

26. Схема процесу різання.
Обробка різанням – один із процесів технології машинобудування при якому деталь отримують із заготовки шляхом зняття стружки.
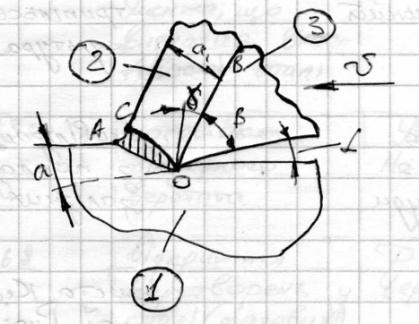
Рис. 1 Принципова схема різання
1 – деталь;
2 – стружка;
3 – різальний клин (інструмент) (РІ); ОАС – зона стружко утворення;
γ – передній кут РІ – це кут між передньою поверхнею і площиною, яка перпендикулярна до площини різання.;
α – головний задній кут РІ - це кут між головною задньою поверхнею і площиною різання;
𝛽 – кут між передньою і задньою поверхнею різця (кут клина РІ);
а – припуск на обробку, мм;
 -
товщина стружки, мм;
-
товщина стружки, мм;
ОВ=С – довжина контакту стружки з РІ;
𝜈 – швидкість різання (напрям різання);
 -
коефіцієнт усадки стружки.
-
коефіцієнт усадки стружки.
Основними елементами режиму різання є:
-
швидкість – 𝜈
( ;
; );
);
-
подача – S
( );
);
- глибина різання – t, мм

Рис. 6 Елементи режиму різання
Швидкість головного руху 𝜈 – це шлях за одиницю часу, який проходить інструмент і заготовка один відносно одного.
𝜈 =
 ,
,
де
,
,
де
n – частота обертів або частота обертання деталей;
n(16К20)
= 17,5 – 1500

n
=
 ,
,
Подача (S) – швидкість переміщення різця в напрямку руху інструменту за один оберт деталі.
S(16К20)
= 0,07 – 0,3
 ;
;
В залежності від напрямку руху інструмента подача може бути поздовжньою або поперечною.
Глибина різання (t)
t
=

Переріз зрізуваного шару (АВСД) характеризується його шириною а і товщиною в або глибиною різання t і подачею S.
27. Основні частини і елементи різця. Вплив кутів різця на процес різання.

Рис. 3 Основні частини і елементи різця
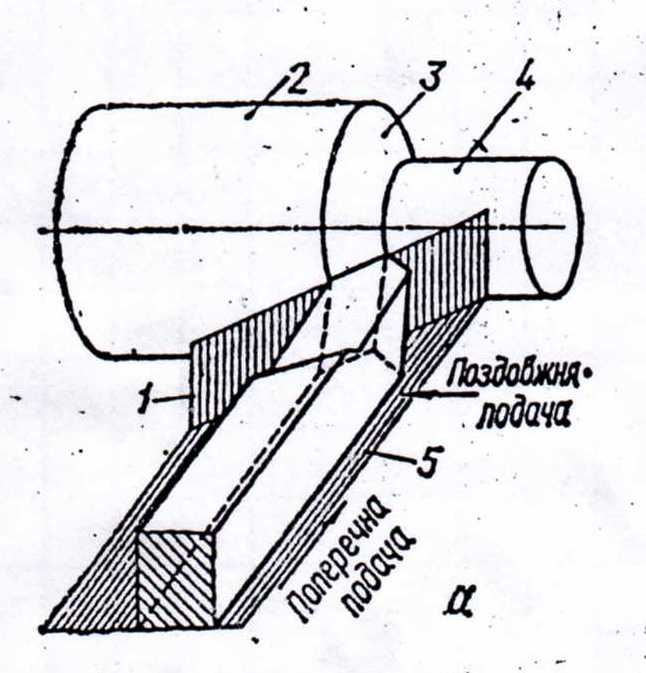
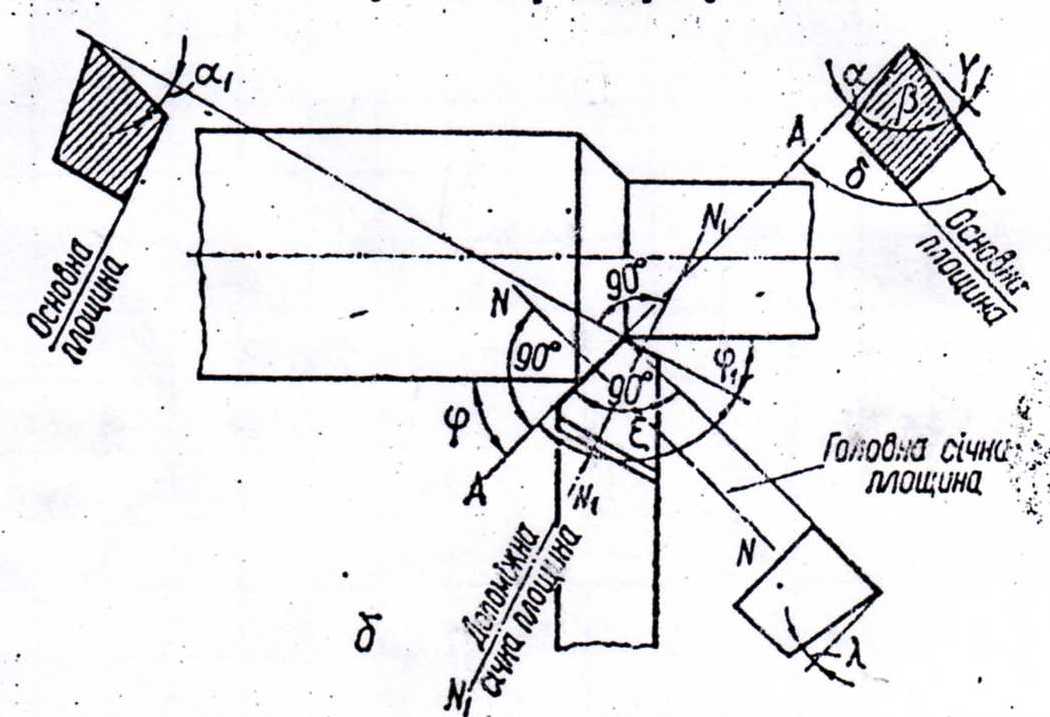
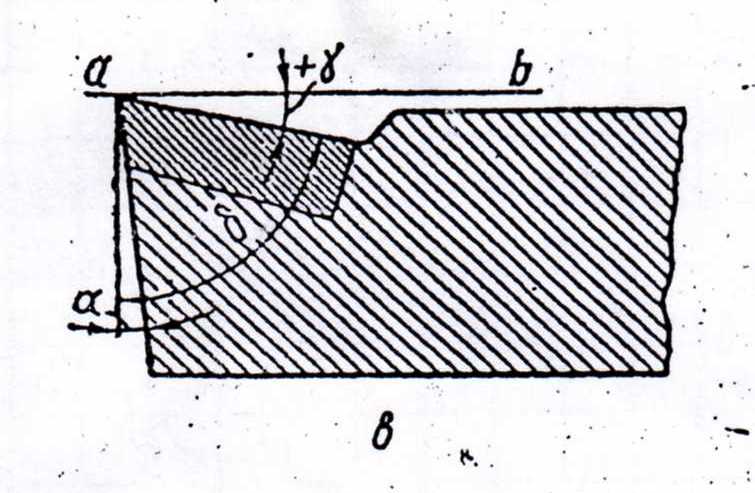
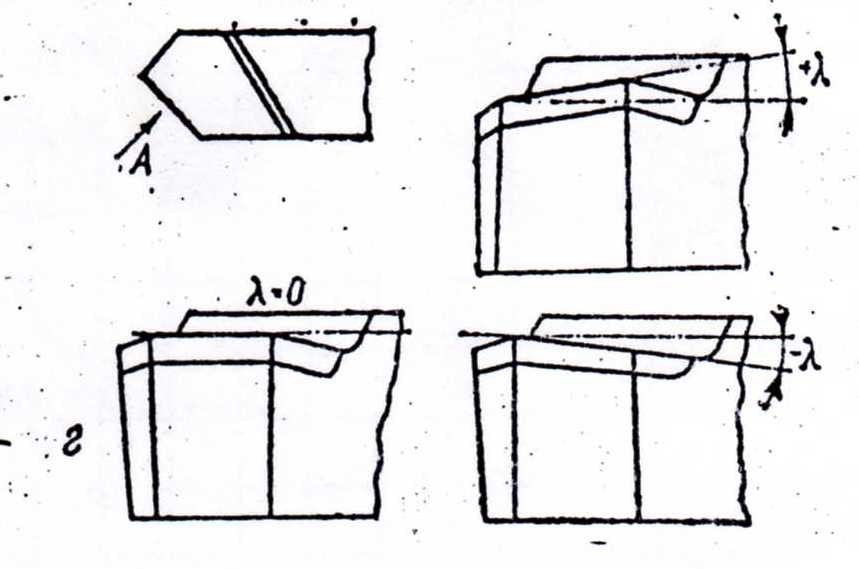
Рис. 4 Поверхні на оброблюваній заготовці, координатні площини і геометричні параметри різця
Різець (рис.3) складається з робочої частини 2 і стержня 6, який призначений для закріплення різця у різцетримачі.
Робочу частину заточують так, щоб у ній утворились робочі поверхні: передня 5, з якої сходить стружка і задні 1,7.
Перетин передньої і задньої поверхонь утворюють головну різальну кромку 4.
Перетин кромок утворює вершину різця. Задня поверхня 7, що проходить через головну різальну кромку називається головною задньою поверхнею, а поверхня 1 – допоміжною.
При обробці заготовок на токарному верстаті (рис. 4), на ній розрізняють такі поверхні (рис. 4а): оброблювану 2, оброблену 4 і поверхню різання 3.
Для визначення кутів різання встановлені такі координатні площини: різання 1, основна 5, а також головна і допоміжна січні площини (рис. 4б).
Різець має наступні геометричні параметри:
- передній кут γ – це кут між передньою поверхнею і площиною, яка перпендикулярна до площини різання.
- головний задній кут α – це кут між головною задньою поверхнею і площиною різання.
- 𝛽 – кут між передньою і задньою поверхнею різця.
α+𝛽+γ
= 90˚ =

В залежності від положення передньої поверхні, передній кут γ може бути позитивним, рівним нулю або від’ємним.
Головний кут в плані φ – це кут між проекцією головної різальної кромки на площину різання і напрямком подачі.
Допоміжний
кут в плані
 -
це кут між проекцією допоміжної різальної
кромки на площину різання і напрямком
зворотної подачі.
-
це кут між проекцією допоміжної різальної
кромки на площину різання і напрямком
зворотної подачі.
Кут нахилу головної різальної кромки λ – це кут між головною різальною кромкою і лінією, яку проведено через вершину різця.
Кут λ є позитивним, коли вершина різця є найнижчою точкою кромки і від’ємним, - коли вона найвища на кромці. Однак від цього кута залежить напрямок сходу стружки.
Вплив кутів різця на процес різання.
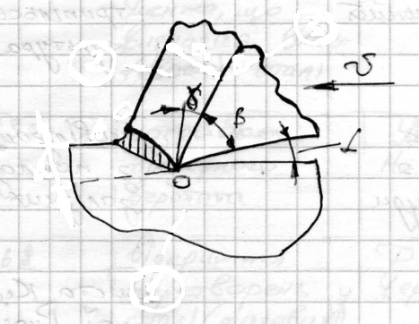
Рис. 5 Передні і задні кути радіального клина
Задній кут α (рис.5) призначений для зменшення тертя різця по поверхні різання, однак надмірне збільшення α призводить до зменшення міцності різального клина. Як правило α = 6 - 12˚.
Передній кут γ відіграє найважливішу роль в процесі різання. При його збільшенні зменшується деформація різання і потужність різання, однак надмірне збільшення переднього кута також послаблює різальну частину різця і погіршує відведення теплоти. γ = -5˚…20˚.
Кути в плані φ і впливають на стійкість інструменту і шорсткість оброблюваної поверхні. Зі зменшенням φ стійкість різця збільшується, а шорсткість – зменшується.
Як правило, φ =15 - 90˚, але стандартний інструмент виготовляють з кутом φ = 45˚.
