

Структурная схема взаимосвязей процесса вытяжки оптического волокна
Возмущения
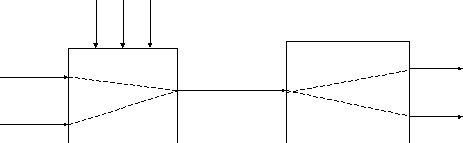
Q
T P
x
I
Рис. 2.15.
Для построения системы управления процессом вытяжки фторидных волокон очень важно исследовать главное звено установки вытяжки – печь нагрева заготовок как объект управления. Температуру в зоне нагрева заготовок можно регулировать с помощью двух управляющих воздействий: изменением силы тока, текущего по нихромовой проволоке, и изменением расхода газа, подаваемого в кварцевую трубу. Были исследованы оба канала управления.
Была получена переходная характеристика объекта управления по каналу «сила тока – температура». На рис.2.16 представлена нормированная переходная характеристика изменения температуры в зоне нагрева при ступенчатом изменении силы тока. Переходная характеристика снималась при расходе инертного газа Qазот= 2,5 м3/час.
Термопара была установлена в центре кварцевой трубы в зоне формирования луковицы. Изменение температуры осуществлялось путем изменения силы тока, текущего по нихромовой проволоке.
Переходная характеристика объекта управления по каналу «подача газа – температура» представлена на рис.2.17. Она была получена при напряжении, подаваемом на нихромовую проволоку Uпечи= 18 В.
Термопара была установлена в центре кварцевой трубы в зоне формирования луковицы. Изменение температуры осуществлялось путем изменения расхода газа.
Для нахождения коэффициентов передаточной функции объекта были исследованы переходные характеристики по двум каналам.
Определение постоянных времени Т1 и Т2 с помощью графических построений.
Из графика рис.2.16 находим величины Tf , Tc и а. Затем из точки 1 пересечения касательной А с осью абсцисс восстанавливается перпендикуляр высотой g:
0.53
g = a [ 2.73 + ]
= a [ 2.73 + ]
1+(150a) -3
Через точку 3 проводится прямая линия В, параллельная касательной А, и находится время Tb . Предположив, что Т1 > Т 2, вычисляют их значения из эмпирических соотношений:
Т2=( Tb+ Tf){ 1- 200*(0.032 – a) [1 + (0.086 + 0.0015/(0.032-a)) -1] -1}
При а> 0.005; Т1 = Tc - Т 2


Рис.2.16. Переходная характеристика по каналу «сила тока – температура».


Рис.2.17. Переходная характеристика по каналу
«Расход газа – температура»
Найдем передаточные функции в числовом виде:
1. По каналу " сила тока - температура"
0.53
 g
= 0.03 [ 2.73 + ] = 0.0992 ;
g
= 0.03 [ 2.73 + ] = 0.0992 ;
1+(150*0.03) -3
Т2 =( 7.5+ 28){ 1- 200*(0.032 – 0.035) [1 + (0.086 + 0.0015/(0.032-0.035)) -1] -1} =20.45 cек. ;
Т1 = 71.5 - 20,45 =61.05 сек..
2. По каналу "расход газа – температура нагрева"
0.53
-3 = 0,05 [ 2.73 + ] = 0,163
= 0,05 [ 2.73 + ] = 0,163
1+(150*0,05)
Т2 =(4,5+10,6){1-200*(0,032–0,05)[1+(0,086+0,0015/(0,032-0,05))]-1}-1=
=12,93 сек.;
Т1 = 16,9 – 12,93 = 3,97 сек.
В результате обработки данных переходного процесса была получены передаточные функции объекта управления, позволяющая определить динамику нагрева:
![]() (1)
(1)
![]() (2)
(2)
Как видно из формулы (1), объект управления обладает запаздыванием и достаточно большой инерционностью. Поэтому целесообразно ток, питающий печь нагрева заготовок сделать стабильным, а температурой в центре печи управлять с помощью изменения расхода газа.
Выводы
-
Проведен анализ технологического процесса вытяжки оптических волокон.
-
Определены важнейшие параметры волокна. От того, насколько точно поддерживаются эти параметры в процессе производства, зависит конечное качество выпускаемого оптического волокна.
-
Разработаны структурная и функциональная схемы. Определены основные воздействия в процессе вытягивания волокна. К управляющим относятся: температура в зоне формирования волокна. К возмущающим воздействиям относятся: нестабильность диаметра заготовки по длине, неоднородность химического состава заготовки, температурные колебания температуры в зоне формования волокна.
-
В результате обработки данных переходного процесса была получены передаточные функции объекта управления по двум каналам "расход газа – температура" и "сила тока – температура".