідин в зону різання.
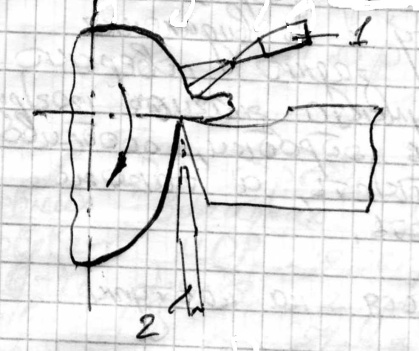
Рис. 11 Основні методи подачі змащувально-охолоджуючих рідин
1 – метод поливання з витратами Q = 1-5
 ;
;2 – подача змащувально-охолоджуючих рідин насосом високого тиску з витратами Q = 0,3-0,5 ;
Інжекторний метод – розпилювання рідини інжектором. Витрати - Q = 0,2-0,4 ;
Охолодження за допомогою газів азоту
 повітря під тиском.
повітря під тиском.
Рис.12 Типова крива «стійкість-швидкість»
𝜈 = ; m = 0,1-0.3
У зв’язку з тим, що показник m 1, невеликі зміни швидкості різання викликають значні зміни стійкості інструментів.
Властивості оброблюваного матеріалу сильно впливають на оброблюваність, тобто впливає швидкість через підвищення температури. Це проявляється при підвищенні вмісту у сталі вуглецю та легуючих елементів.
Геометричні параметри інструмента на стійкість впливають так:
- передній кут γ – позитивно при його збільшенні;
- задній кут α зменшує сили тертя, отже і спрацювання інструменту.
Змащувально-охолоджуючі рідини у всіх випадках дозволяють підвищити швидкість різання, крім використання твердосплавного інструмента.