

Раздел III
РЕМОНТ ДВИГАТЕЛЯ И ТОПЛИВНОЙ АППАРАТУРЫ
В настоящем разделе рассмотрены способы текущего ремонта двигателей, связанные с устранением неисправностей и поломок, выявленных при выполнении технических уходов и эксплуатации двигателей.
Технология ремонта, рекомендации и способы выполнения ремонтных операций даны главным образом применительно к условиям хозяйств, эксплуатирующих двигатели Алтайского моторного завода (ремонтных мастерских совхозов и колхозов).
Глава 18. Ремонт двигателя в мастерской колхоза
ИЛИ СОВХОЗА
Текущий и капитальный ремонт проводят через определенный срок работы двигателей.
Для двигателей межремонтные сроки выражаются в мото-часах работы или в количестве израсходованного топлива.
При текущем ремонте двигатель частично разбирают и заменяют износившиеся детали. Узлы и агрегаты разбирают только по мере необходимости.
ПОДГОТОВКА ДВИГАТЕЛЯ К РЕМОНТУ
Для выявления потребности в ремонте отдельных узлов и агрегатов рекомендуется опробование двигателя на ходу в течение 10— 15 мин. При этом прослушивают работу механизмов и проверяют работу приборов электрооборудования.
Результаты осмотра, опробования и обнаруженные неисправности заносят в ведомость дефектовки двигателя.
МОЙКА ДВИГАТЕЛЯ
Перед разборкой поступивший в ремонт двигатель моют снаружн и промывают его внутренние полости в моечной машине. Если нет машины, используют электронасос со шлангом для подачи горячей воды под давлением. Картер двигателя от остатков смазки рекомендуется выпаривать.
ЧАСТИЧНАЯ РАЗБОРКА ДВИГАТЕЛЯ
Двигатель частично разбирают на стенде, на котором можно повернуть двигатель вокруг горизонтальной оси на 180°.
Двигатель устанавливается на стенд при помощи подвески, показанной на рисунке 106.
Запрещается при разборке применять ломы, рычаги, зубила, так как это может привести к травме рабочего и повреждению деталей.
Используемый комплект ключей и принадлежностей должен быть всех необходимых размеров. Разводные ключи применять не рекомендуется, так как при пользовании ими очень часто срываются грани крепежных изделий.
При отвертывании гаек и болтов не следует пользоваться проставками или прокладками, устанавливаемыми между гранями и губками ключа.
Если резьбовое соединение заржавело и отвернуть гайки или болты не удается, необходимо смочить детали керосином.
При выпрессовке втулок пользуются латунными оправками, так как стальные выколотки приводят втулки в негодность.
Двигатели частично разбирать необходимо в следующем порядке: расконтрить и вывернуть болты крепления вентилятора, снять крыльчатку и ремень вентилятора;
отвернуть гайки и вывернуть болты крепления генератора, стартера, магнето, карбюратора пускового двигателя и снять перечисленные узлы, отъединив предварительно провода и тяги;
вывернуть гайки и снять крышки головок цилиндров, предварительно отъединив тягу декомпрессионного механизма;
отъединить и снять топливопроводы высокого и низкого давления; ослабить затяжку стяжных хомутов шлангов соединительной трубы воздухоочистителя, отвернуть гайки крепления ленты кронштейна воздухоочистителя и снять воздухоочиститель;
снять топливные фильтры тонкой и грубой очистки топлива; отвернуть гайки и снять масляные фильтры и прокладку корпуса; вывернуть болты и снять боковую крышку блока цилиндров; отвернуть гайки крепления впускного и выпускного коллекторов и снять их, предварительно отъединив от впускного коллектора соединительную трубу;
вывернуть пробку сливного отверстия из поддона двигателя и снять прокладку пробки;
отъединить шланговое соединение, вывернуть болты и снять водяную трубу;
повернуть двигатель поддоном картера вверх, вывернуть болты крепления поддона, снять поддон и пробковую прокладку. В полуразобранном виде двигатель моют еще раз.
РАЗБОРКА ДВИГАТЕЛЯ НА УЗЛЫ И ДЕТАЛИ
При разборке двигателя не следует разукомплектовывать такие детали, как маховик и коленчатый вал, шатуны и их крышки, блок цилиндров и крышки коренных подшипников, шестерни масляного насоса, груз-шестерни механизма уравновешивания двигателя А-41. Все детали после разборки должны быть маркированы краской или иметь бирки. Полностью разбирать двигатель следует в таком порядке: вывернуть и снять краник слива воды из блока; снять маслозаливную горловину и щуп замера уровня масла; на двигателях А-01 отъединить привод топливного насоса, вывернуть болты крепления топливного насоса к кронштейну и снять топливный насос;
вывернуть болты, отъединить водоподводящий патрубок от блока и снять пусковой двигатель;
Рис.
106. Подвеска для транспортировки
двигателей А-01 и А-41:
/
— крюк;
2
— корончатая гайка; 3 — кольцо (звенЬ
цепи);
4
— серьга; 5 —шплинт;
6 —
коромысло; 7— шайба; 8 — болт.
снять крышку муфты сцепления и муфту сцепления; снять маховик коленчатого вала и картер маховика; отвернуть гайку с носка валика и снять шкив водяного насоса; отвернуть болты крепления водяного насоса, снять насос и прокладку корпуса;
отъединить трубку слива топлива, отвернув накидную гайку от штуцера в головке цилиндров, вывернуть болты крепления и снять трубки слива топлива из форсунок, при помощи приспособления (см. рис. 102) снять форсунки;
вынуть штанги толкателей; расконтрить замковые шайбы, отвернуть гайки и снять ось коромысел и валик декомпрессионного механизма с их стойками;
отвернуть гайки крепления головок цилиндров, снять со шпилек головки цилиндров и прокладки головок. При снятии головок цилиндров затяжку гаек ослаблять в той же последовательности, что и при установке (см. рис. 23);
отвернуть болт крепления шкива коленчатого вала и при помощи съемника снять шкив;
вывернуть болты крепления передней опоры двигателя и снять ее; вывернуть болты крепления крышки картера шестерен распределения и снять крышку с установочных штифтов; расконтрить болты и снять все шестерни механизма газораспределения и палец промежуточной шестерни; расконтрить, вывернуть болты и снять ось в сборе с толкателями;
вынуть из блока распределительный вал, предварительно отвернув два болта фланца;
расконтрить, вывернуть болты и снять со штифтов картер шестерен;
повернуть двигатель в положение, удобное для демонтажа шатун- но-поршневой группы;
расконтрить замковые шайбы болтов и гаек маслопроводов и снять со штифтов масляный насос;
расконтрить замковые шайбы головок шатунных болтов, вывернуть болты и снять крышки шатунов;
вынуть поршни с шатунами из цилиндров, установить крышки на шатуны и ввернуть болты, предварительно сняв вкладыши шатуна;
при помощи съемника (см. рис. 21) вынуть гильзы цилиндров из блока;
повернуть двигатель плоскостью разъема с поддоном вверх, отогнуть замковые шайбы с граней гаек крепления крышек коренных подшипников и снять крышки;
при помощи подвески вынуть из блока коленчатый вал; вынуть из крышек подшипников вкладыши, снять упорные кольца, установить крышки коренных подшипников на свои места и навернуть гайки крепления крышек на шпильки.
Если необходимо, снятые узлы двигателей разбирают на детали. Снятые и разобранные узлы и детали двигателя подвергают окончательной мойке, контролю и дефектовке.
МОЙКА ДЕТАЛЕЙ ДВИГАТЕЛЯ
Детали промывают в специальных установках, ваннах или моечных машинах.
При небольшом объеме ремонтных работ и количестве деталей их промывают в моечных машинах типа МД-1,МД-2или МК-1 ГОСНИТИ. В качестве моющей жидкости применяют раствор, состоящий из 2— 3% кальцинированной или каустической соды и 1% жидкого стекла, остальное — вода.
От нагара и коррозии детали очищают вручную при помощи шаберов, стальных щеток и скребков. При механической очистке деталей от нагара используют пескоструйные аппараты.
Такие детали, как шатуны, поршни, головки цилиндров, клапаны механизма газораспределения и другие с нагаром сложного состава, рекомендуется промывать в ванне с раствором солей. Детали, промытые в щелочном растворе, для предохранения от коррозии промывают в горячей воде.
При удалении нагара и смолистых отложений с корпусных чугунных деталей (блок, головка цилиндров, картер шестерен, коллекторы и др.) можно использовать выварочные установки с 8— 10%-ным раствором каустической соды с температурой 80—90° С, куда детали погружают и где их выдерживают в течение 2 ч, затем промывают в воде.
Масляные каналы в блоке цилиндров промывают при помощи ручного поршневого насоса или насоса любого типа с электроприводом.
Для ускорения и улучшения качества промывки масляные каналы предварительно очищают капроновыми или щетинными щетками, смоченными дизельным топливом.
1,85—2,0
1,0
0,8—0,85
кальцинированная сода
мыло
жидкое стекло . . . .
Детали погружают на 2,5—3,0 ч при температуре раствора 85— 95° С.
После размягчения отложений их легко удаляют струей моющей жидкости. Сушат детали на воздухе.
Промытые детали и узлы дефектуют и в зависимости от их состояния сортируют на:
годные для установки на двигатель без ремонта;
детали, требующие ремонта;
негодные.
Детали выбраковывают в соответствии с техническими условиями ГОСНИТИ на дефектовку деталей двигателя.
РЕМОНТ ОСНОВНЫХ ДЕТАЛЕЙ И УЗЛОВ
Ремонт блока цилиндров. В процессе эксплуатации на внутренних стенках блока цилиндров может образоваться слой накипи, ухудшающей охлаждение двигателя. В блоке цилиндров могут возникнуть следующие дефекты: трещины и раковины в водяной и масляной полостях, обломы шпилек и болтов в резьбовых отверстиях, износ резьбы в резьбовых отверстиях, течь воды и масла по технологическим заглушкам и пробкам, износ бронзовой втулки передней опоры распределительного вала, ослабление посадки под шпильки крепления головки цилиндров и крышек коренных подшипников.
Для удаления накипи в блоках наиболее часто используют раствор соляной кислоты, нагретый до 60—90° С. При большом слое накипи или при плотной ее структуре с преобладанием силикатных солей соляную кислоту применяют с добавлением 20 г/л фторида натрия (NaF) или аммония (NH4F). Однако такие кислотные растворы вызывают коррозию металла. Поэтому для уменьшения корродирующего действия кислоты в нее вводят ингибиторы (замедлители) коррозии, из которых наиболее эффективны уротропин, формалин, замедлители ПБ-5 и ПБ-6 и фурфурол.
Для быстрейшей нейтрализации остатков кислоты блок промывают водой, в которую вводят так называемые пассиваторы (хроматы, сода), имеющие щелочной характер.
При удалении накипи кислотным раствором (как, впрочем, и при всех операциях, связанных с применением кислот и щелочей) нужно остерегаться ожога и отравления парами. Поэтому необходимо хорошо проветривать помещение и знать правила техники безопасности в обращении с кислотами, щелочами и их растворами.
Для выявления мест и характера трещин водяную рубашку блока цилиндров подвергают гидравлическому испытанию под давлением 4 кПсм? в течение 2 мин.
Бракуют блоки с трещинами вдоль всей длины бонок резьбовых гнезд шпилек крепления головок цилиндров и крышек коренных подшипников, а также с трещинами, проходящими через гнезда под вкладыши подшипников коленчатого вала и выходящими на верхнюю плоскость.
Наибольшее распространение получил способ заварки трещин без предварительного нагрева или ремонт с использованием паст на основе эпоксидных смол.
Перед заваркой концы трещины засверливают сверлом диаметром 3—4 мм, а трещину по длине разделывают слесарным зубилом под углом 90—120° на глубину, равную 3А( толщины стенки. Затем трещину зачищают шлифовальной машинкой ШР-6 с кругом ПП80Х20Х20 или И-54А с шлифовальным кругом ПП175X25X32.
При электросварке применяют чугунные электроды, электроды из качественной стали с обмазкой и медные, облицованные жестью (или медно-никелевые). Диаметр электрода выбирают в зависимости от толщины свариваемых стенок в пределах 3—5 мм.
Качество шва при электросварке зависит от величины тока. Ее устанавливают регулятором в соответствии с диаметром электрода. Обычно величину тока принимают из расчета 45 а на 1 мм диаметра электрода. Для высококачественной сварки длину дуги следует выдерживать как можно короче (3—4 мм).
Для уменьшения напряжений заварку выполняют разрывами, отдельными участками длиной по 40—60 мм, но создавая сплошной шов на всей длине трещины.
При газовой сварке применяют в качестве присадочного материала чугунные прутки или латунь (например, марки Л62).
Вместо чугунных прутков можно применять выбракованные поршневые кольца, которые необходимо тщательно обезжирить. Флюсом служит бура. При использовании латуни стенки канавки подогревают газовым пламенем.
После сварки наплавленный шов зачищают шлифовальным кругом заподлицо с основным металлом. После заварки проверяют, нет ли коробления плоскостей, граничащих с зоной сварки.
При заделке трещин и пробоин на поверхностях масляного картера и водяной рубашки применяют эпоксидные пасты следующего состава (в весовых частях):
смола ЭД-6 100 железный порошок 160
дибутилфталат 20 полиэтиленполиамин .... 10
В этом случае также разделывают трещину, поверхность зачищают шлифовальным кругом вдоль трещины до металлического блеска по обе стороны на расстоянии 15—20 мм, а затем на зачищенную поверхность зубилом наносят частые мелкие зазубрины для лучшего схватывания пасты с металлом. Перед нанесением пасты подготовленную поверхность обезжиривают уайт-спиритом или ацетоном и трещину прогревают инфракрасной лампой до 70—80° С или просушивают в течение 15—20 мин при температуре не ниже 20° С.
Пасту не следует хранить длительное время, и готовить ее нужно непосредственно перед заделкой, так как она быстро затвердевает.
Трещину заполняют пастой, тщательно втирая ее и уплотняя шпателем или роликом. На большие трещины и пробоины накладывают 2—3 слоя с использованием стеклоткани, промазанной пастой в каждом слое.
Затем блок просушивают в течение 24 ч при температуре воздуха 20° С или в течение 4 ч в сушильном шкафу при 100° С.
После сушки поверхность зачищают шлифовальным кругом, а блок испытывают на герметичность водой под давлением 4 кГ/см2. Потение в зоне трещины не допускается.
Течь воды по мелким раковинам может быть устранена постановкой резьбовых пробок М6-М14 на лаке «герметик» или эпоксидной смоле ЭД-6.
При обломе шпилек или болтов вывертывают оставшиеся части (роликовым патроном, при помощи наваренной гайки или керном). Если обломанная часть шпильки находится глубоко в отверстии, кернят ее по центру, высверливают сверлом, диаметр которого должен быть равен наружному диаметру резьбы. Затем отверстие обрабатывают под установку шпильки с ремонтной резьбой или резьбовой стальной втулки, которую устанавливают в местах, крепящихся болтами. Наружную резьбу втулки перед ввертыванием смазывают масляной краской (например, суриком) или лаком «герметик». Втулки ввертывают заподлицо с основной плоскостью блока цилиндров, раскернивают по наружной резьбе в 3—4 точках и зачищают плоскость.
При срыве резьбы гнезд под шпильки крепления головки цилиндров ее исправляют, нарезая ремонтную резьбу (М18Х1,5) и устанавливая ремонтную шпильку из стали 40Х так, чтобы были обеспечены размеры глубины резьбы и фаски на шпильке (см. рис. 8).
При износе бронзовой втулки передней опоры распределительного вала до размера 54,26 мм ее заменяют ремонтной втулкой, имеющей припуск по внутреннему диаметру не менее 0,5—0,7 мм.
Натяг втулки в блоке должен быть в пределах 0,045—0,105 мм- При запрессовке следует совмещать маслоподводящее отверстие во втулке с масляным каналом в блоке.
В случае износа остальных опор распределительного вала в отверстия блока запрессовывают ремонтные втулки из чугуна СЧ 21-40 с наружным диаметром 61 мм, величина натяга та же.
При ремонте блока очищают все масляные каналы от грязи и смолистых отложений. Если нет моечной машины с подогревом, рекомендуется тщательно очистить каналы удлиненной волосяной щеткой, смоченной в керосине. Перед мойкой все заглушки масляных каналов должны быть вывернуты.
Гильзы цилиндров бракуют, если есть трещины, чрезмерные износ и овальность внутренней поверхности.
Гильзу заменяют новой, если максимальный износ в зоне работы верхнего поршневого кольца достиг 0,6 мм или зазор между юбкой поршня и гильзой превышает 0,6 мм при положении поршня в в. м. т. В последнем случае одновременно с гильзой бракуют и поршень. Величину зазора проверяют в нижней части юбки поршня при помощи ленточного щупа, устанавливаемого между поршнем (без колец) и гильзой в плоскости, перпендикулярной оси поршневого пальца.
При замене гильзы очищают выточку на верхней плоскости блока под бурт гильзы. Бурт новой гильзы не должен выступать меньше чем на 0,04 мм при разности выступания гильз, расположенных под одной головкой, не более 0,05 мм.
Ремонт головки цилиндров. В головке цилиндров наиболее частыми дефектами являются: выработка гнезд клапанов газораспределения,
Рис.
107. Установка ремонтных втулок в головках
цилиндров:
а
— в отверстия под шпильки; б — в отверстия
для штанг толкателей.
износ направляющих втулок клапанов, трещины, нарушение герметичности стаканов форсунок, течь воды по технологическим сферическим заглушкам, коробление плоскости прилегания головки к блоку цилиндров, погнутость, повреждение резьбы и обломы шпилек.
Трещины в головке цилиндров могут появляться вследствие отложения большого слоя накипи в водяной рубашке. При ремонте накипь удаляют способом, применяемым при удалении накипи в водяной рубашке блока цилиндров.
Для выявления трещин и их характера, герметичности уплотнения стакана форсунки головку цилиндров подвергают гидравлическому испытанию под давлением 4 кГ/см2 в течение 2 мин.
Если течь наблюдается по поверхностям отверстий под шпильки крепления головки цилиндров или под штанги толкателей, то запрессовывают ремонтные втулки (рис. 107), предварительно смазав поверхность втулки нитрошпаклевкой АШ-30.
Трещины в рубашке охлаждения устраняют так же, как при ремонте блока цилиндров (заваркой без предварительного нагрева или эпоксидными пастами).
Трещины на плоскости прилегания головки к блоку цилиндров заваривают только с предварительным нагревом детали. Перед нагревом из головки вывертывают все шпильки, выпрессовывают стаканы форсунок и направляющие втулки клапанов, а все обработанные поверхности смазывают меловым раствором с шамотной глиной и резьбовые отверстия (в зоне сварки) заглушают асбестом. Для вывертывания шпилек применяют шпильковерты.
Стакан форсунки выпрессовывают при помощи рис J0g Съемник съемника (рис. 108). Если нет съемника, стакан для' снят'ия Стакаиа форсунки можно удалить следующим способом. За- форсунки:
Рнс.
109. Ключ для затяжки гаек крепления
стаканов форсунок.
Рис.
110. Оправка для запрессовки направляющей
втулки
клапана.
распылитель ударом прутка диаметром 8—9 мм в упор метчика выбивают стакан. После вывертывания метчика следы резьбы на внутренней поверхности стакана форсунки тщательно зачищают. Затем разделывают трещину так же, как при ремонте блока цилиндров. Головку нагревают в печи предварительно до 200—250° С в течение 20—25 мин, а затем окончательно до 600—650° С в течение 20 мин при температуре в печи 700—750° С. Заварку ведут горелкой ГС-53 с наконечником № 4 или 5, применяя в качестве присадочного материала прутки из серого чугуна. Флюсом служит бура.
Металл наплавляют сплошным швом, не допуская охлаждения головки до температуры ниже 350° С. При охлаждении повторяют нагрев головки. Количество нагревов не ограничивают. Для устранения напряжений в сварном шве заваренную головку снова нагревают до 600— 650°С в течение 10—12 мин (при температуре печи 700—750°С), а затем охлаждают в термостате в течение 10—12 ч.
После заварки головку проверяют на герметичность-
Плоскость прилегания головки к блоку цилиндров шлифуют на плоскошлифовальном станке, предварительно зачистив сварные швы заподлицо с основным металлом.
Головку цилиндров очищают от обмазки, асбеста в резьбовых отверстиях и окалины в полостях стаканов форсунок и отверстиях под направляющие втулки клапанов, а резьбовые отверстия калибруют.
Головку собирают со стаканами форсунок, затягивая гайки крепления их специальным ключом (рис. 109), завертывают шпильки и при помощи оправки (рис. 110) запрессовывают новые направляющие втулки клапанов, натяг которых должен быть в пределах 0,03—0,05 мм, а вы- ступание их над опорной площадкой пружины клапана должно быть равно 30 мм. После запрессовки внутренний диаметр направляющих втулок развертывают до размера 12+0'027 мм или до ремонтного размера 11,6 +°.°27 мм.
I5_
1A
Рис.
111.
Ремонт
седел для впускного и выпускного
клапанов:
/
— горловина впускного клапана; 2—
головка .цилиндров; 3 — седло выпускного
клапана; 4
— горловина выпускного клапана.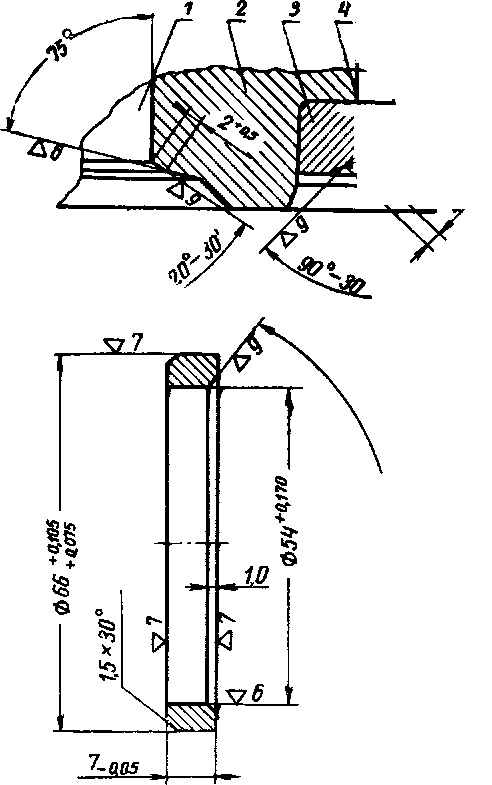
Рис.
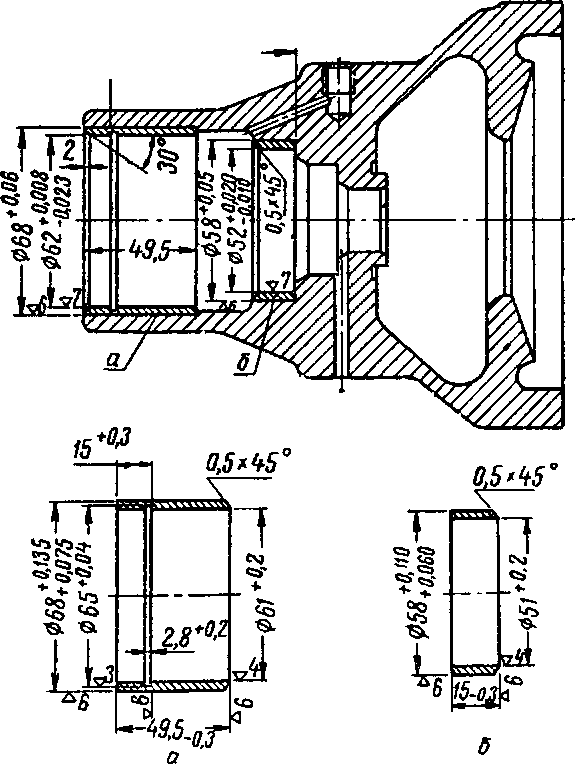
112. Ремонтное вставное седло головок
цилиндров:
а
— выпускного клапана; б — впускного
клапана.
Седло для впускного клапана ремонтируют, фрезеруя его при помощи комплекта фрез, в следующем порядке (рис. 111):
фрезеруют рабочую фаску зенкером под углом 120° до получения чистой, ровной поверхности;
фрезеруют внешнюю кромку рабочей фаски зенкером под углом 150° до получения ширины рабочей фаски 2—2,5 мм.
При большом утопании (более 2,3 мм) впускного клапана гнездо растачивают на ремонтном заводе для установки ремонтного седла до диаметра 66+о,'о45 мм на глубину 7+0-1 мм. Ремонтное седло (рис. 112) запрессовывают до упора в торец гнезда с натягом 0,05—0,08 мм, его изготовляют из чугуна, близкого по химическому составу к чугуну головки цилиндров.
Рис. 113. Приспособление для зенкерования седел клапанов вручную:
/ — барашковая гайка; 2 — вороток; 3 — гайка; 4 — стакан; 5 — оправка; 6 — направляющая втулка клапана; 7 — седло клапана; 8 — зенковка;
9 — шпонка.
0,5
* 45°
Рис.
114. Оправка для запрессовки седел
клапанов.
Дефекты на седлах для выпускных клапанов устраняют зенкерова- нием вручную при помощи приспособления (рис. 113) с напайкой пластин из твердого сплава типа ВК-ЗМ или шлифованием седел с последующей притиркой клапанов. Новые седла устанавливают также при утопании новых клапанов более 2,8 мм. Выпрессовывают седло для выпускного клапана остро заточенным зубилом или съемником, а запрессовывают при помощи оправки (рис. 114) до упора в торец с натягом 0,05—0,08 мм.
В случае ослабления посадки седла для выпускного клапана место посадки обрабатывают зенкером до диаметра 56,25 +°'03мм на глубину 12,2±0,1 мм под ремонтное седло, которое изготовляют из специального жаропрочного чугуна твердостью HRC 50—60. Перед установкой нового седла головку нагревают до 100—120° С.
Фаски седла для выпускного клапана обрабатывают в следующем порядке:
фрезеруют рабочую фаску зенкером под углом 90° до получения ровной чистой поверхности;
фрезеруют внешнюю кромку рабочей фаски зенкером под углом 120—150° до получения ширины рабочей фаски 1,5—2,0 мм.
После фрезеровки клапаны притирают. При правильных углах рабочих фасок клапанов и седел для них матовый поясок на седле должен начинаться у основания большого конуса (рис. 115), а на тарелке клапана не ближе 1,5 мм от наружного диаметра. Не допускаются разрывы матовой полоски на тарелке клапана и седла, а также заметное углубление матовой полоски на фаске клапана.
После притирки головку цилиндров, клапаны и направляющие втулки промывают, а собранную с клапанами головку проверяют на герметичность керосином.
Рис.
115. Расположение матового пояска на
притертом клапане:
а
— правильное;
6
— неправильное.
напряжением 36 в. Число оборотов вала прибора 11 ООО в минуту. Шлифовальный камень К4 4025СМ1 —СМ2К заправляют под углом 45°. Для шлифовки седел выпускных клапанов можно также использовать плане- тарно-шлифовальное приспособление ОПР-1334А.
Износ направляющих втулок клапанов определяют замером при помощи индикаторного нутромера 10—18 мм. Если внутренний диаметр втулки не более 12,06 мм для впускных и 12,09 мм для выпускных клапанов, то допускается работа с клапаном, бывшим в эксплуатации, у которого диаметр стержня не меньше 11,91 мм для впускных и 11,84 мм для выпускных клапанов.
Если же износ втулок достиг до 12,10 мм для впускных и 12,15 мм для выпускных клапанов, то втулка пригодна для дальнейшей работы только в сопряжении с новым клапаном.
Ремонт коленчатого вала. К дефектам коленчатого вала относятся: износ, конусность и овальность шеек коленчатого вала, погнутость (биение коренных шеек), поломка и трещины вследствие заклинивания поршня, обрыва шатунных болтов, чрезмерного износа или выплавления подшипников.
Трещины коленчатого вала выявляют после того, как коленчатый вал очищен, промыт керосином и насухо протерт. Проверяют методом магнитной дефектоскопии, т. е. намагничиванием вала, после чего проверяемые места поливают раствором железного порошка с керосином. Порошок оседает по кромкам трещин, обнаруживая их конфигурацию. Допускаются шлифовочные трещины в виде сетки с длиной отдельных продольных трещин до 8—10 мм, расположенных не ближе 10 мм от торца и кромок масляных каналов. После проверки вал должен быть размагничен.
Можно определять расположение трещин внешним осмотром, используя лупу 4—5-кратного увеличения. При обнаружении трещин на шейках длиной, более указанной, вал бракуют, если шлифовкой их нельзя устранить.
Трещины на щеках можно вывести при помощи шлифовальной машинки, при шлифовании глубина канавок не должна быть более 3—5 мм. Не допускается исправление трещин в зоне галтелей.
Погнутость (изгиб) вала определяют при установке крайних коренных шеек на призмы. Если биение коренных шеек превышает 0,04— 0,06 мм (при отсутствии большой овальности шеек), то вал рихтуют на прессе ГАРО модели 2135.
При правке на прессе вследствие упругости вала величину принудительного прогиба принимают примерно в 10 раз больше устраняемого и нагрузку выдерживают кратковременно (до 1 мин). При этом стрела прогиба вала не должна превышать 6 мм для двигателя А-01 и 4 мм для двигателя А-41. После правки вала проверяют, нет ли трещин.
Небольшой изгиб вала с биением средней коренной шейки до 0,10 мм можно устранить шлифовкой коренных и шатунных шеек под ремонтный размер (см. табл. 2). Если диаметр коренных шеек в результате износа уменьшился до 104,82 мм и шатунных шеек — до 87,84 мм, то шейки шлифуют под соответствующий ремонтный размер на кругло- шлифовальном станке модели 3A-423.
При шлифовке коренных шеек выставляют вал так, чтобы биение шейки под сальник (0140 мм) было не более 0,03 мм, а шейки под шестерню коленчатого вала — не более 0,05 мм. При перешлифовке шеек коленчатого вала двигателей А-41 может быть повышенное биение поверхности под напрессовку венца привода механизма уравновешивания. Поэтому следует выпрессовывать штифт 010 мм, наварить до диаметра 198 мм и шлифовать до прежнего размера относительно коренных шеек с биением не более 0,03 мм. Штифт выпрёссовывают засверловкой в его теле резьбы Мб.
При шлифовке шатунных шеек радиус кривошипа должен быть равен 70 ±0,05 мм, а галтелей шеек — 6-0,5 мм.
Шероховатость поверхности шеек после шлифовки доводят до 9-го класса, применяя жимки и пасту ГОИ. Шатунные шейки могут быть перешлифованы под номинальный (85 _o,oi5 мм) или соответствующий ремонтный размер свинцовобронзо- вых толстостенных вкладышей дизелей ЯМЭ-236, ЯМЗ-2Э8НБ (выпуска до 1969 г.) в том случае, если нет ремонтных вкладышей дизелей АМЗ. Следует иметь в виду, что масляные отверстия в толстостенных свинцовобропзовых вкладышах дизелей ЯМЗ не совпадают с масляным каналом в шатуне дизеля А-01 (А-41), поэтому для их совпадения сверлят дополнительно по разметке отверстие диаметром 3 мм во вкладыше дизеля ЯМЗ.
Ремонт маховика. Основными дефектами маховика в сборе являются: износ зубьев венца, задиры или выработка на плоскости под ведомый диск муфты сцепления, износ гнезда под подшипник вала муфты сцепления, ослабление натяга венца маховика.
При небольшом износе зубьев венца (до толщины зуба 5,3 мм при высоте 2,68 мм по штангензубомеру) зачищают заходные фаски зубьев при помощи шлифовальной машинки. Если износ большой или поломаны зубья, венец спрессовывают с маховика и заменяют его новым. Если посадочная поверхность маховика под венец уменьшится от спрессовки или износится от проворачивания венца, то напрессованный венец крепят при помощи 6—8 равнорасположенных резьбовых пробок М8, ввернутых в обработанные отверстия по стыку посадочных поверхностей венца и маховика. После завертывания пробки должны быть рас- кернены.
Изношенную плоскость под ведомый диск муфты сцепления шлифуют до выведения рисок и задиров. Биение плоскости при шлифовке должно быть не более 0,1 мм.
Изношенную поверхность под подшипиик восстанавливают, запрессовывая ремонтную стальную втулку толщиной 2 мм с натягом в пределах 0,07—0,10 мм. Затем ее торцуют заподлицо с привалочной плоскостью к коленчатому валу.
Втулка не должна перекрывать маслоподводящее отверстие и выходить на поверхность центровки корпуса сальника.
Ремонт шатуна. Основные дефекты шатуна: изгиб и скручивание, износ или овальность отверстий под вкладыши, износ отверстия во втулке верхней головки шатуна, износ отверстия в верхней головке шатуна под втулку.
Шатун правят на приспособлении, не отличающемся от применяемого в ремонтной мастерской. Для устранения напряжений в металле при правке выправленные шатуны нагревают до 350—400° С в течение 0,5—1 ч. В этом случае резьбу защищают асбестовыми пробками, а затем калибруют. Не допускается правка шатуна со втулкой и вкладышами.
Шатуны бракуют при наличии трещин или обломков.
Изношенную до размера 50,09 мм втулку верхней головки шатуна выпрессовывают при помощи оправки (рис. 116).
Рнс.
116. Оправка для выпрессовки и запрессовки
втулки верхней головки шатуна.
скается использовать втулку шатуна дизелей ЯМЗ-236, ЯМЭ-238НБ, при этом большее отверстие втулки совмещают с масляным отверстием в шатуне.
После запрессовки втулки в шатун ее обрабатывают до диаметра 56+o;oi4 мм; шероховатость поверхности должна быть не ниже 8-го класса.
Изношенную или овальную поверхность отверстия нижней головки шатуна под вкладыши восстанавливают только на ремонтном заводе двумя способами: осаживанием шлицевого разъема притиркой (или фрезерованием шлиц) или электролитическим осталиванием отверстия с последующей расточкой его до номинального размера.
Шатун годен, если диаметр отверстия в нижней головке (при затяжке шатунных болтов динамометрическим ключом; момент затяжки 16—18 кГм) не выходит за пределы 93 io'.oio мм. Если размер отверстия отличается от указанного диаметра, то шатун подлежит ремонту-
Шатун и крышку притирают пастой ГОИ до осаживания на величину 0,2 мм, при этом не следует допускать перекоса и завала крышки относительно шатуна.
При фрезеровании разъема шатун и крышку устанавливают в приспособлении так, чтобы можно было обработать с одной установки шлицы шатуна и крышки. Для этого крышку смещают относительно шатуна в направлении отверстия под короткий шатунный болт на ползуба, т. е. на 2 мм. При фрезеровании необходимо достичь высокой точности расположения шлиц при шаге, равном 4+0,008 мм, и профиле зуба под углом 60°.
Для совпадения шлиц на всей длине разъем после фрезерования притирают пастой ГОИ до образования на всех шлицах непрерывной матовой полоски шириной не менее 1 мм.
По окончании притирки шлицевой стык промывают, а после сборки шатун растачивают до диаметра 93 +0-021 мм или хонингуют. Шероховатость поверхности должна быть не менее 8-го класса.
По опыту Днепропетровского авторемонтного завода № 1 можно рекомендовать восстановление шатунов электролитическим осталиванием знутренней поверхности нижней головки с последующей расточкой до номинального размера. Осажденный слой должен хорошо обрабатываться резцами с пластинками из твердого сплава, поэтому для остали- вания применяют асимметричный переменный ток-
Ремонт вкладышей коленчатого вала. При капитальном ремонте двигателя вкладыши коленчатого вала заменяют новыми (см. табл- 2).
Если у работающего двигателя зазор в коренных подшипниках превышает 0,5 мм (0,35 мм для четырехцилиндровых двигателей) и в шатунных подшипниках — 0,5 мм, то вкладыши заменяют, а шейки коленчатого вала шлифуют под ремонтный размер.
Зазор в коренных и шатунных подшипниках рекомендуется определять путем сравнения замеров диаметров вкладышей, установленных в постели (шатуна или блока цилиндров) в затянутом состоянии, и шеек коленчатого вала. При этом диаметр и овальность шеек измеряют микрометром, а вкладышей — индикаторным нутромером.
С 1969 г. шатунную шейку двигателей ЯМЗ изготовляют диаметром 88 мм вместо 85 мм и устанавливают сталеалюмипиевые вкладыши толщиной 2,5 мм вместо свинцовобронзовых вкладышей толщиной 4 мм, т. е. таких же размеров, как в двигателях АМЗ.
Ремонт поршней, поршневых колец и поршневых пальцев. Поршни заменяют, если зазор между юбкой поршня и гильзой цилиндров превышает 0,6 мм, диаметр бобышки достиг величины 50,018 мм и в сопряжении с пальцем появился зазор до 0,1 мм; если зазор по вертикали между канавкой поршня и кольцом в калибре диаметром 130 мм пре
вышает 0,5 мм для верхней канавки, 0,4 мм для второй и третьей, 0,3 мм для канавок под маслосъемные кольца в сопряжении с работавшими кольцами. При замене колец эти зазоры в работавшем поршне не должны превышать соответственно 0,35 мм для первой канавки и 0,3 мм для второй и третьей канавок, а размер канавок под маслосъемные кольца при износе стал не более 6,69 мм. Поршни бракуют, если диаметр юбки при износе будет равен 129,74 мм (в плоскости, перпендикулярной оси бобышек).
Поршневые кольца бракуют при достижении зазора в замке (в новой гильзе) 4,5—5,0 мм для компрессионных и 3,0 мм для маслосъем- ных колец. При ремонте допускается установка второго компрессионного кольца на место первого, хромированного.
Поршневые пальцы заменяют при уменьшении диаметра в результате износа до 49,94 мм, при наличии глубоких круговых рисок и трещин.
При износе поршневого пальца и бобышек поршня требуемую посадку в сопряжении палец — бобышка получают при восстановлении поршневого пальца.
Для этого рабочую поверхность поршневого пальца хромируют, шлифуют и полируют. Шероховатость хромированной поверхности должна быть не ниже 9—10-го класса, не должно быть трещин, волосовин, следов рисок, черновин и граненности. Овальность и конусность пальца не должна превышать 3 мкм.
Ремонт распределительного вала. Дефекты распределительного вала: изгиб вала, износ кулачков, опорных шеек, шпоночного паза и резьбы под болт крепления шестерни.
Повышенное биение опорных шеек (более 0,1 мм) при изгибе вала устраняют правкой его на прессе. Если шлифуют шейки вследствие их износа, то одновременно этим можно устранить и изгиб.
Изношенные до высоты 44,05 мм кулачки восстанавливают шлифованием на станках, применяя копир, или подвергают вибродуговой наплавке или наплавке под слоем флюса.
Наплавленный слой должен быть плотным, трещины не допускаются. Твердость наплавленного слоя — HRC 52—56 (после закалки).
Задиры и риски на шейках вала устраняют шлифованием под ремонтный размер. В этом случае в блоке цилиндров устанавливают ремонтные втулки под опоры распределительного вала для обеспечения требуемого зазора в сопряжении с шейкой вала.
При большом износе шейки наплавляют металлом, как при наплавке кулачков.
Кулачки и шейки распределительного вала восстанавливают шлифовкой на ремонтном заводе.
Ремонт клапанов. При эксплуатации клапан изнашивается, может прогнуться его стержень и прогореть рабочая фаска тарелки.
Рис.
117. Шлифование фаски клапана:
а.
— угол установки клапана.
Непрямолинейность (биение) стержня клапана не должна быть больше 0,01 мм. Для проверки клапан устанавливают на призмы (рис. 118). Стержень правят легкими ударами деревянного или свинцового молотка. При большом изгибе клапаны бракуют.
На ремонтном заводе при износе стержней клапанов их шлифуют до ремонтного размера (11,6 Года мм для впускного и 11,6 lo'.ras мм для выпускного клапанов) или восстанавливают осталиванием с последующим шлифованием до номинального размера. Если стержень изношен до диаметра 11,45 мм, клапан бракуют.
Стержни клапанов шлифуют как на круглошлифовальном станке, так и на токарном станке с суппортно-шлифовальным приспособлением. После шлифовки овальность и конусность стержня допускается не более 0,01 мм.
Изношенный торец стержня клапана исправляют шлифованием, при этом перпендикулярность торца к стержню проверяют по угольнику, односторонний просвет допускается до 0,05 мм.
Ремонт коромысла клапана. Основные дефекты коромысла: износ бойка, отверстия во втулке и резьбы под регулировочный винт.
Изношенную до размера 22,18 мм втулку заменяют новой. При этом нужно иметь в виду, что в коромысле применяют свертную тонкостенную (толщиной 1 мм) втулку из бронзовой ленты Бр.ОЦС 4-4-2,5.
При ремонте допускается устанавливать более толстостенную (толщиной 2,5—3 мм) цельную втулку из бронзы ОЦС-5-5-5. Для этого растачивают отверстие в коромысле так, чтобы обеспечить натяг не менее 0,07 мм.
Ремонт штанги толкателя. При износе сферических наконечников штанги бракуют. Штанги с изгибом более 0,5 мм рекомендуется править в холодном состоянии.
Ремонт толкателя. Изношенные до размера 22,11 мм отверстия во втулке толкателя восстанавливают постановкой ремонтных втулок, как при ремонте коромысел. При заедании толкателя, большом износе и зазоре между роликом и осью, ослаблении посадки оси ролика в ушках толкателя последний восстанавливают только на ремонтном заводе, а в мастерских такие толкатели заменяют новыми.
Ремонт механизма уравновешивания. Механизм уравновешивания восстанавливают, если на зубьях грузов-шестерен имеется глубокая выработка, при достижении зазоров в зубьях, превышающих 0,38 мм, при большом износе отверстий в корпусе и цапфах грузов-шестерен под посадку подшипников, при радиальном люфте в подшипнике более 0,2 мм и других дефектах подшипников (забоины сепаратора, шелушение металла и раковины на беговых дорожках).
Если в корпусе появились трещины, его заменяют. Для устранения дефектов зубьев и большого зазора в зацеплении грузы-шестерни заменяют новыми, при этом зазор в зацеплении грузов-шестерен должен быть в пределах 0,15—0,28 мм.
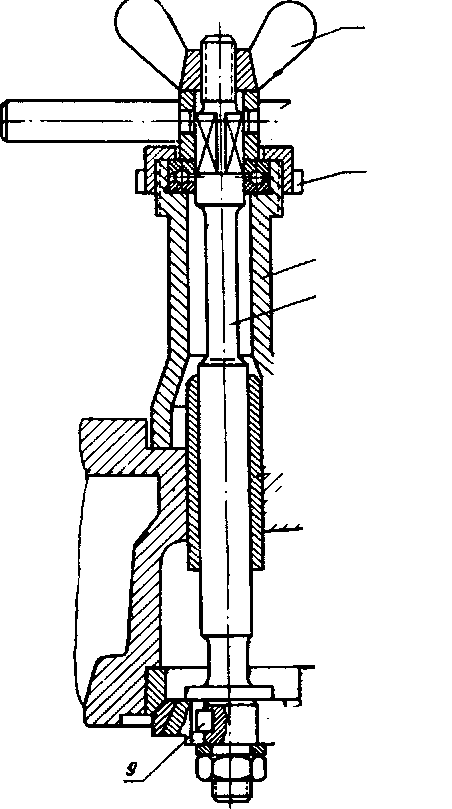
После сборки проверяют, нет ли увеличенного продольного люфта грузов-шестерен (допускает- Рис. 118. Проверка клапана:
193
13—1276
A. g m ,„ ^ при проворачивании грузов-шесте
рен от руки. Грузы должны возвращаться в исходное положение под действием собственного веса. При замене подшипников № 12507КМ следует иметь в виду, что на каждом подшипнике наружное кольцо селективно подобрано с роликами к внутреннему кольцу, поэтому не разрешается снятие наружного кольца и установка его на другой подшипник. Чтобы не перепутать наружное и внутреннее кольца, их торец маркируют одним и тем же номером при помощи электрографа.
Ремонт масляного насоса. Техническое состояние масляного насоса определяют наружным осмотром, проверкой на испытательном стенде, разборкой и контролем деталей.
Если нет внешних дефектов (трещин, разрывов и пробоин сетки маслозаборника, поломки шестерен привода, заклинивания и заметного на глаз износа втулок промежуточной шестерни привода и валиков насоса), проверяют производительность масляного насоса, герметичность клапанов, нет ли течи масла.
Для проверки масляных насосов двигателей А-01 и А-41 на стенде КИ-1575 его оборудуют дополнительным редуктором для повышения числа оборотов.
Схема испытания масляного насоса показана на рисунке 119.
Перед установкой на стенд с насоса снимают ведомую шестерню, ось промежуточной шестерни в сборе с промежуточной шестерней, вывертывают предохранительный и редукционный клапаны, а отверстия под клапаны заглушают резьбовыми пробками с прокладками.
При испытании насоса используют одно из дизельных масел ДП-11. ДС-11, М12-В (температура масла 80+5°С) или смесь из дизельного топлива и дизельного масла вязкостью 10,0—16,1 с. с. т. (температура смеси 20—25° С).
Производительность нагнетающей секции насоса при 3100 об/мин ведущего валика, разрежении на всасывании 100+10 мм рт. ст. и давлении на выходе 5,5±0,5 кГ/см2 должна быть 90—95 л/мин (производительность нового насоса 105 л/мин). Если насос не развивает указанную производительность, его отправляют на ремонтный завод.
Производительность радиаторной секции насоса должна быть не ниже 27 л/мин при давлении 2+0,2 кГ/см2 (производительность радиаторной секции нового насоса 30 л1мин).
Клапаны насосов регулируют на стенде отдельно. Редукционный клапан нагнетающей секции должен открываться при давлении 8,0+°'5 кГ/см2 и 9,0+°>5 кГ/см2 при установке на двигатель трубопроводов с угольниками. Предохранительный клапан радиаторной секции должен открываться при давлении 2,5—3,2 кПсм2.
Рис.
119. Схема испытания масляного насоса:
1—
масляный насос; 2—нижний бак; 3 — кран;
4, 5, 6
и
9—
трубки; 7 — шкала; 8
— верхний бак;
10, 11
и
12—манометры;
13
— вентиль;
14
— крышка (заглушка); 15
— установочный кронштейн;
16
— дроссельный клапан.
Если редукционный и предохранительный клапаны открываются при меньшем давлении, то под колпачок подкладывают дополпитель-
ную регулировочную шайбу. Допускается установка не более четырех шайб, иначе пружина будет сжата настолько, что не обеспечит требуемый ход клапана при открытии, а у пружины в процессе эксплуатации появится остаточная деформация. Если для регулировки требуется не менее четырех шайб, пружину заменяют.
Насосы, проверенные на стенде и признанные годными к постановке на двигатели, укомплектовывают недостающими деталями, ввертывают отрегулированные и опломбированные клапаны. Шестерни должны вращаться легко, без заедания. В процессе испытаний насос не должен перегреваться. Допускается незначительное просачивание масла из-под втулок и в сопряжении клапанов, не снижающее заданных производительности и давления.
Ремонт масляного фильтра. Основные дефекты центробежного мае ляного фильтра (полнопоточной масляной центрифуги): трещины корпуса и колпаков, повреждение резьбовых соединений, износ посадочных поверхностей оси ротора и отверстий в остове ротора.
Крышку ротора бракуют, если в ней возникли трещины. При износе отверстий в остове ротора устанавливают ремонтные бронзовые втулки, при запрессовке втулок должен быть натяг не менее 0,05 мм, разностенность втулок допускается не более 0,03 мм, а биение опорного торца нижней втулки — не более 0,1 мм. Зазор между осью ротора и втулками должен быть в пределах 0,04—0,1 мм. На внутренней поверхности втулок не должно быть рисок и задиров. Шероховатость поверхности должна быть не ниже 7-го класса. Такая же шероховатость допускается и для шеек оси ротора в местах их сопряжения со втулками.
После ремонта ротор должен вращаться от толчка рукой легко, без рывков и заедания.
Герметичность ротора проверяют на стенде при давлении до 5— 6 кПсм2. При этом не должно просачиваться масло из-под крышки ротора. Допускается незначительное просачивание масла в местах сопряжения остова ротора с крышкой и через зазор между втулками и шейками.
Для проверки оборотов ротора центрифуги применяют вибрационный язычковый тахометр КИ-1308В. Принцип его действия основан на резонансе колебаний вибратора 4 (рис. 120) с колебаниями оси ротора.
Вибратор представляет собой плоскую пружину, приклепанную к корпусу 3 прибора. Свободная длина I пружины, составляющая примерно 75 мм до первой заклепки, может изменяться поворотом крышки 5 с ввернутым в нее винтом 7. Тем самым изменяется собственная частота колебаний свободного конца пружины.
Для определения числа оборотов ротора снимают гайку крепления колпака центрифуги и навинчивают корпус прибора на ось 2 ротора до упора в ее торец. Затем устанавливают крышку прибора в положение, соответствующее наибольшей свободной длине вибратора. Укорачивая вибратор вращением крышки, находят положение, при котором амплитуда свободного конп.ч будет максимальной. По шкале, протарирован- ной в зависимости от угла поворота крышки, длины и характеристики пружины вибратора, определяют число оборотов ротора.
Рис.
120. Вибрационный тахометр КИ-1308В:
—
ротор
центрифуги;
—
ось
ротора; 3— оо- пус прибора;
4 —
вибратор;
5 — крышка;
6 —
стрелка;
7 — упорный виит.
делении числа оборотов любого из них соседний ротор затормаживают.
Частоту вращения ротора центрифуги можно приближенно определить по времени свободного вращения каждого ротора после прекращения подачи масла в центрифугу. Для этого после разгона ротора выключают двигатель стенда и одновременно включают секундомер. Каждый ротор развивает нормальное число оборотов, если время его свободного вращения будет ие менее 40 сек.
Кроме того, на испытательном стенде должны быть отрегулированы перепускной и сливной клапаны полнопоточной масляной центрифуги. Перепускной клапан регулируют на давление 5,5± ±0,25 кГ/см2, сливной — на 4,5—5 кПсм2.
Ремонт воздухоочистителя. Техническое состояние воздухоочистителя проверяют внешним осмотром и испытанием на герметичность.
Не допускаются вмятины, трещины, пробоины, сквозная коррозия. Сетчатые элементы кассет ие должны быть порваны, на них не должно быть вмятин и коррозии. Сварные швы должны быть герметичными, без трещин. Если пластмассовый дефлектор имеет обломы или трещины, его следует заменить.
Ремонт водяного насоса и вентилятора. У водяного насоса при эксплуатации могут возникнуть следующие дефекты: износ поверхностей отверстий под подшипники, трещины корпуса и крыльчатки, износ втулки уплотнения и ручья шкива.
Трещины в чугунном корпусе насоса заваривают биметаллическим электродом диаметром 4 мм. Если заварке подвергались места, омываемые водой, то их проверяют на герметичность керосином.
Изношенные поверхности отверстий под подшипники в корпусе восстанавливают постановкой ремонтных втулок (рис. 121). Их изготовляют из стали 40. Перед запрессовкой наружную поверхность втулки рекомендуется обезжирить ацетоном и смазать тонким слоем эпоксидного клея. Овальность и конусность расточенных втулок допускается до 0,015 мм, а их взаимное биение — 0,05 мм.
У вентилятора могут быть следующие дефекты: погнутость лопастей или крестовин, ослабление заклепок, трещины и износ отверстий. При появлении в крестовине трещин длиной более 10 мм, трещин на лопастях и изломов вентилятор бракуют.
-
73,5+q?
Рис.
121. Ремонтные втулкн корпуса водяного
иасоса.
Ослабление крепления лопастей устраняют подтягиванием заклепок. Если этим способом дефект не устраняется, удаляют заклепки, рассверливают отверстия до диаметра 5,4 мм, ставят увеличенные заклепки из стали 20 размером 5X12 мм и расклепывают их. Зазор между лопастью и хвостовиком крестовины допускается не более 0,1 мм на глубину до 10 мм.
Отремонтированный вентилятор подвергают статической балансировке. Дисбаланс допускается не более 50 Г см. Его устраняют снятием металла на концах лопастей (толщина снимаемого слоя не более 1 мм), привариванием или приклепыванием стальных пластин к нерабочей стороне лопастей.
Трещины длиной до 10 мм на крестовине заваривают электросваркой с двух сторон электродом Э42 диаметром 3—4 мм и зачищают заподлицо с поверхностью основного металла.
При ремонте шкивов вентилятора ремень следует устанавливать, как показано на рисунке 122.
Радиальное и боковое биение ручьев относительно оси посадочного диаметра не должно превышать 0,2 мм.
Ремонт муфты сцепления. Характерные дефекты муфты сцеплеиия: износ накладок ведомых дисков, опорных лапок отжимных рычагов, среднего и нажимного ведущих дисков, шлицов вала сцепления и ступиц ведомых дисков, пазов на ведущих дисках, проушин вилки выключения и цапф корпуса муфты выключения, втулок крышки муфты сцепления и поверхностей сопрягаемого с ними валика вилки выключения, отверстий в кронштейнах и отжимных рычагах, трещины и задиры на поверхности ведущих дисков.
При износе накладок ведомого диска до толщины (в сборе с ведомым диском) 7,5 мм их заменяют. Фрикционные накладки к диску приклепывают заклепками или приклеивают клеем БФ-2 или ВС-10Т.
Сначала удаляют старые накладки протачиванием резцом на станке или срубанием зубилом заклепок, а затем зачищают поверхность стального диска шлифовальным кругом или наждачной бумагой. Поверхность после зачистки обезжиривают ацетоном или бензином. Приклеиваемые накладки также обезжиривают.
На поверхности дисков и фрикционных накладок наносят слой клея, сушат его на воздухе в течение 10—12 мин, а затем наносят второй слой клея и тоже сушат в течение 10—15 мин. Накладки устанавливают на диск и прижимают к нему под давлением 10—15 кГ!см2 (при использовании клея БФ-2) и 1,5—2 кГ/см2 (при использовании клея ВС-10Т) струбцинами или в приспособлении. Диски с прижатыми накладками помещают в сушильный шкаф, нагревают и выдерживают в течение 0,5— 2 ч при температуре 120—160° С (в случае применения клея БФ-2) и в течение 1—2 ч при температуре 180—200° С (для клея ВС-10Т). После этого их медленно охлаждают вместе со шкафом.
Коробление диска устраняют правкой. Допускается неплоскостность диска (без накладок) в пределах каждого сектора (между прорезями) до 0,2 мм. Коробление диска в сборе с накладками не должно превышать более 0,8 мм.
Рис.
122. Положения ремня в ручье шкява:
а
— правильно; б — неправильно.


197
14—1276
нее 15 мм для среднего ведущих дисков. В случае уменьшения толщины ведущих дисков до этих величин для восстановления усилия пружин в их стаканы необходимо установить стальные прокладки такой толщины, на которую уменьшились ведущие диски. Наружный диаметр прокладки должен быть равен 32 мм.
Шероховатость рабочих поверхностей ведущих дисков после исправления должна соответствовать 7-му классу, а их неплоскостность допускается не более 0,1 мм.
Изношенные пазы ведущих дисков восстанавливают опиливанием
их поверхностей до ремонтного размера 16+o',i2 мм и заменой ведущих накладок корпуса муфты сцепления накладками с шипом толщиной 16_о,12 мм (или заваривают пазы с последующей фрезеровкой их до нормального размера).
Пазы проушины вилки выключения, изношенные до 17 мм, наплавляют с последующей механической обработкой до нормального разме-
, Л +0,24
pa 16+o,i2 мм.
Ремонт шпоночного паза вилки заключается в зачистке его поверхностей и подгонке к пазу шпонки увеличенного размера.
Изношенные лапки отжимных рычагов наваривают, обрабатывают до нормальных размеров и закаливают. Изношенные отверстия под пальцы (0 более 11,88 мм) развертывают до ремонтного размера. Отверстия могут быть отремонтированы и заваркой с последующим сверлением и развертыванием отверстий под пальцы нормального размера.
Изношенные шлицы вала сцепления на ремонтном заводе восстанавливают вибродуговой наплавкой или электродуговой наваркой и последующим фрезерованием фасонной или дисковой фрезой, заточенной по шаблону.
При сборке отремонтированной муфты сцепления необходимо соблюдать соосность отверстия в крышке муфты под корпус наружного подшипника с осью коленчатого вала.
Несоосность более 0,5 мм устраняют центрированием крышки и последующим штифтованием ее с картером маховика в сборе.