

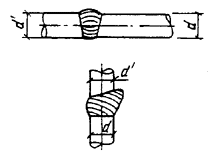
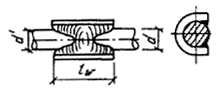
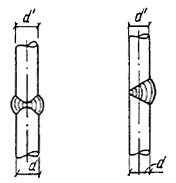
Черт. 93. Дуговая ванная сварка выпусков арматуры.
а — стыковое соединение стержней; б — горизонтальный стык; в вертикальный стык
5.17. Для соединения между собой стержневой арматуры диаметром 10 18 мм при монтаже, а также для соединения стержневой арматуры с сортовым прокатом (закладными деталями) или с анкерными и закрепляющими устройствами должна применяться ручная дуговая сварка протяженными швами (см. поз. 15 и 16 табл. 38 и поз. 1 табл. 53). При пониженных требованиях к прочности соединения (не более 50 % прочности стыкуемого стержня) допускается сварка стержней диаметром 8 мм. Сварка стержней протяженными швами при диаметрах 20 мм и более допускается при специальном обосновании.
5.18. При отсутствии оборудования для контактной сварки допускается применять дуговую сварку в следующих случаях:
а) для соединения по длине заготовок арматуры диаметром 10 мм и более (см. поз. 15 и 16 табл. 38);
б) при выполнении крестообразных соединений арматурных сеток с ненормированной прочностью (см. п. 5.19 и поз. 3 табл. 38).
Таблица 38
Способ сварки |
Обозначение соединения по ГОСТ 14098-85 |
Положение |
Класс (марка) |
Диаметр стержней, |
||||
|
Номер позиции табл. 1 СН 393-78 |
стержней при сварке |
арматурной стали |
мм |
||||
1 |
2 |
3 |
4 |
5 |
||||
Крестообразные соединения |
||||||||
1. Контактная точечная двух стержней |
К1 1А |
Горизонтальное (возможно вертикальное в кондукторах) |
А-I А-II А-III Ат-IIIС Вр-I В-I |
640 1040 640 1028 35 35 |
||||
2. То же, трех стержней |
К2 1Б |
Тоже |
А-I А-II А-III Ат-IIIС Вр-I В-I |
640 1040 640 1028 35 35 |
||||
3. Ручная дуговая точечными прихватками |
К3 2 |
Горизонтальное и вертикальное |
А-I А-II (Ст5сп2) А-II (Ст5пс2) Ас-II А-III (25 Г2C) Ат-IIIC |
1040 1028
1018 1032 1028
1028 |
||||
4. То же, с принудительным формированием шва |
- 3 |
Вертикальное |
А-I; А-II; А-III Ат-IIIC |
1440
1418 |
||||
Стыковые соединения |
||||||||
5 Контактная стыковая |
C1; C2 4A |
Горизонтальное |
А-I А-П А-III Ат-IIIC |
1040 1040 1040 1028 |
||||
6. Контактная стыковая с последующей механической обработкой |
С3; С4 4Б |
Горизонтальное |
А-II А-III Ат-IIIC |
1040 1040 1022 |
||||
В инвентарных формах |
||||||||
7. Ванная механизированная под флюсом |
С5; С8-С11 5А; 6А |
Горизонтальное и вертикальное |
А-I; А-II; А-III |
2040 |
||||
8. Дуговая механизированная порошковой проволокой |
С6; С9; С12 5Б; бБ |
|
|
|
||||
9. Ванная одноэлектродная |
С7; С10; С13 5В; 6В |
|
|
|
||||
На стальной скобе-накладке |
||||||||
10. Дуговая механизированная порошковой проволокой |
С14; С17 |
Горизонтальное и вертикальное |
А-I А-П А-III Ат-IIIC |
2040 2040 2040 2028 |
||||
11. Ванно-шовная |
С15 9Г |
Горизонтальное |
|
|
||||
12. Дуговая механизированная открытой дугой голой легированной проволокой |
С16; С18 9В; 10В |
Горизонтальное и вертикальное |
|
|
||||
13. Ручная дуговая многослойными швами |
С19 10Б |
Вертикальное |
|
|
||||
14. То же, без дополнительных технологических элементов |
С20 11 |
Вертикальное |
А-I А-П А-III |
2040 |
||||
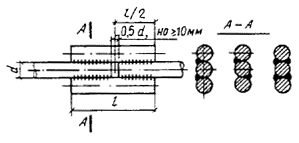
15. Ручная дуговая протяженными швами с накладками из стержней |
- 12 |
Горизонтальное и вертикальное |
А-I А-П А-III Ат-IIIC |
1040 1040 1040 1022 |
||||
Нахлесточные соединения |
||||||||
16. Ручная дуговая протяженными швами двух стержней |
- 13 |
Горизонтальное и вертикальное |
А-I А-П А-III Ат-IIIC |
1040 1025 1025 1018 |
||||
Продолжение табл. 38
Способ сварки |
Схема конструкции соединения |
Дополнительные указания |
|
||
1 |
6 |
7 |
|
||
Крестообразные соединения |
|
||||
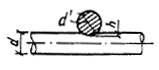
1. Контактная точечная двух стержней |
|
d'/d = 0,25 ‑ 1,00 |
|
||
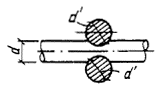
2. То же, трех стержней |
|
d/d = 0,50 ‑ 2,00 |
|
||
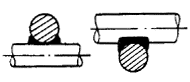
3. Ручная дуговая точечными прихватками |
|
В условиях отрицательных температур допускается применять сварные соединения только из арматурной стали классов А-I и аc-II. Сварка применяется для соединений с ненормированной прочностью (см. п. 5.19) |
|
||
4. То же, с принудительным формированием шва |
|
Сварка допускается для соединения стержней в основном для монолитного железобетона Сварка выполняется в инвентарных формах |
|
||
Стыковые соединения |
|
||||
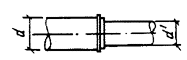
5 Контактная стыковая |
|
Допускается
|
|
||
6. Контактная стыковая с последующей механической обработкой |
|
Рекомендуется для конструкций, работающих на многократно повторяющиеся нагрузки |
|||
В инвентарных формах |
|||||
7. Ванная механизированная под флюсом |
|
Для труднодоступных
сверху соединений горизонтальных
стержней, требующих наклонного ввода
электрода (см. п. 5.16б),
|
|||
8. Дуговая механизированная порошковой проволокой |
|
Допускается сварка горизонтальных спаренных стержней из арматуры класса А-III, диаметром 32 40 мм при d/d = 0,8 ‑ 1,0 |
|||
9. Ванная одноэлектродная |
|
|
|||
На стальной скобе-накладке |
|||||
10. Дуговая механизированная порошковой проволокой |
|
d/d = 0,5 ‑ 1,0. При сварке арматуры класса Ат-IIIC d/d = 0,8 ‑ 1,0 |
|||
11. Ванно-шовная |
|
|
|||
12. Дуговая механизированная открытой дугой голой легированной проволокой |
|
|
|||
13. Ручная дуговая многослойными швами |
|
|
|||
14. То же, без дополнительных технологических элементов |
|
d/d = 0,5 ‑ 1,0 |
|||
15. Ручная дуговая протяженными швами с накладками из стержней |
|
Длина накладок l для арматуры классов: А-I 6d; А-II, А-III и Ат-IIIC 8d. Для арматуры классов А-I, А-II и А-III допускаются двусторонние швы с длиной накладок l = 4d |
|||
Нахлесточные соединения |
|||||
16. Ручная дуговая протяженными швами двух стержней |
|
Длина нахлесток l для арматуры классов: А-I 6d; А-II, А-III и Ат-IIIC 8d. Для арматуры классов А-I, А-II марки 10ГТ допускаются двусторонние швы с длиной нахлестки l = 4d |
|||



Примечание. Указания по сварке высокопрочной стержневой арматуры классов A-IV, Ат-IVC, A-V и A-VI приведены в СНиП 2.03.01-84 (см. обязательное приложение 3) и ГОСТ 14098-85.
в) при выполнении сварных соединений с нормированной прочностью в сетках и каркасах с обязательными дополнительными конструктивными элементами в местах соединения стержней (косынок, прокладок, крюков и т. п.) или с принудительным формированием шва (см. поз. 4 табл. 38).
5.19. Крестообразные сварные соединения с ненормированной прочностью допускаются в следующих случаях:
а) в сетках с рабочей арматурой периодического профиля, предназначенных для армирования плит, стенок и т. п.;
б) в местах соединения продольных или поперечных стержней плоских сеток со стержнями, объединяющими их в пространственный каркас, если элемент не работает на кручение и продольные стержни не учитываются в расчете как сжатые;
в) в местах соединения продольной арматуры пространственных каркасов с поперечной арматурой в виде непрерывной спирали.
Во всех других случаях, в том числе при приваривании анкерующих стержней сеток (см. пп. 3.44, 5.45 и 5.46), сварные соединения должны обладать нормированной прочностью.
Крестообразные соединения с ненормированной прочностью могут выполняться дуговой сваркой точечными прихватками (см. поз. 3 табл. 38), а также контактной точечной сваркой (см. поз. 1 и 2 табл. 38) при пониженных требованиях к прочности соединения, регламентированной ГОСТ 10922—75, при пониженных требованиях к минимальной относительной осадке h/d' (см. эскиз поз. 1 табл. 38), регламентированной ГОСТ 14098-85, но не менее указанной в табл. 8 СН 393-78.
5.20. Допускается стыкование стержней сваркой в любом сечении по длине изделия. Стыки (швы), выполняемые дуговой сваркой, следует располагать таким образом, чтобы они не препятствовали бетонированию, т. е. устраивать их в местах, менее насыщенных арматурой, избегать устройства нескольких стыков в одном сечении и т. п.