Черт. 126. Размеры лунок для заглубленного расположения проушин строповочных петель
a - замкнутое углубление: б - разомкнутое углубление (на краю изделия) при диаметре стержня петли 6 16мм: R1=125 мм, а=30 мм, b1=50 мм, l1=25 мм, l2=30 мм; при диаметре стержня петли 18 - 22 мм: R1=150 мм, а=40 мм, b1=65 мм, l1=30 мм, l2=30 мм;
В том случае, если невозможно произвести на необходимую длину запуск концов петли, анкеровку петли необходимо осуществлять различными способами, например приваркой к закладным деталям, заведением за рабочую продольную арматуру и т.д. Надежность принятой анкеровки петли следует подтвердить расчетом или испытаниями.
5.100. Допускается располагать строповочные петли в углублениях так, чтобы их проушины располагались ниже грани бетонного или железобетонного изделия. Это расположение особенно рекомендуется при механизированной отделке поверхности бетона, когда выступающие петли мешают такой отделке. Углубления для петель могут быть замкнутыми (см. черт. 126, a) или разомкнутыми (черт. 126, б). В последнем случае в них не скопляется вода, которая может замерзнуть, а также улучшаются условия фиксации петель.
Из условия заведения в проушину чалочного крюка стропа лунку следует располагать со смещением к середине изделия относительно плоскости проушины.
Закладные детали Общие положения
5.101. При проектировании железобетонных конструкций рекомендуется применять преимущественно унифицированные сварные, штампованные и штампосварные закладные детали.
5.102. Закладные детали должны быть заанкерены в бетоне.
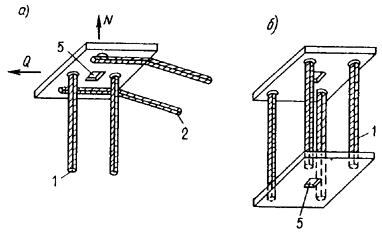
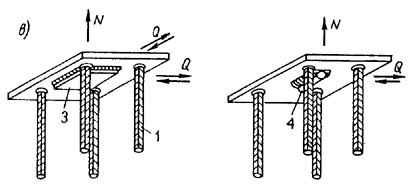
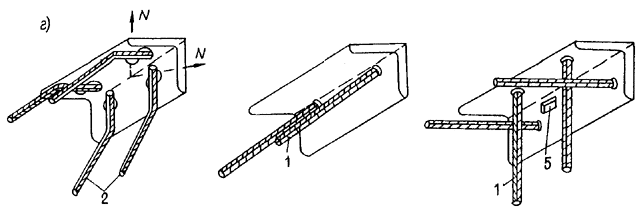
Сварные закладные детали обычно состоят из пластин (отрезков полосовой, угловой или фасонной стали) с приваренными к ним втавр или внахлестку нормальными или наклонными анкерами (черт. 127).
Штампованные закладные детали состоят из участков, выполняющих функцию пластин и полосовых анкеров, имеющих выштампованные выступы для усиления анкеровки (черт. 128, а, б).
Если при изготовлении закладных деталей применяются штампование и сварка, такие детали называются штампосварными (черт. 128, в, г). Конструктивные требования к штампованным закладным деталям и штампосварным деталям, выполненным с приваркой анкерующих стержней к штампованным закладным деталям, приведены в „Рекомендациях по проектированию стальных закладных деталей для железобетонных конструкций" (М., Стройиздат, 1984).
Закладные детали могут иметь также упоры для работы на сдвиг (см. черт. 127, а), устройства для крепления к формам, болты для соединения сборных элементов и т.п.
5.103. Для возможности механизированного заглаживания поверхности железобетонного изделия пластины со стороны этих поверхностей рекомендуется заглублять в бетон не менее чем на 5 мм.
В пластинах закладных деталей, расположенных на верхней (при бетонировании) поверхности изделия, с наименьшим размером свыше 250 мм и в пластинах, закрывающих полностью или большую часть грани бетонируемого элемента, предусматриваются отверстия для выхода воздуха при укладке и уплотнении бетона и для контроля качества бетонирования.
5.104. Для обеспечения проектного положения закладной детали в изделии следует до бетонирования предусмотреть ее фиксацию путем временного крепления к элементам формы. Примеры такой фиксации приведены в Рекомендациях, упомянутых в п. 5.102. При расположении детали на открытой при бетонировании поверхности изделия, когда ее крепление к бортам формы нецелесообразно, деталь допускается приваривать к арматуре.