

2.4.3. Ремонт труб на месте установки
Работы по устранению небольших повреждений элементов поверхности нагрева производят обычно на месте их установки без демонтажа.
Покоробленные экранные и кипятильные трубы подгибают и рихтуют (выравнивают на прямых участках) в тех случаях, когда смещение или прогиб труб меняет шаг или выводит их из плоскости ряда более чем на 10 мм. Коробление экранных и кипятильных труб происходит при зажатии их в обмуровке, обрыве деталей крепления, нарушении правильных режимов эксплуатации (недопустимое снижение уровня воды в котле).
Небольшие смещения или прогибы труб устраняют без их нагрева с помощью домкратов, винтовых приспособлений, клиньев, талей и круток с регулировкой креплений (обгоревшие и оборванные крепления перед правкой труб восстанавливают).
Места искривлений значительно деформированных труб из углеродистой стали перед правкой нагревают до 1050 °С газовой горелкой. Трубы правят в интервале 1050–750 °С, при остывании до нижнего предела их повторно нагревают.
Рихтовка труб экранов с помощью реечного домкрата показана на рис. 2.13. Домкрат 6 закрепляют на трубе 5, подвешиваемой на конструкциях лесов или трубах котла. Труба входит в проушины двух скоб 4, которые с помощью прутка 2 закрепляются за трубы 3, не требующие рихтовки. При вращении рукоятки домкрата покоробленные трубы 1 вводятся в общий ряд. Так же рихтуют трубы с помощью струбцин. Окончив рихтовку труб, восстанавливают все детали их крепления к каркасу, обеспечивая при этом, свободу для перемещения труб при нагревании.
Коробление труб ширм пароперегревателей является следствием неправильной сборки, ослабления и обгорания обвязочных деталей (креплений), обрывов сухарей виброштанг и др. Трубы ширм и змеевиков при этом изгибаются и выходят из общего ряда.
Рихтовку труб ширм из стали 12Х1МФ производят без нагрева при небольшом их изгибе. При значительных изгибах места искривлений нагревают до температуры, не превышающей температуру термообработки сварных стыков (710–730 °С), а затем медленно охлаждают под слоем асбеста. Термообработка мест рихтовки при этом не требуется. После рихтовки труб ширм восстанавливают или заменяют детали крепления, обеспечивая выход труб из общего ряда не более чем на ± 10 мм.
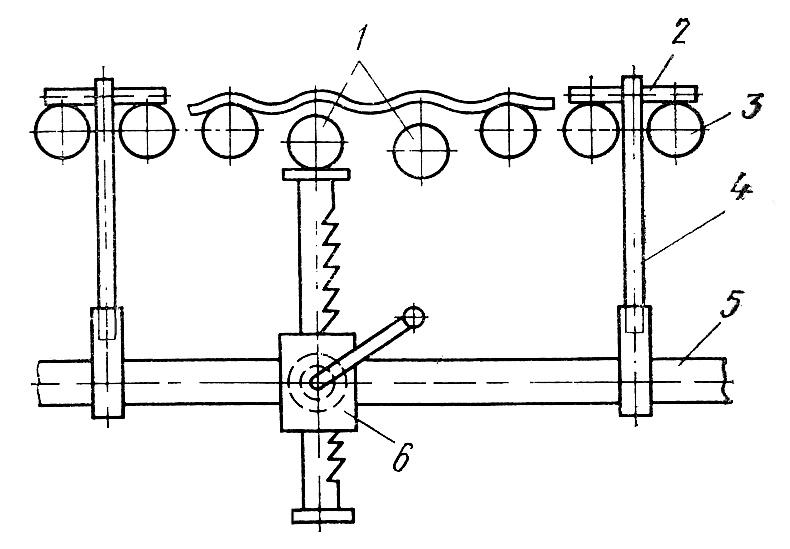
Рис. 2.13. Рихтовка труб экрана реечным домкратом:
1 – покоробленные трубы экрана, 2 – пруток, 3 – труба экрана, не требующая рихтовки, 4 – скоба с проушиной, 5 – труба для закрепления домкрата и скоб, 6 – домкрат
Подгибку углеродистых труб пароперегревателей на угол до 25° при радиусе подгибки, равном трем диаметрам трубы или более, можно производить как в горячем, так и в холодном состоянии без последующей термообработки. При подгибке на больший угол нагревают участок трубы горелки до 1100–1150 °С, выдерживают при этой температуре не более 1 мин, затем медленно охлаждают на воздухе. Нижний предел температуры, при которой допускается подгибка – 950 °С.
Рихтовку потолочного и радиационного пароперегревателей производят восстановлением сварки дистанционирующих планок и крепежных деталей, а также подтяжкой гаек креплений и подвесок.
Отрыв по сварке деталей креплений от трубы часто сопровождается повреждением ее стенки, что ведет к образованию свищей. Места отрыва осматривают и при необходимости подваривают, а причины обрывов (защемление трубы) устраняют. Коробление и выход из общего ряда труб и змеевиков водяных экономайзеров и конвективных пароперегревателей происходит из-за ослабления или перекоса стоек и защемления труб в стойках, что препятствует их свободному тепловому перемещению. Сильно деформированные трубы ширм и змеевиков пароперегревателей вырезают и заменяют новыми.
При нарушении дистанционирования змеевиков восстанавливают сварку деталей крепления стоек с балками или камерами и выравнивают ряды труб змеевиков. Для выравнивания устанавливают в каждый вертикальный и диагональный ряды стальные прутки диаметром 16–18 мм. Концы прутков попарно сваривают, чтобы они не выпадали.
Во время ремонта змеевиков пароперегревателей и водяных экономайзеров на месте установки часто приходится раздвигать отдельные трубы, петли или змеевики. Раздвижку производят с помощью винтовых приспособлений.
Устранение механических повреждений труб и неплотностей в сварных соединениях. Механические повреждения (вмятины, зарубки, глубокие риски) на наружной поверхности кипятильных и экранных труб котлов среднего и высокого давления удаляют, вырезая дефектные места и устанавливая вставки.
Неплотности сварных соединений кипятильных и экранных труб на длине не более 1/8 длины шва в аварийных случаях устраняют разделкой дефектных мест на всю глубину с последующей заваркой. Нельзя наплавлять металл по дефектному месту (без разделки). Во время ближайшего планового ремонта дефектный стык вырезают вместе с участком трубы и устанавливают вставку. Свищи, трещины и другие дефекты в сварных швах змеевиков пароперегревателей и водяных экономайзеров устраняют тем же способом. Длина вставки должна быть не менее 150 мм, чтобы удобно было разделывать кромки и приваривать вставку.
Восстановление защитных устройств. Для предохранения змеевиков пароперегревателя и водяного экономайзера от золового истирания, а также экранных труб от истирания пылевидным топливом на трубы устанавливают защитные устройства, которые выполняют в виде накладок из листовой стали или стального уголка. Иногда накладки делают из труб, разрезая их по длине. Защитные устройства бывают индивидуальные (на каждую трубу) и групповые (на группу труб). К трубам защитные устройства прикрепляют хомутами или с помощью сварки. Предохраняя трубы от износа золой или пылью, защитные устройства сами истираются до дыр, после чего начинается истирание труб. Сильно изношенные накладки и участки труб под ними заменяют.
При установке новых защитных устройств все накладки тщательно подгоняют и закрепляют. На незащищенные накладками участки труб устремляются потоки золы или пыли, что приводит к быстрому образованию свищей.
Замена участков труб. Поврежденные участки труб вырезают тонким абразивным диском шлифовальной машинки или резцовым приспособлением. Торцы оставшихся концов обрабатывают по угольнику и затачивают фаски под сварку, применяя для этого специальные приспособления. Вместо вырезанного участка делают вставку из трубы такого же диаметра и из такой же стали, прихватывают ее и обваривают. При этом выдерживают все правила, нормы и допуски, установленные для изготовления новых трубных элементов.
При аварийных ремонтах поврежденные участки змеевиков пароперегревателей и водяных экономайзеров иногда выключают, применяя закоротки (рис. 2.14). Закорачивание змеевиков производят аналогично установке вставок. Во время ближайшего планового ремонта змеевики восстанавливают, а закоротки удаляют. При замене участков труб на них должны быть восстановлены ребра и плавники в точном соответствии с чертежом.
Плотность сварных швов вставок и закоротков обычно проверяют при гидравлическом испытании котла после ремонта. Рекомендуется плотность этих швов испытывать двойным рабочим давлением при гидравлическом испытании каждой трубы или змеевика в отдельности, используя заглушки.
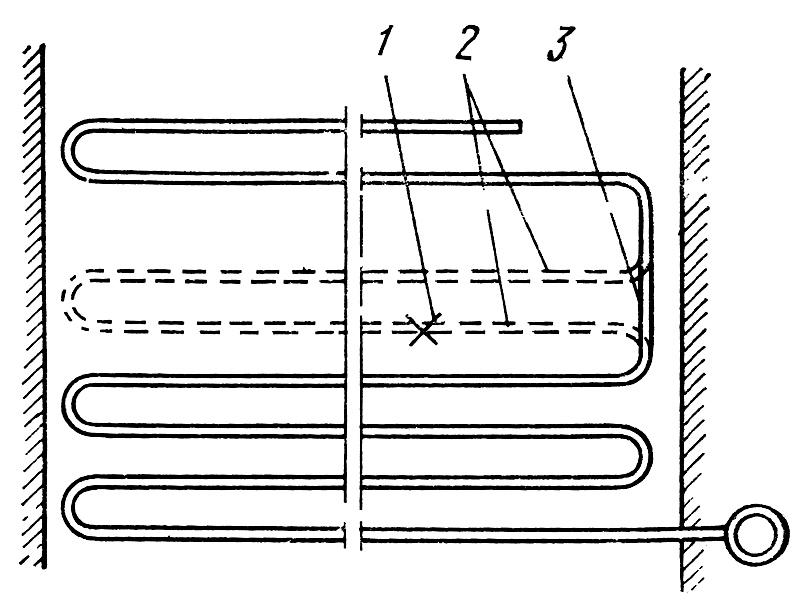
Рис. 2.14. Установка закоротков на змеевике:
1 – дефектное место, 2 – вырезаемый участок, 3 – закоротки