Плоские сварные сетки1
1 Здесь и далее по тексту термин «плоские сварные сетки» включает в себя любые плоские сварные арматурные изделия (сетки, каркасы).
5.21. При проектировании плоских сеток следует учитывать требования унификации габаритов, шагов и диаметров продольной и поперечной арматуры. Сетки должны быть удобны для транспортирования, складирования и укладки в форму. В первую очередь рекомендуется предусматривать использование товарных сеток и сеток централизованного изготовления размерами по действующим стандартам или нормалям.
Арматурные сетки, не отвечающие этим параметрам, следует проектировать с учетом их изготовления с помощью контактной точечной сварки на многоэлектродных машинах.
5.22. Параметры широких сварных сеток, изготовляемых на серийно выпускаемых многоэлектродных машинах, приводятся в табл. 39, узких сеток — в табл. 40.
В целях сокращения числа переналадок многоэлектродных машин рекомендуется при проектировании унифицировать шаги арматуры, главным образом продольной, для железобетонных изделий данной серии или каталога.
Таблица 39
Параметры широких |
Данные для сеток |
|
|
сварных сеток, изготовляемых на многоэлектродных машинах |
легких |
тяжелых |
Дополнительные указания |
Диаметры стержней, мм: |
|
|
Рекомендуется в сетке один диаметр. Допускаются отличающиеся не более чем |
продольных D |
От 3 до 12 |
От 14 до 32 |
в 2 раза. Каждая пара стержней, считая от |
поперечных d |
От 3 до 10 |
От 6 до 14 |
края, должна быть одинакового диаметра Должны применяться стержни одного диаметра |
Шаги стержней, мм: |
|
|
Для легких сеток допускается |
продольных v |
100; 200; 300 |
200 |
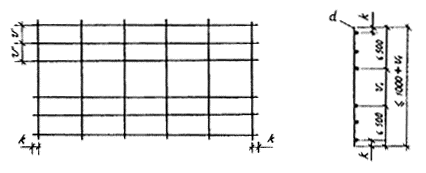
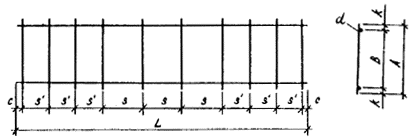
чередование шагов. Возможно применение шагов, превышающих указанные, но кратных 100 мм. При ширине сетки, некратной 100 мм, остаток следует размещать с одной стороны (см. эскиз к таблице, тип II). |
поперечных s: постоянный шаг |
Любой от 100 до 300 |
100; 200; 300; 600 |
Тип III может применяться по согласованию с заводом-изготовителем. Сетка-лента1 изготовляется при диаметрах продольных стержней D 8 мм |
два разных шага для сетки-ленты: |
|
|
Минимальная разность между величиной большего и меньшего шагов в одной |
а) больший |
Любой от 140 до 300 |
|
сетке 80 мм; меньший шаг (менее 100 мм) назначается в качестве доборного, а |
б) меньший |
Любой от 60 до 220 |
|
также в местах разрезки сетки-ленты |
Минимальная длина концов стержней (расстояние от торца стержня до оси крайнего пересекаемого стержня), мм: |
|
|
|
поперечных k |
20 |
25, но не менее D |
Для сеток, изготовляемых с продольной разрезкой ленты, k 50 мм |
продольных с |
25 |
25 |
Для сетки-ленты с от 30 до 150 мм |
Максимальная длина сетки L, м |
12 |
9, но не более длины нестыкованных стержней |
Все продольные стержни следует принимать одинаковой длины в пределах одной сетки. По согласованию с заводом-изготовителем допускается увеличивать L до 12 м |
Ширина сетки, мм: |
|
|
|
А |
От 800 до 3800 |
От 1050 до 3050 |
Все поперечные стержни следует принимать одинаковой длины в пределах |
В (в осях крайних продольных стержней) |
От 1160 до 3750 |
От 1000 до 3000 |
одной сетки |
Наибольшее число продольных стержней |
36 |
16 |
Число стержней рекомендуется принимать четным |
1 Изготовляется в виде непрерывного полотна с последующей разрезкой.
Тип I
Тип II
Тип III

Таблица 40
Параметры узких сварных сеток, изготовляемых |
Данные для сеток |
|
||
на многоэлект |
легких |
тяжелых типа |
Дополнительные указания |
|
родных машинах |
|
I |
II |
|
Диаметры стержней, мм: |
|
|
|
В одной сетке допускаются продольные стержни разных диаметров. |
продольных D |
От 3 до 8 |
От 10 до 25 |
От 12 до 40 |
Рекомендуется не более двух, отличающихся не более чем в 2 раза |
поперечных d |
От 3 до 8 |
От 4 до 12 |
Oт 6 до 14 |
В сетке должны применяться поперечные стержни одного диаметра |
Шаги стержней, мм: |
|
|
|
|
продольных v |
От 50 до 390 |
От 75 до 725 |
Oт 100 до 1400 |
Для тяжелых сеток типа I допускается один шаг у края сетки не менее 50 мм |
поперечных s |
От 100 до 500 |
От 100 до 400 |
До 600 (кратно 50) |
Для тяжелых сеток типа II: при d 8 мм s 100; „ d =1 0 „ s 150; „ d 12, s 200; s ‑ s' 50 |
Наибольшее число различных шагов между поперечными стержнями |
3 |
2 |
2 |
— |
Минимальная длина концов стержней (расстояние от торца стержня до оси крайнего пересекаемого стержня), мм: |
|
|
|
|
поперечных k |
15 |
20 |
25, но не менее D |
|
продольных с |
25 |
25 |
25 |
Для легких сеток-лент расстояние от торца продольного до оси поперечного стержня рекомендуется принимать равным половине шага поперечных стержней |
Максимальная длина сетки L, м |
7,2 |
12 |
18 |
|
Ширина сетки, мм: |
|
|
|
|
А |
От 80 до 420 |
От 90 до 775 |
От 140 до 1450 |
|
В (в осях между крайними продольными стержнями) |
От 50 до 390 |
Oт 50 до 725 |
Oт 100 до 1400 |
|
Число продольных стержней |
От 2 до 4 |
От 2 до 6 |
От 2 до 8 |
|
Примечание. Параметры, указанные для тяжелых сеток типа I, могут быть приняты также для сеток из стержней диаметром от 3 до 8 мм включ.
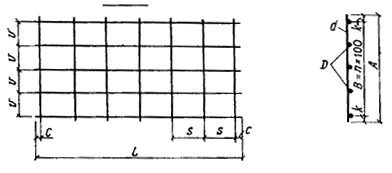
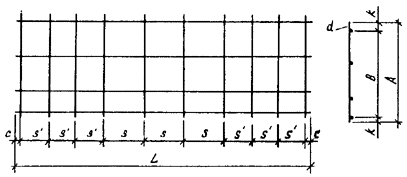
Tип I
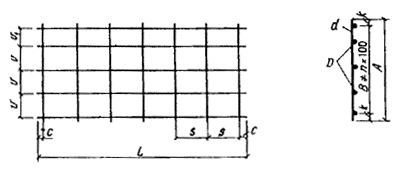
Tип II
Допускается принимать отличающиеся от указанных в табл. 39 и 40 шаги стержней при разработке чертежей железобетонных изделий для конкретного завода-изготовителя применительно к параметрам установленного оборудования и при условии унификации этих шагов на заводе.
Сварные сетки, изготовляемые на многоэлектродных машинах, должны иметь прямоугольный контур с прямоугольными ячейками. На концах стержней не должно быть отгибов, крюков или петель. Их устройство допускается лишь по согласованию с заводом-изготовителем.
5.23. Сварные сетки, конструктивные параметры которых не позволяют изготовлять их на многоэлектродных машинах, следует проектировать, ориентируясь на технологические возможности одноточечных сварочных машин (табл. 41).
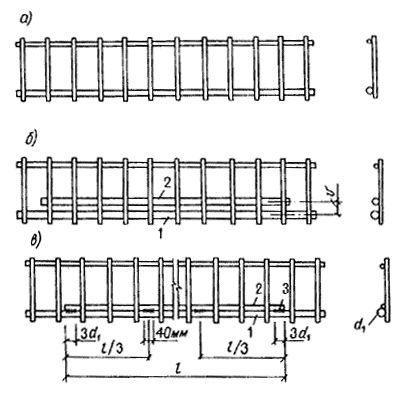
5.24. Товарные сварные сетки, а также сетки и каркасы, изготовленные на многоэлектродных и одноточечных машинах, могут быть использованы как законченные арматурные изделия или как полуфабрикат, подвергаемый доработке (разрезка сетки, вырезка отверстий, сгибание, сетки для получения пространственного каркаса и в виде исключения приваривание дополнительных стержней).
Приваривание дополнительных стержней может производиться контактной сваркой (черт. 94, а, б) с учетом указаний табл. 41, а также электродуговой сваркой продольными швами (черт. 94, в) с учетом требований п. 5.18.
Сгибание сетки производится в соответствии с указаниями п. 5.27.
Таблица 41
Параметры арматурных сеток, изготовляемых на одноточечных сварочных машинах |
Значения параметров |
Максимальный диаметр меньшего из свариваемых стержней, мм |
При стержнях обоих направлений классов Вр-I, А-II, А-III, Ат-IIIС 25; при стержнях хотя бы одного направления классов В-I, А-II 40. См. также табл. 38 (поз. 1 и 2) |
Максимальная ширина свариваемых сеток, мм: рекомендуемая допускаемая |
500 1000 + v1 (см. эскиз к таблице) |
Минимальные расстояния, мм, между осями стержней одного направления при диаметрах стержней, мм: |
|
до 10 |
40 |
от 12 до 18 |
50 |
„ 20 „ 25 |
60 |
28 и 32 |
70 |
36 и 40 |
80 |
Минимальная длина концов стержней k до оси крайнего пересекаемого стержня, мм |
20, но не менее диаметра выступающего стержня |
Минимальный угол между пересекающимися свариваемыми стержнями, град |
30 |