

44.Изготовление эвольвентных зубчатых колёс способом огибания. Ипк.
Метод обкатки огибания: основан на использовании принципа работы зубчатого зацепления. Одной из деталей пары является режущий инструмент, а второй зубчатое нарезаемое колесо Зубья колес образуются в результате взаимного зацепления инструмента и нарезаемой заготовки. Зубчатые колеса обрабатывают на специальных станках червячными зуборезными фрезами, зуборезными долбяками и гребенками, зубострогательными резцами, зуборезными головками, шеверами и др.
В этом способе используются понятия:
производящая поверхность Пр зуборезного инструмента – воображаемая поверхность, содержащая режущие кромки инструмента или образуемая при их главном движении, необходимом для резания;
проектируемая поверхность Э зуба «нарезаемого» колеса К;
станочное зацепление поверхностей Пр и Э.
Сущность станочного зацепления:
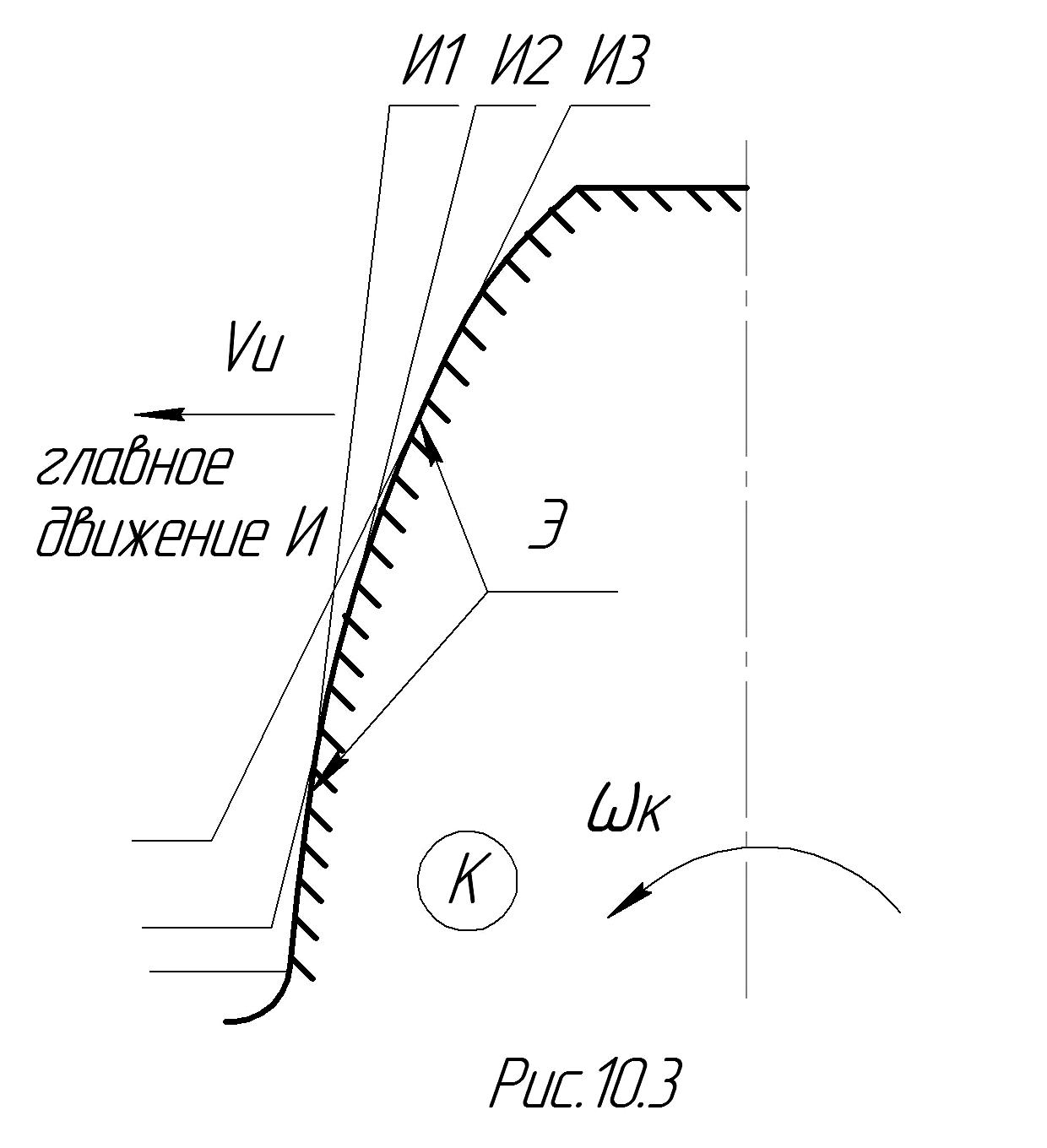
Производящая поверхность Пр режущих кромок инструмента и проектируемая поверхность Э зуба «нарезаемого» колеса К имеют такое же относительное движение, какое имели бы зубчатые колёса при зацеплении друг с другом. При реальном нарезании зубьев колеса К на станке такое движение надо обеспечить производящему колесу Пр и заготовке колеса К, при котором происходит непрерывный процесс взаимообката (взаимоогибания) поверхностей зубьев Пр и Э (Рис. 10.3).
Рис.10.3. |
И1, И2, И3, … – положения режущих кромок зуборезного инструмента. Поверхность Э зуба «нарезаемого» колеса К получается как огибающая бесконечного множества положений И1, И2, И3, … режущих кромок зубьев инструмента (в данном случае – зубчатой рейки, гребенки). Наиболее часто зуборезным инструментом является червячная фреза. У нее реечная производящая поверхность И расположена на винтовой поверхности ее зубьев, а их положения И1, И2, И3… реализуются вращением фрезы вокруг своей оси. |
При нарезании цилиндрических колёс оси производящего колеса Пр и “нарезаемого” колеса К параллельны между собой.
1. Производящее колесо может иметь конечное число зубьев. В этом случае режущими инструментами являются долбяк, абразивный хон, выполненные в виде зубчатых колёс с режущими зубьями.
2.
Производящее колесо может иметь число
зубьев Z=∞.
У него все окружности радиусов
![]() ,
,![]() ,
,
![]() ,
превращаются в параллельные прямые.
Эвольвенты зубьев, имея радиусы кривизны
,
превращаются в параллельные прямые.
Эвольвенты зубьев, имея радиусы кривизны
![]() =∞,
также превращаются в прямые линии.
Режущий инструмент превращается в
рейку.
Он выполняется в виде червячной
фрезы,
абразивного
червячного круга,
у которых реечный производящий контур
расположен на винтовой
поверхности.
=∞,
также превращаются в прямые линии.
Режущий инструмент превращается в
рейку.
Он выполняется в виде червячной
фрезы,
абразивного
червячного круга,
у которых реечный производящий контур
расположен на винтовой
поверхности.
Реечный
контур инструмента является частным
случаем эвольвентного (при Z=∞).
Он стандартизован по ГОСТ13755-81(для
![]() мм)
и называется исходным
контуром (ИК)
(рис.11.1).
мм)
и называется исходным
контуром (ИК)
(рис.11.1).
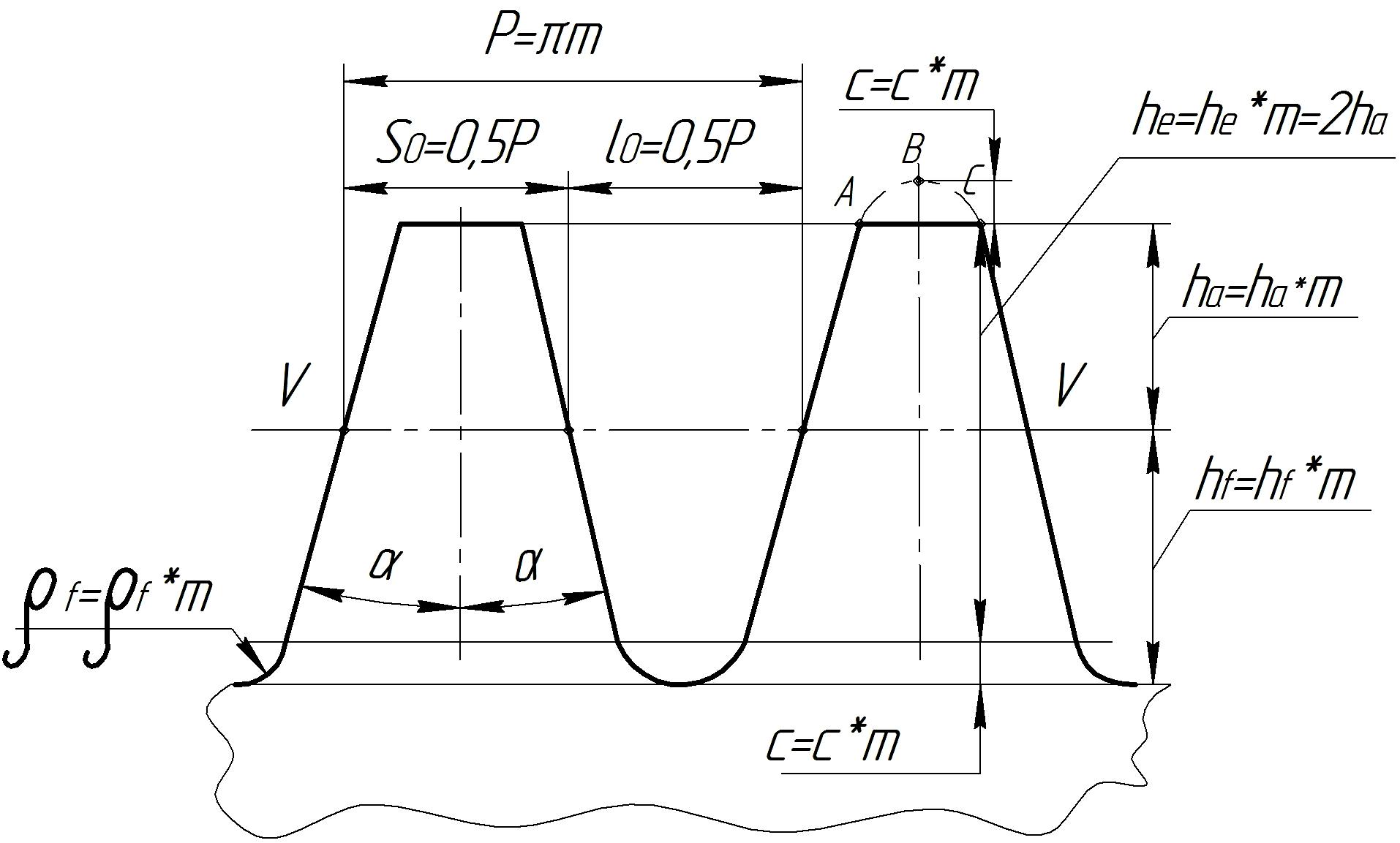
Рис.11.1.
Параметры ИК:
VV-делительная прямая;
![]() -угол
главного профиля;
-угол
главного профиля;
![]() ,
,
![]() - коэффициенты высоты головки и ножки
зуба;
- коэффициенты высоты головки и ножки
зуба;
![]() - коэффициент радиального зазора;
- коэффициент радиального зазора;
![]() -коэффициент
граничной высоты зуба;
-коэффициент
граничной высоты зуба;
![]() -коэффициент
радиуса кривизны переходной кривой;
-коэффициент
радиуса кривизны переходной кривой;
P=πm - шаг исходной рейки.
Благодаря прямолинейному очертанию зубьев реечный инструмент весьма технологического можно изготовить сравнительно дешево и достаточно точно.
Исходный производящий контур (ИПК) — контур зубьев зубчатой рейки, характеризующий параметры зуборезного инструмента и отличающийся только высотой зубьев на величину радиального зазора С*т В результате в зацеплении двух колес также образуется радиальный зазор С — С*т
У реечного инструмента (рис.11.1) при изготовлении в металле профиль зуба ИК дополняют частью АВС и называют исходным производящим контуром (ИПК). Остальные параметры у ИПК такие же, как у ИК.
Зубья ИПК являются производящей поверхностью, которая в процессе обката формирует поверхности эвольвенты Э на зубьях колеса К. При этом главным движением ИПК является поступательное движение, а у колеса К - вращательное.
Исходный производящий контур отличается от исходного высотой зуба h0 = 2.5m. Исходный и исходный производящий контуры образуют между собой конруентную пару (рис. 12.3), т.е. один заполняет другой как отливка заполняет заготовку (с радиальным зазором с *m в зоне прямой вершин зуба исходной рейки). Принципиальное отличие этих контуров в том, что исходный контур положен в основу стандартизации зубчатых колес, а исходный производящий - в основу стандартизации зуборезного инструмента. Оба эти контура необходимо отличать от производящего контура - проекции режущих кромок инструмента на плоскость перпендикулярную оси заготовки.