

Глава 19. Ремонт топливной аппаратуры
Отличительной особенностью почти всех агрегатов топливной аппаратуры является высокая точность изготовления их основных деталей, особенно прецизионных пар, сопрягаемых с очень малым зазором (около 3—4 мкм). Поэтому капитальный ремонт топливной аппаратуры может быть выполнен только на специализированных ремонтных заводах.
Текущий же ремонт топливной аппаратуры, сводящийся к устранению мелких неисправностей и замене изношенных деталей и узлов, можно проводить в мастерской колхоза или совхоза.
ОБОРУДОВАНИЕ, ПРИСПОСОБЛЕНИЯ И ПРИБОРЫ ДЛЯ РЕМОНТА ТОПЛИВНОЙ АППАРАТУРЫ
Основным оборудованием ремонтной мастерской являются стенды для регулировки и испытания топливных насосов и испытания форсунок.
В ремонтных мастерских топливные насосы типа 4ТН и насосы двигателей КДМ испытывают и регулируют на стендеСДТА-1 (рис. 123).
Шпиндель стенда приводится в действие при помощи вариатора фрикционного типа. Стенд снабжен подставкой для установки топливно-
Рис. 123. Стенд СДТА-1 для испытания и регулировки топливной аппаратуры:
14*
199
го насоса и мензурками для определения количества топлива, подаваемого каждой насосной секцией. Рамки мензурок оборудованы переключающим устройством, которое через определенное число ходов плунжеров (число оборотов кулачкового вала насоса) отводит поток топлива от мензурок к сливной магистрали, благодаря чему можно точно измерить цикловую подачу топлива каждой насосной секции, неравномерность подачи и другие показатели насоса. Для установки шестиплунжерных насосов типа 6ТН стенд следует оборудовать универсальной подставкой и шестью мензурками, а приводной шпиндель — универсальной муфтой, допускающей подсоединение любого из этих насосов (4ТН и 6ТН) без переналадки.
В ремонтной мастерской необходимо иметь следующие приборы и приспособления:
прибор КП-1609А для испытания и регулировки форсунок (рис. 124);
прибор КП-1640А для испытания плунжерных пар (рис. 125);
Рис. 124. Прибор КП-1609А для испытания и регулировки форсунок:
/ — корпус; 2 —рычаг; 3 — направляющая; 4 — плунжерная пара; 5 — нагнетательный клапан; 6 — гайка корпуса; 7 и 13 — маховички; 8 — корпус распределителя; 9 — манометр; 10 — бачок; 11 — фильтр; 12 — кран; 14 — соединительный штуцер; /5 —форсунка; 16 — глушитель; 17 — противень: 18 — вентиль для выпуска воздуха.
Рис.
125. Прибор КП-1640А для испытания плунжерных
пар;
1 — основание; 2 — подпятник; 3—винт-фиксатор втулки плунжера насоса двигателя КДМ-46; 4—стойка; 5 — втулка; 6 — упор; 7 — гайка; 8 — подшипник; 9 — ролик; 10 — рычаг; 11 — установочная головка; 12 — винт-фиксатор втулки плунжера насосов типа ЦТН; 13 — втулка плунжера; 14 — корпус прибора; 15 — стопорный виит; 16 — нажимной винт; 17 — вороток внита; 18 — трубка для отвода топлива; 19 — поддон; 20 — канал для стока топлива; 21 — поводок для испытания плунжерной пары двигателя КДМ-46; 22 — стержень поводка; 23 — трубка для подвода топлива; 24 — кран; 25—топливный бак; 26 — фильтр; 27 — фиксатор.
Рис.
127. Приспособление для разборки и сборки
топливных насосов:
1— рукоятка; 2— стойка; 3 —ось рукоятки; 4 — упор; 5 — плита; 6 — иажимиой винт; 7 — опора; 8 — гайка нажимного винта; 9 — стойка-опора; 10—установочный штифт; 11—по- воротный стол; 12 — рычаг фиксатора; 13—пружина фиксатора; 14 — основание.
прибор (типовой) для контроля клапанных пар; максиметр (рис. 126) для измерения давления начала впрыска топлива форсункой и максимального давления, развиваемого насосными секциями топливного насоса;
приспособление (рис. 127) для разборки и сборки топливных насосов; съемник (рис. 128) для снятия нагнетательного клапана; приспособление (рис. 129) для разборки и сборки регулятора топливного насоса;
приспособление для разборки и сборки топливоподкачивающего насоса (рис. 130);
Рис.
126. Максиметр:
1
— регулировочный колпак;
2
— калиброванная пружина; 3 — заглушка;
4
— распылитель; 5 — гайка распылителя;
в
— трубка высокого давления; 7 —накидная
гайка штуцера;
8
— корпус максиметра.
Рис.
128. Съемник нагнетательного Рис. 129.
Приспособление для сборки и разборки
клапана: регулятора топливного иасоса
с установленным
1
— вороток;
2 —
винт; 3 — гайка. корпусом
регулятора.
Рис.
131. Приспособление для сборки и разборки
валика регулятора.
i
Рис. 130. Приспособление для сборки и разборки топливоподкачивающего насоса:
/ — стойка; 2 —шпилька; 3 и 9 — штифты; 4 — втулка; 5- винт; 5 — плита; 7 —захват; 8 — гайка:
10 — пружина.
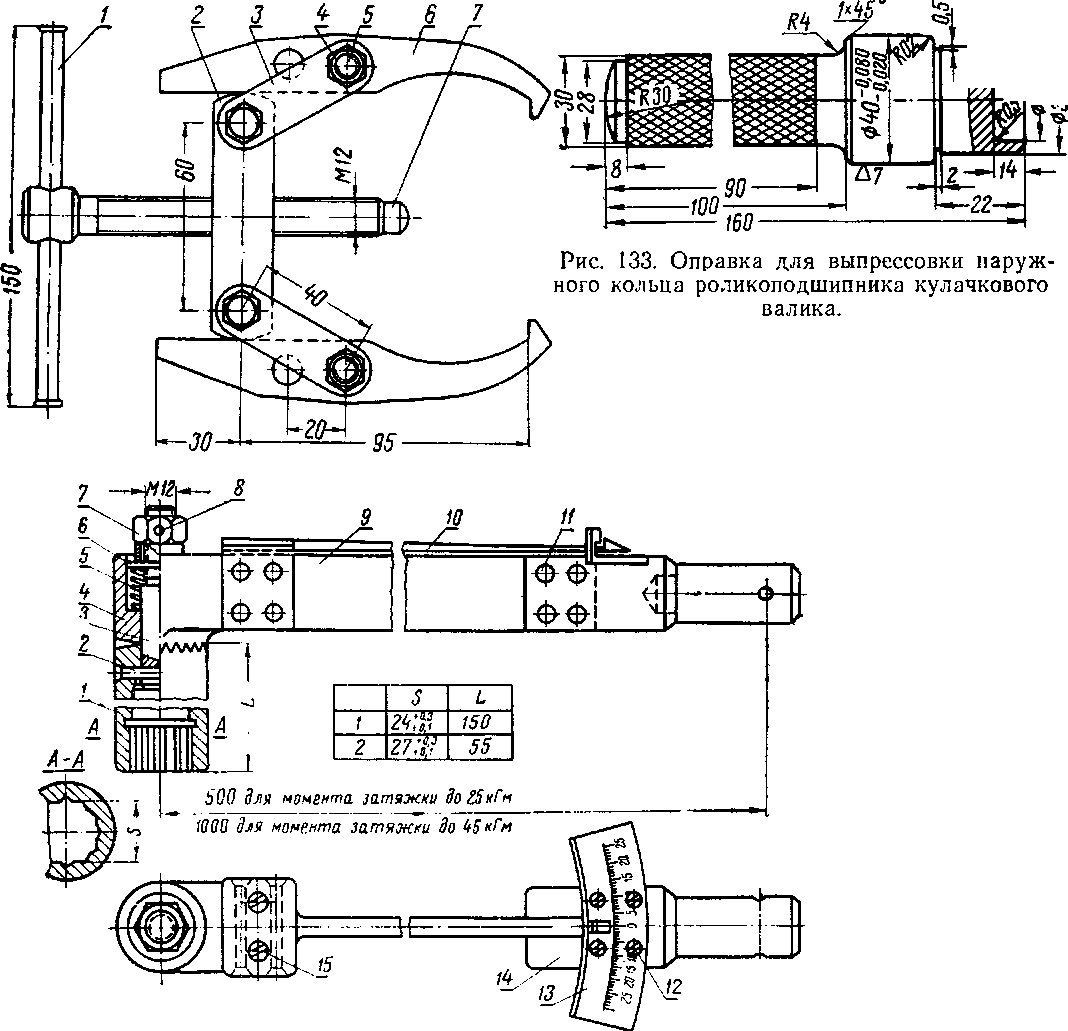
Рис.
134. Динамометрический ключ:
шщ
Рис.
132. Съемник для снятия внутреннего
кольца роликоподшипника кулачкового
валика.
/
— рукоятка; 2—крестовина; 3 — серьга;
4
— гайка; 5 — болт;
6
— захват; 7 — винт.
/
— съемная головка; 2 — штифт: 3— валнк;
4 — верхняя головка; 5— пружина; 6—
шайба; 7 —гайка;
8 — стопор;
9—пружина; 10
— стрелка;
11
— заклепка;
12
и /5—винты;
13
— шкала; И — рукоятка.
съемник (рис. 132) для снятия внутреннего кольца конического роликоподшипника кулачкового валика;
оправка (рис. 133) для выпрессовки наружного кольца конического роликоподшипника кулачкового валика.
Для затяжки ответственных соединений применяют динамометрический ключ (рис. 134); зависимость зева ключа S от длины L съемной головки приведена в таблице 14.
В мастерской должен находиться один большой стол размером 1,5X1,0 м или несколько столов меньшего размера для разборки и сборки агрегатов топливной аппаратуры и мойки деталей. Верхнюю плоскость столов покрывают винипластом или другим материалом, стойким по отношению к бензину и другим нефтепродуктам. Допускается покрывать столы листовым алюминием.
Для мойки деталей устанавливают моечный шкаф с паровым или электрическим обогревом. Можно ограничиться мойкой деталей в ваннах с бензином и дизельным топливом.
РАЗБОРКА И СБОРКА АГРЕГАТОВ ТОПЛИВНОЙ АППАРАТУРЫ
Топливный насос. Топливный насос разбирают на узлы в приспособлении (см. рис. 127).
Снятие головки в сборе насоса 4ТН. Отвернуть гайки М10 со шпилек 3 (см. рис. 45), снять пружинные шайбы, снять головку со шпилек и уложить ее на стол; снять прокладку.
Снятие головки в сборе насоса 6ТН. Отвернуть гайки М10 со шпилек 3 (см. рис. 45) и гайки 6 (см. рис. 47); снять пружинные шайбы со шпилек и уложить головку на стол; снять прокладку.
Снятие регулятора. Отвернуть 4 болта крепления верхней крышки регулятора, вынуть пружинные шайбы и снять крышку; отъединить тягу рейки от поводка рейки; отвернуть 7 болтов крепления корпуса к фланцу регулятора и снять пружинные шайбы; снять корпус регулятора вместе с регулятором, выведя малую шестерню из зацепления с большой шестерней привода регулятора; снять прокладку между корпусом и фланцем регулятора.
Снятие топливоподкачивающего насоса. Отвернуть и снять три гайки Мб и пружинные шайбы; извлечь топливоподкачивающий насос из корпуса насоса и уложить на стол, снять прокладку.
Снятие упругой муфты привода р е г у л я т о р а. Отвернуть гайку М14 с резьбового хвостовика коленчатого вала, снять гайку и пружинную шайбу; спрессовать упругую муфту с конического хвостовика кулачкового вала при помощи съемника (см. рис. 132); вынуть шпонку.
Снятие боковой крышки, толкателей, рейки и хомутиков. Отвернуть болты крепления крышки 9 (см. рис. 47), снять крышку, болты и пружинные шайбы; ослабить затяжку болтов 11 хомутиков так, чтобы последние могли свободно перемещаться вдоль рейки; вынуть рейку 47 (см. рис. 45) из корпуса в сторону фланца регулятора; вынуть толкатели.
Выемка кулачкового вала насоса 4ТН. Отвернуть болты крепления установочного фланца, снять болты и пружинные шайбы; пользуясь съемником или отверткой, вытянуть установочный фланец вместе с кулачковым валиком из корпуса и уложить их на стол.
Таблица 14
5, мм |
L, мм |
24 +0,3 24 +0,1 97 +0,3 +0,1 |
150 55 |
Выемка кулачкового вала насоса 6ТН. Отвернуть болты крепления буксы 12 подшипника, снять болты и пружинные шайбы; отвернуть стопорный винт 2 (см. рис. 46) среднего скользящего под
шипника кулачкового вала; пользуясь съемником или отверткой, вытянуть корпус подшипника вместе с кулачковым валиком и средним подшипником из корпуса насоса и уложить их на стол; при этом наружное кольцо роликоподшипника со стороны регулятора останется в гнезде фланца регулятора.
Разборка узлов топливного насоса. Разборка головки. Установив головку тарелками пружин плунжеров кверху, отвернуть гайки 1 (см. рис. 48) стопорных шпилек 2 и снять стопорные планки;
вынуть плунжеры 7 вместе с тарелками 3 и пружинами 4, сделав на нлунжерах отметку, чтобы не разукомплектовать плунжер со втулкой; для предотвращения повреждения поверхности плунжеров и их загрязнения необходимо установить плунжеры в вертикальном положении в кассете с гнездами для поводков;
удалить контровую проволоку 14 и отвернуть стопорные винты 17; отвернуть стяжные болты 15 стопорных зажимов 13, снять болты, пружинные шайбы и зажимы;
отвернуть нажимные стаканы 11; снять их вместе с уменьшителями 12 объемов, не допуская их выпадения, снять пружины 10 нагнетательного клапана;
при помощи съемника (см. рис. 128) извлечь седло 8 (см. рис. 48) нагнетательного клапана с клапанами и капроновыми прокладками 9;
вынуть втулки 5 плунжеров из головки и надеть на ранее снятые плунжеры, соблюдая их спаренность.
Разборка регулятора. Чтобы снять валик-обогатитель, необходимо: вывернуть болт 11 (см. рис. 50), стопорящий призму 12 на валике; вытянуть, переместив кнопку 15, валик 10 обогатителя из корпуса регулятора; снять с него призму 12, пружину 13, шайбу сальника и сальник 14 (верхняя крышка была снята раньше).
Чтобы снять заднюю крышку, необходимо: отвернуть 4 болта, снять пружинные шайбы, заднюю крышку 33 (см. рис. 45) и прокладку.
Для снятия валика регулятора необходимо: вывернуть 4 болта крепления гнезда 43 подшипника к корпусу регулятора 37, снять пружинные шайбы, гнездо подшипника со штифтов и извлечь из корпуса регулятора валик регулятора в сборе вместе с гнездом подшипника, перемещая его и вилку 40 тяги так, чтобы вывести штыри вилки тяги из проточки муфты 38 регулятора.
Для снятия валика с рычагом, втулки пружины корректора, вилки тяги и тяги необходимо:
отвернуть два болта крепления крышки 19 (см. рис. 50), снять пружинные шайбы и крышку, развернув ее и продвинув вдоль рычага;
отвернуть болт и винт 17 крепления шайбы 20 упора; отвернуть болт 1, стопорящий держатель 2 пружины корректора на валике с рычагом; вытянуть валик с рычагом вместе с шайбой упора, сальником 18 с обоймой из отверстий в корпусе регулятора, а также из отверстий в рычаге 6 вилки регулятора и держателе; извлечь из корпуса регулятора освободившийся держатель;
извлечь из корпуса регулятора вилку 8 в сборе с рычагом 6 и стойкой 9.
Заглушки, втулки маслоизмерительного стержня и стержень, болт- ограничитель с контргайкой не вынимают из корпуса регулятора, если у них нет повреждений.
Разборка топливоподкачивающего насоса. Вывернуть ручной топливный насос в сборе, разъединив резьбовое соединение между цилиндром 18 (см. рис. 44) и переходным штуцером 17; вынуть прокладку 22;
отвернуть переходный штуцер и пробку 16, снять уплотнитель- ную шайбу 15 и прокладку 23, вынуть пружины 14 и 24 и клапаны 13 и 25;
Наименование детали или узла |
|
Размер, мм |
|
||
Характер дефекта |
номинальный |
допустимый без ремонта |
требующий ремонта |
Указания |
|
Корпус топливного насоса в сборе |
Трещины сквозные или обломы корпуса насоса, проходящие по местам крепления головки, крышки подшипника, корпуса подкачивающего насоса, фланца крепления регулятора н крепления насоса в сборе к кронштейну двигателя, а также по продольной перемычке под боковую крышку Трещины несквозные в тех же местах и сквозные и несквозные в других местах, кроме перечисленных выше Износ отверстий корпуса под толкатели |
0 28+0'035 |
0 28,07 |
— |
Корпус насоса браковать, используя неповоежденные детали, входящие в узел Допускается ремонт путем заварки, установки накладок на шурупах или заклепках с засверлением или другой разделкой концов трещин При диаметре более 28,07 браковать |
|
Износ продольного паза под сухарь толкателя Износ отверстий иод рейку в корпусе иасоса Срыв или износ резьбы под болты крепления крышки подшипника, фланца крепления регулятора, корпуса подкачивающего насоса |
о 5+0,10 "» +0,05 0 1о+0Л35 13.5+0-07 М10, кл. 2 Мб, кл.З |
3,7 0 15,05 13,62 Срыв ие более 2 ниток |
Свыше 3,7 |
При сборке насоса после ремонта толкатель повернуть так, чтобы сухарь вошел во второй неизношенный паз отверстия корпуса При диаметре более 15,05 мм браковать При размере более 13,62 мм браковать При срыве более двух ниток или при сильном износе, определяемом проверкой на ощупь люфта завернутого болта, браковать |
Наименование детали или узла |
Характер дефекта |
Размер, мм |
Указания |
|||
номинальный |
допустимый без ремонта |
требующий ремонта |
||||
Головка топливного насоса 6-ТН-9ХЮ Головка топливного насоса 4-ТН-9Х10 Плунжерная пара |
Срыв или нзиос резьбы под нажимные штуцера Износ отверстия под втулку плунжера Износ отверстия под седло нагнетательного клапана Износ рабочих поверхностей плунжерной пары Заедание, неплавное перемещение плунжера во втулке Повреждения торцовой плоскости втулки Ослабление посадки поводка па хвостовике плунжера |
М24Х1.5 кл. 2 0 16+0-035 0 21+0'045 При испытании пример КП-1640^ ния под действи времени установ! эталонной плунж Плунжер с пс и выдвинутый BI высоты, должен собственного вес. |
Срыв не более 2 ниток 0 16,05 0 21,06 на плотность в npi V, определить врем5 ем груза постоянн 1ть самостоятельно ерной пары водком, поставлен tepx из втулкн на легко опускаться |
гспособленин, нападения давле- эго веса. Нормы путем измерения 1ый вертикально здну треть своей под действием |
При срыве более двух ннток нли при сильном износе, определяемом проверкой на ощупь люфта завернутого штуцера, браковать Прн диаметре более 16,05 мм браковать Прн диаметре более 21,06 мм браковать Пары с пониженной плотностью заменить новыми Допускается производить «разгонку» плунжерной пары на дизельном масле с добавкой небольшого количества доводочной пасты Допускается прнтнрать торец доводочной пастой Заменить поводок. При на- прессовке нового поводка угол между плечом поводка н радиусом, проведенным через паз в буртике плунжера, должен быть равен 160а±30' (если смотреть на плунжер сверху н отсчитывать угол от поводка против часовой стрелки) |
|
|
|
Размер, мм |
|
||
Наименование детали или узла |
Характер дефекта |
номинальный |
допустимый без ремонта |
требующий ремонта |
Указания |
Нагнетательный клапан |
Негерметичность пары по рабочему конусу |
При опрессовке воздухом при давлении 4—6 кГ/см2 со стороны головки клапана не допускается выделение воздушных пузырьков при погружении седла клапана в дизельное топливо |
При недостаточной герметичности пары по рабочим конусам допускается притирка до восстановления герметичности. Прн невозможности восстановить герметичность клапанную нару заменить |
||
|
Износ разгрузочного пояска на клапане |
Точную проверку ведут ротаметром по расходу воздуха, проходящего через зазор между пояском и отверстием в седле. Если нет ротаметра, проверить посадку пояска на ощупь покачиванием клапана и осмотреть поверхность пояска и сопряженной поверхности отверстия в седле |
При повышенном зазоре между пояском и отверстием в седле, определенном на ощупь, и наличии следов износа или задиров на сопряженных поверхностях пояска и отверстия пару заменить |
||
|
Заедание, неплавное перемещение клапана в седле |
Клапан должен свободно садиться на конус под действием собственного веса с любого положения по высоте |
Допускается производить «разгонку» клапана на дизельном масле с добавлением небольшого количества доводочной пасты |
||
Толкатель плунжера в сборе |
Износ поверхности по наружному диаметру корпуса толкателя |
„ 9я-0,02 0 Л»_0,04 |
0 27,92 |
Менее 0 27,92 |
Допускается восстановление размера хромированием. При отсутствии возможности хромировать изношенный толкатель заменить |
|
Износ в сопряжениях корпус толкателя — ось ролика—втулка — ролик Износ резьбы в корпусе и болта толкателя |
Общий зазор от 0,04 до 0,165 |
Общий зазор до 0,200 |
Общий зазор более 0,2 |
Допускается хромирование оси, втулки и ролика. Еслн нет возможности хромировать, изношенные детали заменить Браковать при наличии люфта в резьбовом сопряжении, определяемом на ощупь |
Размер,
мм
Наименование
детали или узла
Характер
дефеита
номинальный
допустимый
без ремонта
требующий
ремонта
Указания
Износ
торца болта толкателя
Допускается шлифовать торец на глубину не более 0,1 мм, соблюдая перпендикулярность торца к оси резьбы в пределах 0,3 мм на 0 20 мм (биение)
При размере менее 6,8 мм фиксатор заменить
7—0,015
'—0,055
Износ
направляющих поверхностей фиксатора
Ослабление
посадки фиксатора в корпусе толкателя
6,8
Повреждение
закаленного слоя на кулачках
Кулачковый
валик в сборе
Общая
площадь поврежденной поверхности
составляет не более 10 % поверхности
кулачка Отклонение не более —0,15; общий
размер кулачка не менее 41,85
0
41,5
Износ
профиля кулачка
Отклонение
подъема ролика по профилю кулачка
от теоретического не более ±0,100
0
42+°$
Менее
0 41
Износ
эксцентрика привода топливоподкачивающего
насоса
Допускается хромировать
|
|
Размер, мм |
|
||
Наименование детали или узла |
Характер дефекта |
номинальный |
допустимый без ремонта |
требующий ремонта |
Уваваиия |
|
Износ шейки под среднюю опору Срыв или износ резьбы на |
„ 97 с—0,04 |
0 27,35 |
Менее 0 27,35 |
Допускается хромировать |
|
М14Х1.5, КЛ.2А |
Срыв не более |
Срыв более |
Допускается наварка с по |
|
|
концах вала |
|
2 ниток |
2 ниток |
следующим нарезанием резьбы |
|
Изгиб вала |
Биение затылков кулачков относительно центровых |
Допускается правка в хо |
||
|
|
отверстии: |
|
|
лодном состоянии |
|
|
не более 0,06 |
не более 0,08 |
более 0,08 |
|
|
Трещины или обломы на опо |
— |
— |
— |
Браковать |
|
ре кулачкового вала |
0 27,5+0'023 |
|
|
|
|
Износ расточки опоры под |
0 27,55 |
— |
При диаметре более 27,55 мм |
|
|
шейку вала |
_ со—0,012 0 ЭО—0,032 |
|
|
браковать |
|
Износ наружной поверхно |
0 52,95 |
— |
При диаметре менее 52,95 мм |
|
|
сти опоры в сопряжении с кор |
|
|
|
браковать |
|
пусом насоса |
|
|
|
|
Фланец крепления ре |
Сквозные трещины или обло |
— |
— |
— |
Браковать |
гулятора в сборе |
мы, проходящие через отверстия крепления фланца к корпусу насоса или захватывающие гнездо подшипника, или гнездо маслоуказателя, илн от |
|
|
|
|
|
верстие под сливную пробку |
|
|
|
Допускается заварка |
|
Трещины или обломы в дру |
— |
■— |
— |
|
|
гих местах |
|
|
|
|
Корпус регулятора |
Сквозные трещины нли обло |
— |
— |
— |
Браковать |
в сборе |
мы, проходящие через отверстия крепления корпуса к фланцу нли захватывающие отверстия под валик обогатителя и под валик с рычагом или отверстия для крепления к корпусу крышек и других детален |
|
|
|
|
Наименование
детали или узла
Размер,
мм
Указания
требующий
ремонта
допустимый
без ремонта
Крышка подшипника в сборе
Установочный фланец в сборе
Валик регулятора в сборе
Трещины или обломы в других местах
Сквозные трещины или обломы, проходящие по отверстиям для крепления крышки к корпусу насоса или по гнезду подшипника
Трещины или обломы в других местах
Износ отверстия под наружное кольцо подшипника
Сквозные трещины или обломы, проходящие по отверстиям для крепления установочного фланца к корпусу насоса, нли по гнезду подшипника, илн по маслоподводящнм каналам
Износ отверстия под наружное кольцо шарикоподшипника
Ослабление посадки в сопряжении валик— крестовина
Ослабление посадки большого шарикоподшипника на хвостовике крестовины в результате износа хвостовика
Ослабление посадки и износ в сопряжении ось груза — отверстие крестовины
0 47,03
0 47,04
Зазор не более 0,040
0 16,990
Зазор 0,05
Менее 0 16,990 Зазор более 0,05
Допускается заварка. После заварки проверить, нет ли перекоса плоскостей крепления и отверстий под валик обогатителя и валик с рычагом Браковать
Допускается заварка
При диаметре более 47,03 мм браковать
Браковать
При диаметре более 47,04 мм браковать
Прн зазоре более 0,040 мм браковать деталь с наибольшим износом
Допускается хромирование хвостовика под шарикоподшипник
Допускается хромирование оси груза (дет. 17-045-3)
|
|
Размер, мм |
|
||
Наименование детали или узла |
Характер дефекта |
номинальный |
допустимый без ремонта |
требующий ремонта |
Указания |
|
Износ в сопряжении ось груза — втулка груза |
Зазор 4-0,043 +0,027 |
Зазор 0,05 |
Зазор более 0,05 |
Допускается хромирование оси груза (дет. 17-045-3). Если изношена втулка груза, заменить втулку |
|
Ослабление посадки наружного кольца болыног.о шарикоподшипника в гнезде шарикоподшипника в результате износа гнезда |
«а 40-О;Е)35 |
0 40,013 |
Более 0 40,013 |
Допускается хромирование или постановка втулки |
|
Ослабление посадки наружного кольца малого шарикоподшипника в гнезде задней крышки в результате износа гнезда Износ в сопряжении валик регулятора — втулка муфты регулятора |
зода Валик „ ,9—0,045. 0 * ^—0,075' втулка 0 12+0-019; зазор +0,094 +0,045 |
0 30,15 Зазор не более 0,12 |
Более 0 30,15 Зазор более 0,12 |
Допускается хромирование или постановка втулки Хромировать валик или заменить втулку |
Вилка тяги регулятора в сборе |
Ослабление сопряжения оси кронштейна вилки с отверстиями в вилке тяги и в кронштейне вилки |
Ось 0 ^—0,025» отверстие в внлке с+0,044. 0 5+0,011- ось 0 5—о,025; отверстие в кронштейне |
Зазор не более 0,09 Зазор не более 0,09 0 5+0,048; |
Более 0,09 |
Допускается хромирование оси кронштейна вилки |
|
|
Размер, мм |
|
||
Наименование детали нли узла |
Характер дефекта |
номинальный |
допустимый без ремонта |
требующий ремонта |
Указания |
|
|
зазор между осью кронштейна вилки и отверстием в вилке тяги: +0,069 +0,011; |
|
|
|
|
|
зазор между осью кронштейна вилки и отверстием в кронштейне вилкн: 0,000 +0,073 |
|
|
|
|
Ослабление посадки штыря в отверстии вилки тяги |
Штырь й 0,055. отверстие 0 5+0'025; натяг: —0,055 —0,005 |
|
|
Восстановить натяг хромированием штыря или заменить весь узел |
|
Износ в сопряжении вилки тяги и тяги регулятора |
Ось О, с—0,01. и 0,02' отверстие в внлке 0 4,99+0'018; отверстие в тяге 0 °-)-0,032> |
|
|
Восстановить натягн и зазоры хромированием оси или заменить весь узел |
|
|
Размер, мм |
|
||
Наименование детали или узла |
Характер дефекта |
номинальный |
допустимый без ремонта |
требующий ремонта |
Указания |
|
|
Зазор илн натяг между осью и отверстием в внлке тяги: —0,002 —0,030 |
|
|
|
|
|
Зазор или натяг между осью и отверстием в тяге регулятора: +0,035 +0,012 |
|
|
|
Валнк обогатителя |
Износ в сопряжении валика и отверстий корпуса регулятора |
Валик _ я—0,015. 0 —0,055' отверстие 0 8+0-03; зазор +0,085 +0,015 |
Зазор не более 0,11 |
Зазор более 0,11 |
Допускается хромирование валика или постановка втулок в корпус регулятора |
Валик с рычагом |
Износ в сопряжении валика и отверстий корпуса регулятора |
Валнк т 1П—0,015. 0 Ю—0,055» отверстие 0 10+0-03; зазор +0,085 +0,015 |
Зазор не более 0,11 |
Зазор более 0,11 |
Допускается хромирование валика или постановка втулок в корпус регулятора |
Характер
дефекта
Корпус подкачивающего насоса в сборе
Сквозные трещины и обломы, захватывающие отверстия для крепления топливоподкачивающего насоса к корпусу топливного насоса, резьбовые отверстия под штуцера, гнезда клапанов, направляющие поверхности под толкатель и поршень, топливные каналы
Нарушение приклейки втул-
Поршень подкачивающего насоса
Толкатель подкачивающего насоса
Износ цилиндрической поверхности под толкатель
Износ направляющих пазов под толкатель
Срыв резьб в отверстиях под штуцера и пробки
Глубокие риски или другие грубые повреждения цилиндрической поверхности
Износ цилиндрической поверхности
Износ цилиндрической поверхности
Размер, мм |
|
||
номинальный |
допустимый без ремонта |
требующий ремонта |
Указания |
|
|
|
Браковать |
0 18+0'035 |
0 18,10 |
— |
Прокалибровать резьбу в корпусе и на втулке. Перед ввертыванием резьбу и торец бурта со стороны резьбы на втулке покрыть равномерным слоем смеси эпоксидного клея ЭД-6 н клея БФ-2 При диаметре более 18,10 мм браковать |
7 1+0,20 ' ■1+0,10 |
7,4 |
— |
При размере более 7,4 мм браковать |
— |
Срыв не более 1 ннткн |
— |
При срыве более 1 нитки браковать |
— |
— |
— |
Браковать |
_ qo—0,015 0 0,026 |
0 21,97 |
Менее 0 21,97 |
Допускается хромирование |
_ 1 о—0,020 0 1°_0,070 |
0 17,88 |
Менее 0 17,88 |
То же |
Наименование детали или узла |
Характер дефекта |
Размер, мм |
Указаиия |
|||
номинальный |
допустимый без ремонта |
требующий ремонта |
||||
Корпус форсунки Штуцер форсунки Распылитель форсунки в сборе |
Повреждения торцовой плоскости, сопрягающейся с торцом распылителя Повреждение резьбы под гайку распылителя Повреждение резьбы под гайку пружины Повреждение конического гнезда под трубку высокого давления Повреждение резьбы под гайку крепления трубки Повреждения торцовой плоскости Заедание, неплавное перемещение иглы в корпусе распылителя Закоксовывание сопловых отверстий Снижение герметичности распылителя |
М20Х1.5, кл. 2А М22Х1.5, кл. 2А M16XI.5, кл 2 Прн затяжке время падения д но быть в предел |
Не более 1 нитки Не более 2 ниток Не более 1 ннтки форсунки на давл авления от 230 до ах 7—20 сек |
ение 260 кГ/смг 210 кГ/см2 долж- |
Притирать до выведения следов повреждений При срыве более 1 ниткн браковать Прн срыве более 2 ниток браковать Коническое гнездо тщательно зачистить н заполировать без искажения формы. Если повреждение не поддается исправлению, штуцер заменить Прн срыве более 1 ннтки браковать При глубоких повреждениях браковать; при неглубоких (рискн, царапины, следы коррозии) — притереть Допускается производить «разгонку» иглы в корпусе на дизельном масле с добавкой небольшого количества доводочной пасты Прочистить отверстия проволокой 0 0,3 мм Прн снижении времени падения давления ннже 5 сек попытаться притереть рабочий конус на дизельном масле с добавкой небольшого количества доводочной пасты. Еслн время падения давления не удается повысить хотя бы до 5 сек, распылитель браковать |
|
отвернуть пробку 5, снять уплотнительную шайбу 4, вынуть пружину 3, поршень 2 и шток 7; так как шток и втулка 6 составляют прецизионную пару, то следует вынимать шток осторожно;
снять пружинное стопорное кольцо и вынуть толкатель 9. Разборка форсунки. Форсунку разбирают в приспособлении, представляющем собой горизонтальную планку с гнездами (рис. 135), которую устанавливают на две стойки так, чтобы между концом распылителя форсунки, вставленной вертикально в гнездо приспособления, и поверхностью стола сохранялось расстояние 6—10 см. Контур гнезда приспособления соответствует контуру корпуса форсунки, благодаря этому корпус форсунки в приспособлении застопорен от проворачивания при разборке форсунки. Форсунку разбирают в таком порядке:
отвертывают гайку 11 (см. рис. 61) распылителя, снимают корпус распылителя со штифтов и осторожно укладывают распылитель в специальную тару;
отвертывают колпак 1 форсунки и снимают прокладку 6; вывертывают гайку 4 пружины так, чтобы не изменилось положение регулировочного винта 2 и его контргайки 3, иначе нарушится регулировка; вынимают пружину 5 и штангу 7;
вывертывают штуцер 10, вынимают из корпуса форсунки фильтр 9 и переходную втулку.
После разборки узлов на детали последние подвергают дефектовке. Процесс дефектовки заключается в осмотре, обмере деталей и принятии на основании этого решения о дальнейшем их использовании.