

4 Билет.
Основные понятия и задачи автоматизации.
Автоматизация производства – это процесс в развитии машинного производства, при котором функции управления и контроля, ранее выполнявшиеся человеком, передаются приборам и автоматическим устройствам. Введение автоматизации на производстве позволяет значительно повысить производительность труда, сократить долю рабочих, занятых в различных сферах производства.
Механизация производственного процесса – применение энергии неживой природы в производственном процессе или его составных частях, полностью управляемых людьми, осуществляемое с целью сокращения трудовых затрат и улучшения условий производства.
Автоматизация производственного процесса – применение энергии неживой природы в производственном процессе или его составных частях для их выполнения и управления ими без непосредственного участия людей.
Различают:
а) частичную автоматизацию на уровне отдельных технологических операций, например, с использованием станков с автоматическим управлением, в том числе станков с ЧПУ;
б) комплексную автоматизацию изготовления деталей и сборки изделий с использованием автоматических линий и гибких производственных систем;
в) полную автоматизацию, при которой все функции контроля и управления осуществляются автоматически.
Прозводственная система (ПС) – целостная структурная единица, предназначенная для выпуска продукции определенного вида в пределах своих технологических возможностей при условии обеспечения необходимыми ресурсами.
Гибкая производственная система (ГПС) – производственная единица или совокупность технологического оборудования, автоматически переналаживаемого при производстве изделий произвольной номенклатуры в установленных пределах их характеристик. При этом имеем следующие уровни:
а) гибкий производственный модуль (ГПМ)
б) гибкий автоматизированный участок (ГАУ
в) гибкий автоматизированный цех (ГАЦ
г) гибкий автоматизированный завод (ГАЗ).
В итегрированную автоматизированную систему управления (ИАСУ) ГАЗ входит следующая совокупность подсистем (взаимосвязанных автоматизированных систем):
АСУП (управление предприятием) – планирует и координирует работу всех подсистем ИАСУ;
АСНИ / САПР – конструирование изделий, узлов, деталей, разработка требований к ним;
АСТПП – проектирует технологические процессы и управляющие программы для станков с ЧПУ, технологическую оснастку, инструмент;
АСИО (инструментальное обеспечение) – включает взаимосвязанные накопители, устройства смены инструмента и контроля его качества, обеспечивающие хранение, автоматическую установку и замену инструмента;
Все перечисленные выше системы обмениваются информационными потоками через единый банк данных предприятия (БнД).
Теоретической базой создания ИСАУ служит теория сложных (больших) систем, а методологической – системный подход.
Формализация процесса ктпп. Структура процесса проектирования.
Формализация задач основывается на использовании аналитических зависимостей, выражающих качественные отношения и связи. Описательный характер технологии не позволяет в полной мере использовать современные вычислительные средства и методы, так как для нее характерны:
-отсутствие строгих аналитических зависимостей;
-сложная взаимосвязь и взаимное влияние отдельных задач;
-большая роль эмпирики и существование неявных объективных законов;
-сложная логическая структура и содержание;
-наличие огромных информационных потоков и влияющих друг на друга факторов.
Построенная математическая система должна базироваться на неформальной теории, на основе которой формулируются исходные и выводимые формулы, правила вывода и правила образования формул.
Важнейшим вопросом при создании САПР после формализации процесса проектирования является отображение проектно-конструкторской деятельности инженера в виде структуры программного обеспечения. В общем виде процесс проектирования в САПР можно упрощенно представить схемой, изображающей одну элементарную ячейку проектно-конструкторского процесса, из цепочки которых состоит реальный автоматизированный процесс
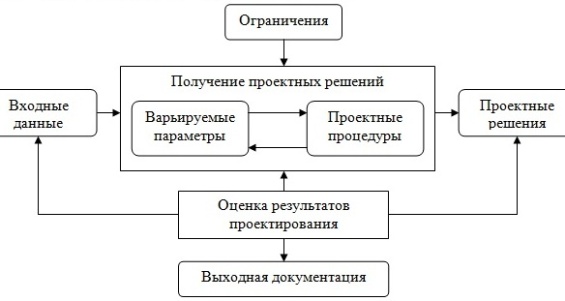
Из схемы видно, что основным является блок получения проектных решений, доля участия в этом процессе человека определяется полнотой формализации знаний. Проектирование – итерационный процесс, повторяемый многократно до получения удовлетворительных результатов. Выходная документация формируется автоматически.