

Глава 20. Ремонт пускового устройства ремонт пускового двигателя
Основные детали пускового двигателя дефектуют в соответствии с техническими условиями на выбраковку и дефектовку, рекомендованными ГОСНИТИ.
Пусковой двигатель отправляют в ремонт в случае потери компрессии в цилиндре и появления стуков поршневого пальца и поршня на прогретом двигателе, прослушиваемых по всей высоте цилиндра.
Детали кривошипно-шатунного механизма и механизма газораспределения, имеющие трещины, изломы и износ свыше допустимого в сопряжениях, не ремонтируют, их заменяют новыми.
Поршневые кольца заменяют при увеличении зазора в замке более 3 мм, потери упругости и потемнении отдельных участков рабочей поверхности от прорыва газов. Маслосъемные кольца заменяют в зависи
мости от величины износа рабочих кромок. У изношенного кольца кромок нет.
При нарушении сопряжения поршня с шатуном появляется посторонний стук во время работы двигателя.
Ослабление посадки поршневого пальца в бобышках поршня вследствие износа и появление зазора между пальцем и его бронзовой втулкой в головке шатуна происходят одновременно с износом поршня. Поэтому поршень, поршневой палец и бронзовую втулку следует заменять одновременно.
Изношенный поршневой палец заменяют новым (номинального или ремонтного размера). При износе отверстий бобышку поршня и бронзовую втулку в шатуне обрабатывают разверткой под ремонтный размер поршневого пальца. Для определения степени износа внутренней поверхности нижней головки шатуна и пальца кривошипа используют типовое контрольное приспособление КИ-724.
Амплитуда качания шатуна в плоскости оси коленчатого вала на расстоянии 175 мм от оси пальца кривошипа для нормальных размеров составляет 0,1—1,0 мм.
При ремонте шатунов пускового двигателя их подразделяют на две группы.
Шатуны, требующие шлифовку в связи с большим износом;
Шатуны с малым износом, требующие только доводку.
Изгиб и скручивание стержня шатуна проверяют на приспособлении для контроля шатунов. Допускаемая непараллельность осей отверстий в верхней и нижней головках шатуна на длине 100 мм должна быть не более 0,08 мм. При этом оси отверстий должны лежать в одной плоскости. В случае скручивания головок шатуна до 0,12 мм на длине 100 мм их подвергают правке.
Блок и головку цилиндров бракуют, если есть трещины и раковины па внутренних рабочих поверхностях цилиндра.
При износе рабочей поверхности цилиндра до размера более 72,12 мм его растачивают до ремонтного размера.
РЕМОНТ РЕДУКТОРА ПУСКОВОГО ДВИГАТЕЛЯ
Корпусные детали редуктора бракуют, если наблюдаются изломы и трещины, а детали зубчатых зацеплений — при появлении сквозных трещин и поломке зубьев.
Чаще всего износу подвергаются следующие детали и узлы редуктора: вал редуктора, корпус обгонной муфты, эпициклическая шестерня (редуктора двигателя А-01), ролики обгонной муфты, пальцы сателлита, нажимной упор.
При износе пазов под ведомые диски по ширине до 13,1 мм корпус обгонной муфты допускается ремонтировать. Бракуют обгонную муфту в случае: износа спиральной поверхности под ролики и износа роликов до размера менее 14,9 мм\ износа поверхностей отверстий под плунжеры до 13,64 мм и износа плунжеров до 12,44 мм.
Ролики обгонной муфты заменяют при износе цилиндричс-
ской поверхности до 14,9 мм. | |—S| ]} Ц [с—г
Нажимной диск восстанав- - ливают при износе торцовой поверхности до размера по высоте до 35 мм и поверхности отверстия под пальцы, при этом пальцы бракуют.
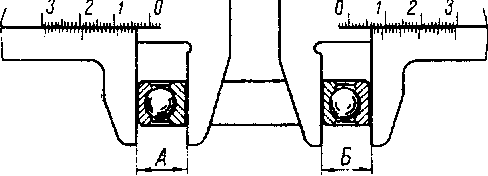
Эпициклическую шестерню заменяют при износе зуба по Рис 136 Способ замера радиалыюго заз0. толщине до 4,1 мм, а также в ра в подшипниках качения.
15—1276 217
случае появления сквозных трещин и поломки зубьев. При износе пазов по ширине до 15,1 мм шестерню ремонтируют путем опиливания поверхностей пазов до ремонтного размера.
Палец сателлита восстанавливают при износе поверхности под водило и втулку сателлита путем шлифования под ремонтный размер.
Шариковые и роликовые подшипники перед дефектовкой промывают в бензине или дизельном топливе. При контроле проверяют легкость вращения, радиальный зазор и размер колец. Годный подшипник должен легко вращаться, без заметных местных заеданий и торможений. Наружное кольцо должно останавливаться плавно, без рывков.
Радиальный зазор измеряют на приборе КИ-1223 или КП-051.2. Если нет этих приборов, можно пользоваться штангенциркулем (рис. 136). Радиальный зазор в этом случае определяется разностью (Б—А) результатов двух диаметрально противоположных измерений.
Диаметры колец подшипников измеряют только в случаях сдвига обойм относительно мест посадки (риски и светлые блестящие пятна), а также при наличии следов коррозии, черноты или цветов побежалости при нагреве.