

2.4 Припуски на обработку дет. Составные части припусков. Методы определения припусков.
Припуском на обработку называется слой металла, подлежащий удалению с поверхности заготовки в процессе обработки для получения готовой детали. Размер припуска определяют разностью между размером, заготовки и размером детали по рабочему чертежу; припуск задается на сторону. Припуски подразделяют на общие, т. е. удаляемые в течение всего процесса обработки данной поверхности, и межоперационные (промежуточные), удаляемые при выполнении отдельных операций. Величина межоперационного припуска определяется разностью размеров, полученных на предыдущей и последующей операциях. Обозначая общий припуск на обработку z0, размер заготовки аз и размер готовой детали ад, получаем: для наружных поверхностей z0 = аз ад; для внутренних поверхностей z0 = ад аз. Обозначив припуск на данной операции zм, размер, полученный на предшествующей операции а, и размер, который должен быть получен на данной операции, b, определим межоперационный припуск: для наружных поверхностей zм = а b; для внутренних поверхностей zм = b а. Тогда общий припуск на обработку равен сумме межоперационных припусков по всем технологическим операциям – от заготовки до размеров детали по рабочему чертежу: z0 = zм. Для наружных поверхностей значение разности размеров, получаемых на предшествующей и последующей операциях, является положительной величиной, а для внутренних – отрицательной. Различают симметричные и асимметричные припуски.
![]()
1)симметричный припуск z1 = z2. 2)асимметричный припуск z1 z2. 3)односторонний припуск (частный случай асимметричного припуска, когда одна из из противолежащих пов-тей не подвергается обработке) z2 = 0.
Составные части (структура) припуска.
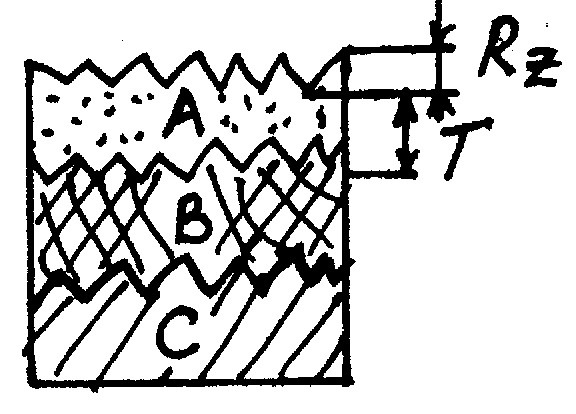
А – удаляемая дефектная часть поверхностного слоя; В – неудаляемая часть пов-ого слоя (наклёп и переходная зона); С – нормальная структура металла. Rz – шероховатость; T – дефектный слой пов-ти. Методы определения припусков. 1)опытно-статистический. Устанавливается по опытным данным суммарно на всю обработку, без расчёта припуска по отдельным стадиям обработки. Данные приводятся в ГОСТах, нормативах, справочниках. 2)расчётно-аналитический метод позволяет определять величину припуска с учётом всех элементов, составляющих припуск. При этом предусматривается, что при каждом технологическом переходе должны быть установлены погрешности предшествующего перехода. Rz – шероховатость; T – дефектный слой пов-ти. i – настоящая операция; i1 – предыдущая операция; - пространственное отклонение дет; y – погрешность при установке. Наименьшая величина межоперационного припуска на одну противолежащую пов-ть: zmin.i = Rz.i1 + Ti1 + i1 + y.i. Симметричный припуск по обе стороны при параллельной обработке противолежащих плоских пов-тей:
2zmin.i = 2[(Rz.i1 + Ti1)+ (i1 + y.i)]. При обработке наружных и внутренних поверхностей тел вращения на диаметр:
2zmin.i=2[(Rz.i1+Ti1)+((i1)2+ (y.i)2)1/2].
((i1)2 + (y.i)2)1/2 – учитывает пространственные искажения заготовки и погрешность при установке.